БЛОК ЦИЛИНДРОВ ПРОВЕРКА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ
-
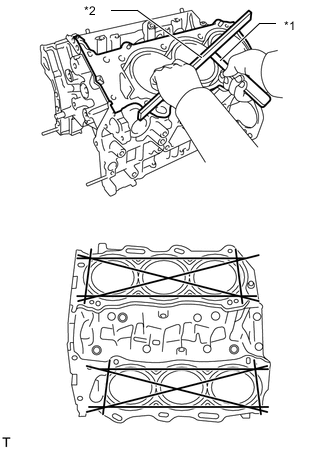
*1 Плоский щуп *2 Прецизионная поверочная линейка С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхности, соприкасающейся с прокладками головки блока цилиндров.
Номинальное коробление 0–0,05 мм (0–0,00197 дюйма) Максимально допустимая величина коробления 0,07 мм (0,00276 дюйма) Если коробление превышает максимально допустимую величину, замените блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР
-
Проверьте, нет ли на цилиндре вертикальных царапин.
При наличии глубоких царапин расточите все 6 цилиндров. При необходимости замените блок цилиндров в сборе.
-
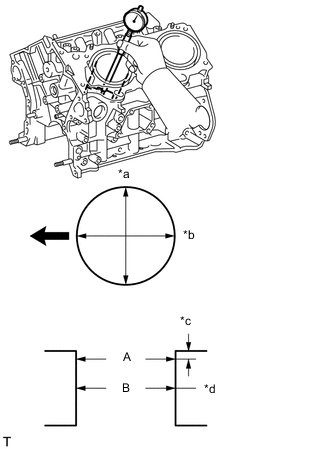
*a Направление тяги *b Осевое направление *c 10 мм (0,394 дюйма) *d Центр 
Передняя сторона двигателя С помощью нутромера измерьте диаметр отверстия под цилиндр в точках А, В и С в осевом и радиальном направлениях.
Справочное значение (новые детали) 83,000 - 83,012 мм (3,2677 - 3,2682 дюйма) Максимальный диаметр 83,13 мм (3,27 дюйма) Если усредненный по 4 измерениям диаметр превышает максимальную величину, замените блок цилиндров.
-
-
ПРОВЕРЬТЕ ПОРШЕНЬ С ПАЛЬЦЕМ В СБОРЕ
-
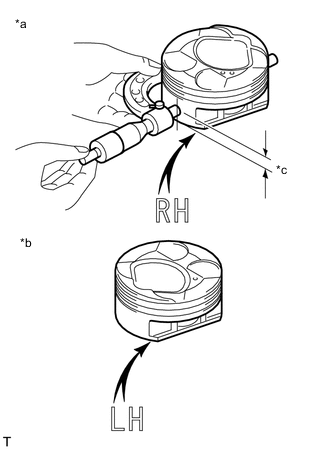
*a для ряда 1 *b для ряда 2 *c Расстояние Измерьте микрометром диаметр поршня в плоскости, перпендикулярной осевой линии поршня, на заданном расстоянии от его конца.
Расстояние 14,3 мм (0,563 дюйма) Справочное значение (новые детали) 82,960 - 82,970 мм (3,2661 - 3,2665 дюйма) Минимально допустимый диаметр 82,846 мм (3,2616 дюйма) Если диаметр поршня ниже минимального значения, замените поршень с пальцем в сборе.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ
-
Измерьте диаметр цилиндра в направлении тяги.
-
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
Справочное значение (новые детали) 0,030 - 0,052 мм (0,00118 - 0,00205 дюйма) Максимальный допустимый масляный зазор 0,072 мм (0,00284 дюйма) Если масляный зазор превышает максимально допустимую величину, замените поршень с пальцем или блок цилиндров в сборе в соответствии с результатами измерения.
-
-
ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА
-
*1 Плоский щуп С помощью комплекта плоских щупов измерьте зазор между новым поршневым кольцом и стенкой канавки кольца.
Номинальный зазор канавки поршневого кольца Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,020 - 0,070 мм
(0,00079 - 0,00276 дюйма)
Компрессионное кольцо № 2 0,030 - 0,070 мм
(0,00118 - 0,00276 дюйма)
Маслосъемное кольцо 0,020 - 0,070 мм
(0,00079 - 0,00276 дюйма)
Если зазор не соответствует заданному, замените поршень с пальцем в сборе.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА
-
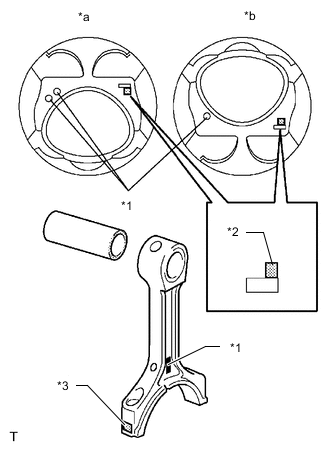
*1 Метка передней стороны *2 Метка внутреннего диаметра отверстия для поршневого пальца *3 Метка внутреннего диаметра втулки шатуна *a для ряда 1 *b для ряда 2 Проверьте все отметки на поршне и шатуне.
Tech Tips
Никогда не меняйте сочетание поршней и поршневых пальцев.
-
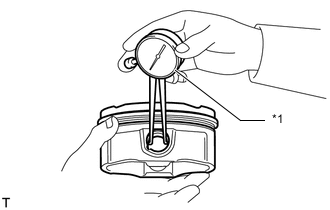
*1 Индикатор часового типа для отверстий С помощью индикатора часового типа для отверстий измерьте внутренний диаметр отверстия под поршневой палец.
Номинальный внутренний диаметр отверстия под поршневой палец Метка Номинальное значение А 21,998 - 22,001 мм
(0,86606 - 0,86618 дюйма)
B 22,002 - 22,004 мм
(0,86622 - 0,86630 дюйма)
C 22,005 - 22,007 мм
(0,86634 - 0,86642 дюйма)
-
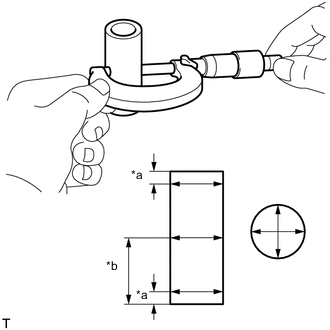
*a 5 мм (0,197 дюйма) *b 28 мм (1,10 дюйма) Микрометром измерьте диаметр поршневого пальца.
Номинальный диаметр поршневого пальца Метка Номинальное значение А 21,997 - 22,000 мм
(0,86602 - 0,86614 дюйма)
B 22,001 - 22,003 мм
(0,86618 - 0,86626 дюйма)
C 22,004 - 22,006 мм
(0,86630 - 0,86638 дюйма)
-
Вычтите из измеренного диаметра отверстия под поршневой палец измеренный диаметр поршневого пальца.
Номинальный масляный зазор -0,002 - 0,004 мм (-0,00008 - 0,00016 дюйма) Максимальный допустимый масляный зазор 0,015 мм (0,00059 дюйма) Если масляный зазор превышает максимально допустимую величину, замените поршень с пальцем в сборе.
-
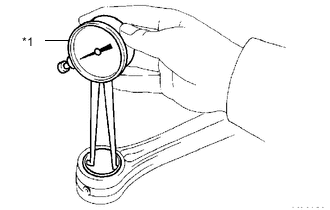
*1 Индикатор часового типа для отверстий С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки малого конца шатуна.
Номинальный внутренний диаметр втулки Метка Номинальное значение А 22,005 - 22,008 мм
(0,86634 - 0,86645 дюйма)
B 22,009 - 22,011 мм
(0,86649 - 0,86657 дюйма)
C 22,012 - 22,014 мм
(0,86661 - 0,86669 дюйма)
-
Вычтите из измеренного диаметра поршневого пальца измеренный диаметр внутренний диаметр втулки.
Номинальный масляный зазор 0,005 - 0,011 мм (0,00020 - 0,00043 дюйма) Максимальный допустимый масляный зазор 0,030 мм (0,00118 дюйма) Если масляный зазор превышает максимально допустимый, замените втулку малого конца шатуна.
При необходимости замените шатун и поршень с поршневым пальцем.
-
-
ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА
-
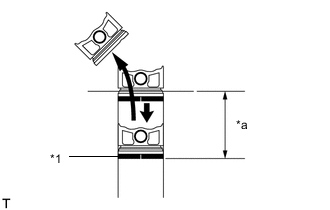
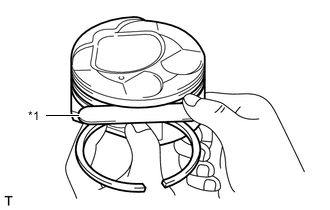
*1 Поршневое кольцо *a Приблизительно 110 мм (4,33 дюйма) Вставьте поршневое кольцо в цилиндр.
-
С помощью поршня протолкните поршневое кольцо так, чтобы оно слегка выступало за нижний предел хода кольца, на расстояние 110 мм (4,33 дюйма) от верхней части блока цилиндров.
-
С помощью комплекта плоских щупов измерьте зазор разреза.
Номинальный зазор разреза Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,20 - 0,25 мм
(0,00787-0,00984 дюйма)
Компрессионное кольцо № 2 0,35 - 0,40 мм
(0,01378 - 0,01575 дюйма)
Маслосъемное кольцо 0,10 - 0,20 мм
(0,00394 - 0,0787 дюйма)
Максимальный зазор разреза Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,50 мм (0,0197 дюйма) Компрессионное кольцо № 2 0,80 мм (0,0315 дюйма) Маслосъемное кольцо 0,65 мм (0,0256 дюйма) Если величина зазора разреза превышает максимально допустимое значение, замените поршневое кольцо.
Если величина зазора разреза превышает максимально допустимое значение даже после установки нового поршневого кольца, замените блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ ШАТУН В СБОРЕ
-
Проверьте центровку шатуна с помощью устройства для проверки кривизны шатуна и комплекта плоских щупов.
-
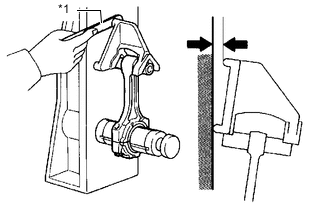
*1 Плоский щуп Проверьте, нет ли смещения относительно центра.
Максимально допустимое смещение относительно центра 0,05 мм (0,00197 дюйма) на 100 мм (3,94 дюйма) Если смещение относительно центра превышает максимально допустимое значение, замените шатун в сборе.
-
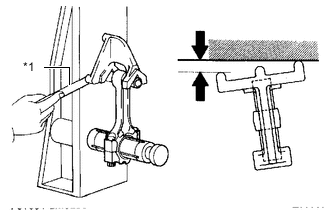
*1 Плоский щуп Убедитесь в отсутствии скручивания.
Максимально допустимое скручивание 0,15 мм (0,00591 дюйма) на 100 мм (3,94 дюйма) Если скручивание превышает максимально допустимое значение, замените шатун в сборе.
-
-
-
ПРОВЕРЬТЕ БОЛТ ШАТУНА
-
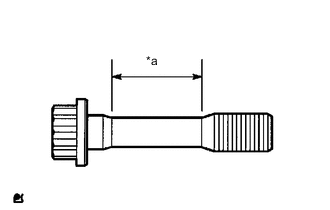
*a Участок измерения С помощью штангенциркуля измерьте диаметр болта шатуна в нескольких точках в пределах зоны, отмеченной на рисунке.
Номинальный диаметр от 7,2 до 7,3 мм (от 0,283 до 0,287 дюйма) Минимально допустимый диаметр 7,0 мм (0,276 дюйма) Если диаметр меньше минимально допустимого, замените болт шатуна.
Tech Tips
-
Диаметр следует измерить в нескольких точках.
-
Если диаметр меньше минимально допустимого, замените болт шатуна.
Несоблюдение данного указания может привести к повреждению двигателя.
-
В случае повреждения резьбы замените болт шатуна.
-
-
-
ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ
-
Проверьте биение.
-
Очистите шейку коленчатого вала.
-
Установите коленчатый вал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимально допустимое биение 0,06 мм (0,00236 дюйма) Если радиальное биение превышает максимально допустимую величину, замените коленчатый вал.
-
-
Проверьте коренные шейки.
-
Микрометром измерьте диаметр каждой коренной шейки.
Номинальный диаметр шейки 60,988-61,000 мм (2,4011-2,4016 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
-
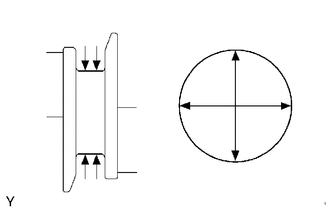
Для каждой коренной шейки проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,02 мм (0,00079 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
Проверьте штифты коленчатого вала.
-
С помощью микрометра измерьте диаметр каждой шатунной шейки.
Номинальный диаметр шатунной шейки 47,992 - 48,000 мм (1,889 - 1,890 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
-
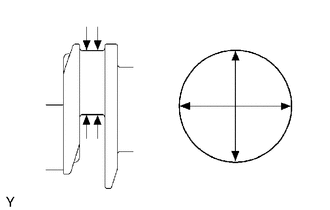
Для каждого штифта коленчатого вала проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,02 мм (0,00079 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
Убедитесь в отсутствии на подшипнике и шейке коленчатого вала следов точечной коррозии и царапин.
-
Установите подшипник коленчатого вала.
Нажмите здесь Click here
-
Установите коленчатый вал в блок цилиндров.
-
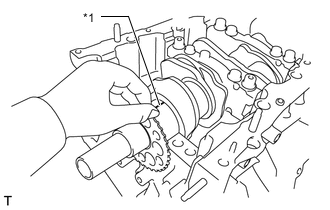
*1 Сминаемый пластичный калибр Plastigage На каждую шейку положите сминаемый пластичный калибр (Plastigage).
-
Проверьте метки и номера на внешней стороне, после чего установите крышки подшипников коленчатого вала на блок цилиндров.
Tech Tips
На крышке каждого подшипника коленчатого вала промаркирован номер, указывающий установочную позицию.
-
Установите крышки подшипников коленчатого вала.
Нажмите здесь Click here
Note
-
Не наносите моторное масло на подшипники коленчатого вала или шейки коленчатого вала.
-
Не поворачивайте коленчатый вал.
-
-
Снимите крышки подшипников коленчатого вала.
Нажмите здесь Click here
-
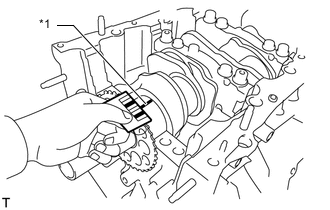
*1 Сминаемый пластичный калибр Plastigage Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,026-0,047 мм (0,00102-0,00185 дюйма) Максимальный допустимый масляный зазор 0,05 мм (0,00197 дюйма) Если масляный зазор превышает максимально допустимую величину, замените подшипники коленчатого вала. При необходимости замените коленчатый вал.
Note
Полностью удалите сминаемый пластичный калибр Plastigage после измерений.
-
При замене подшипника устанавливайте подшипник с тем же самым номером.
Если не удается определить номер подшипника, выберите нужный подшипник, сложив номера, указанные на блоке цилиндров и коленчатом вале, после чего обратитесь к таблице ниже.
Существует 5 стандартных типоразмеров подшипников, имеющих маркировку, соответственно, "1", "2", "3", "4" или "5".
Опорные подшипники Блок цилиндров + Коленчатый вал 0 - 5 6 - 11 12 - 17 18 - 23 24 - 28 Используемый подшипник "1" "2" "3" "4" "5" 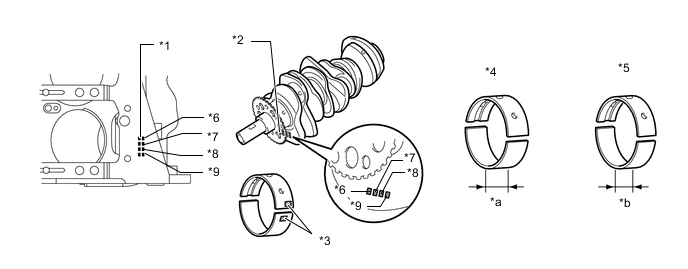
*1 Цифровая метка диаметра отверстия под коренную шейку в блоке цилиндров *2 Цифровая метка диаметра коренной шейки коленчатого вала *3 Номер подшипника *4 Подшипники шеек № 1 и № 4 *5 Подшипники шеек № 2 и № 3 *6 № 1 *7 № 2 *8 № 3 *9 № 4 *a 21 мм (0,827 дюйма) *b 18 мм (0,709 дюйма) - - Tech Tips
ПРИМЕР: "11" на блоке цилиндров (A) + "06" на коленчатом валу (B) = суммарный номер 17 (следует использовать подшипник "3")
Номинальный диаметр гнезда подшипника коренной шейки коленчатого вала в головке блока цилиндров (A) Метка Заданные условия "00" 66,000 мм (2,59842 дюйма) "01" 66,001 мм (2,59846 дюйма) "02" 66,002 мм (2,59850 дюйма) "03" 66,003 мм (2,59854 дюйма) "04" 66,004 мм (2,59858 дюйма) "05" 66,005 мм (2,59862 дюйма) "06" 66,006 мм (2,59866 дюйма) "07" 66,007 мм (2,59870 дюйма) "08" 66,008 мм (2,59874 дюйма) "09" 66,009 мм (2,59877 дюйма) "10" 66,010 мм (2,59881 дюйма) "11" 66,011 мм (2,59885 дюйма) "12" 66,012 мм (2,59889 дюйма) "13" 66,013 мм (2,59893 дюйма) "14" 66,014 мм (2,59897 дюйма) "15" 66,015 мм (2,59901 дюйма) "16" 66,016 мм (2,59905 дюйма) Номинальный диаметр коренной шейки коленчатого вала (B) Метка Заданные условия "00" 60,999 - 61,000 мм (2,40153 - 2,40157 дюйма) "01" 60,998 - 60,999 мм (2,40149 - 2,40153 дюйма) "02" 60,997 - 60,998 мм (2,40145 - 2,40149 дюйма) "03" 60,996 - 60,997 мм (2,40141 - 2,40145 дюйма) "04" 60,995 - 60,996 мм (2,40137 - 2,40141 дюйма) "05" 60,994 - 60,995 мм (2,40133 - 2,40137 дюйма) "06" 60,993 - 60,994 мм (2,40129 - 2,40133 дюйма) "07" 60,992 - 60,993 мм (2,40126 - 2,40129 дюйма) "08" 60,991 - 60,992 мм (2,40122 - 2,40126 дюйма) "09" 60,990 - 60,991 мм (2,40118 - 2,40122 дюйма) "10" 60,989 - 60,990 мм (2,40114 - 2,40118 дюйма) "11" 60,988 - 60,989 мм (2,40110 - 2,40114 дюйма) Номинальная толщина центральной стенки верхнего подшипника (шейки № 1 и № 4) Метка Заданные условия "1" 2,500 - 2,503 мм (0,09843 - 0,09854 дюйма) "2" 2,503 - 2,506 мм (0,09854 - 0,09866 дюйма) "3" 2,506 - 2,509 мм (0,09866 - 0,09878 дюйма) "4" 2,509 - 2,512 мм (0,09878 - 0,09890 дюйма) "5" 2,512 - 2,515 мм (0,09890 - 0,09902 дюйма) Номинальная толщина центральной стенки нижнего подшипника (шейки № 1 и № 4) Метка Заданные условия "1" 2,478 - 2,481 мм (0,09756 - 0,09768 дюйма) "2" 2,481 - 2,484 мм (0,09768 - 0,09780 дюйма) "3" 2,484 - 2,487 мм (0,09780 - 0,09791 дюйма) "4" 2,487 - 2,490 мм (0,09791 - 0,09803 дюйма) "5" 2,490 - 2,493 мм (0,09803 - 0,09815 дюйма) Номинальная толщина центральной стенки верхнего подшипника (шейки № 2 и № 3) Метка Заданные условия "1" 2,478 - 2,481 мм (0,09756 - 0,09768 дюйма) "2" 2,481 - 2,484 мм (0,09768 - 0,09780 дюйма) "3" 2,484 - 2,487 мм (0,09780 - 0,09791 дюйма) "4" 2,487 - 2,490 мм (0,09791 - 0,09803 дюйма) "5" 2,490 - 2,493 мм (0,09803 - 0,09815 дюйма) Номинальная толщина центральной стенки нижнего подшипника (шейки № 2 и № 3) Метка Заданные условия "1" 2,500 - 2,503 мм (0,09843 - 0,09854 дюйма) "2" 2,503 - 2,506 мм (0,09854 - 0,09866 дюйма) "3" 2,506 - 2,509 мм (0,09866 - 0,09878 дюйма) "4" 2,509 - 2,512 мм (0,09878 - 0,09890 дюйма) "5" 2,512 - 2,515 мм (0,09890 - 0,09902 дюйма)
-
-
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА
-
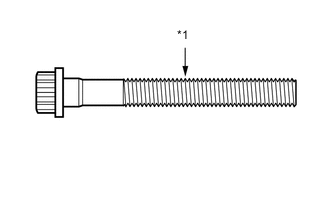
*1 Точка измерения С помощью штангенциркуля определите диаметр резьбы в точке измерения.
Номинальный диаметр 10,8-11,0 мм (0,4252-0,4331 дюйма) Минимально допустимый диаметр 10,7 мм (0,4213 дюйма) Точка измерения (расстояние от седла клапана) 47 мм (1,85 дюйма) Tech Tips
-
Если диаметр меньше минимально допустимого, замените установочный болт крышки подшипника коленчатого вала.
Несоблюдение данного указания может привести к повреждению двигателя.
-
В случае повреждения резьбы замените установочный болт крышки подшипника коленчатого вала.
-
Диаметр следует измерить в нескольких точках.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ
-
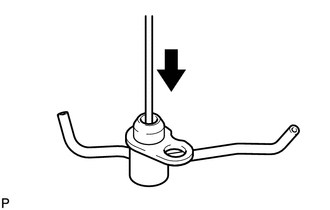
Введите в обратный клапан штифт, чтобы проверить, не залип ли он.
Tech Tips
Если обратный клапан заедает, замените масляную форсунку № 1 в сборе.
-
Нажмите на обратный клапан штифтом и убедитесь, что он перемещается плавно.
Если обратный клапан двигается не плавно, очистите или замените масляную форсунку № 1.
-
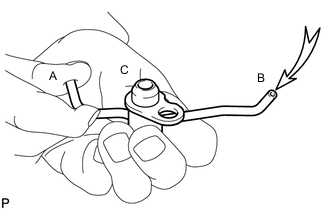
Закрыв отверстие A, подайте сжатый воздух в отверстие B. Убедитесь, что воздух не выходит через отверстие C. Выполните проверку еще раз, закрыв отверстие B и подав воздух в отверстие A.
Если происходит утечка воздуха, очистите или замените масляную форсунку № 1.
-
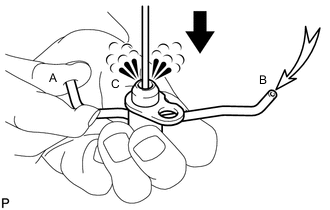
Нажмите на обратный клапан, перекрыв канал A и подавая воздух в канал B.
Убедитесь, что воздух проходит через (C).
Выполните проверку снова, закрыв патрубок B, нажав на обратный клапан и подав воздух в патрубок A.
Если воздух не выходит через отверстие С, очистите или замените масляную форсунку № 1.
-