БЛОК ДВИГАТЕЛЯ ПРОВЕРКА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
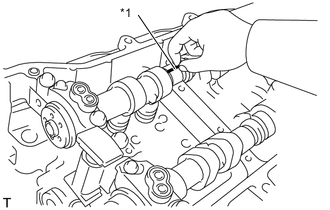
ПРОВЕРЬТЕ РЫЧАГ ПРИВОДА КЛАПАНА № 1 В СБОРЕ
-
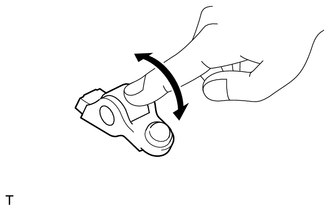
Проверните ролик рукой и проверьте, чтобы он вращался плавно.
Если ролик не вращается плавно, замените рычаг привода клапана № 1 в сборе.
-
-
ПРОВЕРЬТЕ МЕХАНИЗМ РЕГУЛИРОВКИ ЗАЗОРА В ПРИВОДЕ КЛАПАНА В СБОРЕ
Note
-
Не допускайте попадания в механизм регулировки зазора в приводе клапана грязи и посторонних частиц.
-
Используйте только чистое моторное масло.
-
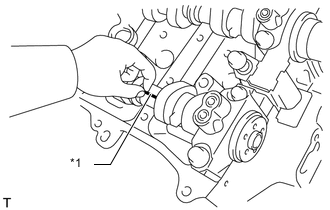
Поместите механизм регулировки зазора в приводе клапана в емкость, наполненную моторным маслом.
-
Вставьте наконечник специального инструмента в плунжер механизма регулировки зазора в приводе клапана и надавите на запорный шарик внутри плунжера.
- SST
- 09276-75010
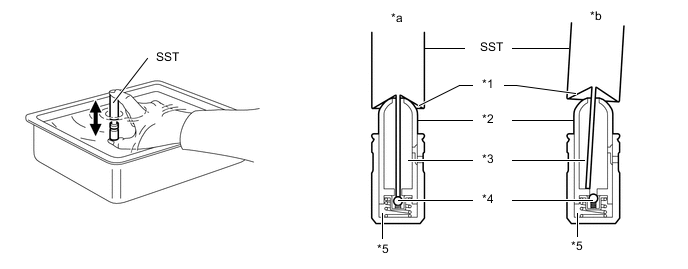
*1 Конусная часть *2 Плунжер *3 Камера низкого давления *4 Запорный шарик *5 Камера высокого давления - - *a ПРАВИЛЬНО *b НЕПРАВИЛЬНО -
Прижав SST к механизму регулировки зазора в приводе клапанов в сборе, переместите плунжер вверх и вниз 5-6 раз.
-
Проверьте ход плунжера и выпустите воздух.
OK Плунжер перемещается вверх и вниз. Note
Выпуская воздух под высоким давлением из камеры, убедитесь, чтобы наконечник SST действительно прижимал запорный шарик, как показано на рисунке.
Если запорный шарик не прижать, не будет стравливаться воздух.
-
После выпуска воздуха извлеките SST. Затем попробуйте быстро и с усилием нажать на плунжер пальцем.
OK Плунжер перемещается с трудом. Если плунжер после троекратного удаления воздуха остался сжатым, замените механизм регулировки зазора клапана новым.
-
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ
-
Проверьте биение распредвала.
-
Установите распредвал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,08 мм (0,00315 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота рабочей части кулачка Параметр / Устройство Заданные условия На впуске 43,940 - 44,040 мм (1,7299 - 1,7339 дюйма) На выпуске 44,090 - 44,190 мм (1,7358 - 1,7398 дюйма) На выпуске (для топливного насоса) 56,450 - 56,550 мм (2,2224 - 2,2264 дюйма) Минимально допустимая высота рабочей части кулачка Параметр / Устройство Заданные условия На впуске 43,790 мм (1,7240 дюйма) На выпуске 43,940 мм (1,7299 дюйма) На выпуске (для топливного насоса) 56,300 мм (2,2165 дюйма) -
Микрометром измерьте диаметр шейки.
Номинальный диаметр шейки Параметр / Устройство Технические характеристики Шейка №1 35,946-35,960 мм (1,4152-1,4157 дюйма) Для остальных шеек 25,959-25,975 мм (1,0220-1,0226 дюйма) Если диаметр шейки не соответствует указанному, проверьте масляный зазор.
Нажмите здесь Click here
-
-
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА В СБОРЕ
-
Установите зубчатое колесо распредвала.
Нажмите здесь Click here
-
Проверьте зубчатое колесо распредвала в сборе.
Нажмите здесь Click here
-
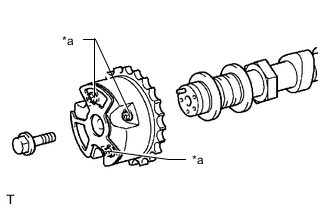
*a Не снимайте Выверните болт фланца и снимите зубчатое колесо распредвала.
Note
-
Не выворачивайте оставшиеся 3 болта.
-
Если зубчатое колесо распредвала предполагается использовать повторно, то перед его установкой необходимо освободить штифтовый замок.
-
-
-
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА ВЫПУСКНЫХ КЛАПАНОВ В СБОРЕ
-
Установите зубчатое колесо распредвала выпускных клапанов.
Нажмите здесь Click here
-
Проверьте зубчатое колесо распредвала выпускных клапанов в сборе.
Нажмите здесь Click here
-
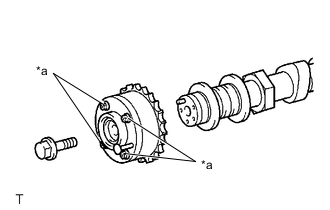
*a Не снимайте Выверните болт фланца и снимите зубчатое колесо распредвала выпускных клапанов в сборе.
Note
-
Не выворачивайте 4 остальные болта.
-
Если зубчатое колесо распредвала выпускных клапанов предполагается использовать повторно, то перед его установкой необходимо освободить штифтовый замок.
-
-
-
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
-
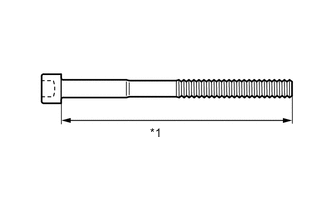
*1 Измеренная длина С помощью штангенциркуля измерьте длину установочного болта головки блока цилиндров от седла до торца.
Номинальная длина 141,3 - 142,7 мм (5,56 - 5,62 дюйма) Максимально допустимая длина 143,7 мм (5,66 дюйма) Если длина превышает максимально допустимую величину, замените установочный болт головки блока цилиндров.
-
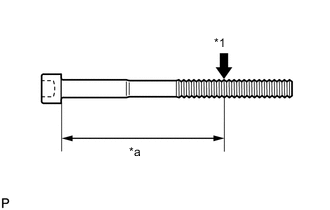
*1 Точка измерения *a Приблизительно 100 мм (3,94 дюйма) С помощью штангенциркуля измерьте диаметр удлиненного резьбового участка в самой узкой видимой зоне.
Номинальный диаметр 10,80-11,00 мм (0,425-0,433 дюйма) Минимально допустимый диаметр 10,70 мм (0,421 дюйма) Note
-
Если диаметр меньше минимально допустимого, замените установочный болт головки блока цилиндров. Несоблюдение данного указания может привести к повреждению двигателя.
-
В случае повреждения резьбы замените установочный болт крепления головки цилиндра.
-
-
-
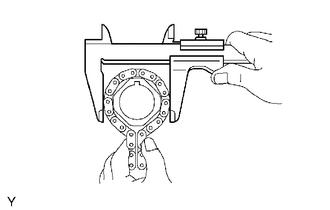
ПРОВЕРЬТЕ ЦЕПЬ В СБОРЕ
-
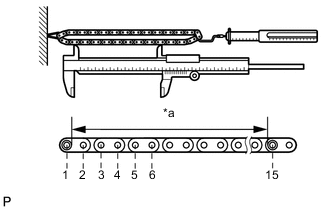
*1 Участок измерения С помощью пружинного динамометра натяните цепь с усилием 147 Н (15 кгс, 33 фунт-силы) и измерьте длину цепи с помощью штангенциркуля.
Максимально допустимое удлинение цепи 136,9 мм (5,39 дюйма) Tech Tips
Выполните измерения на 3 произвольно выбранных участках. Если результат измерения превышает максимально допустимую величину, замените цепь в сборе.
-
-
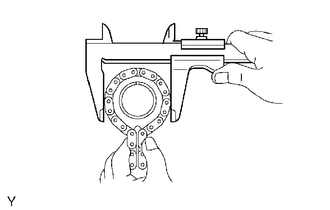
ПРОВЕРЬТЕ ЦЕПЬ № 2 В СБОРЕ
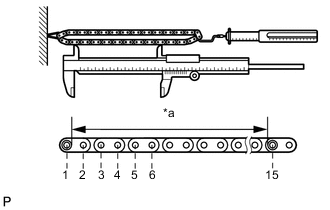
*1 Участок измерения
-
С помощью пружинного динамометра натяните цепь № 2 с усилием 147 Н (15 кгс, 33 фунт-силы) и измерьте длину цепи № 2 с помощью штангенциркуля.
Максимально допустимое удлинение цепи 137,6 мм (5,42 дюйма) Tech Tips
Выполните измерения на 3 произвольно выбранных участках. Если результат измерения превышает максимально допустимую величину, замените цепь № 2 в сборе.
-
-
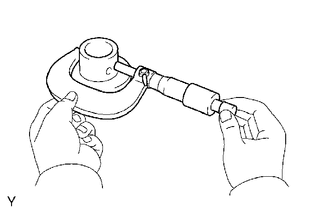
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО ИЛИ ЗВЕЗДОЧКУ КОЛЕНЧАТОГО ВАЛА
-
Оберните цепь вокруг ведущей шестерни или звездочки цепи ГРМ на коленчатом валу.
-
Штангенциркулем измерьте диаметр ведущей шестерни или звездочки цепи ГРМ на коленчатом валу с цепью в сборе.
Минимальный диаметр звездочки (с цепью в сборе) 61,4 мм (2,42 дюйма) Tech Tips
При измерении штангенциркуль должен касаться роликов цепи.
Если диаметр зубчатого колеса меньше минимально допустимого, замените цепь в сборе и ведущую звездочку или ведущее зубчатое колесо цепи ГРМ на коленчатом валу.
-
-
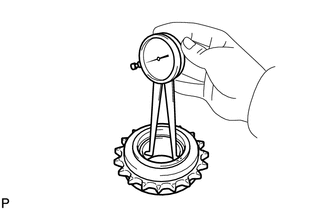
ПРОВЕРЬТЕ ПРОМЕЖУТОЧНУЮ ЦЕПНУЮ ШЕСТЕРНЮ В СБОРЕ
-
Оберните цепь в сборе вокруг промежуточной звездочки в сборе.
-
Штангенциркулем измерьте диаметр промежуточной звездочки с цепью.
Минимальный диаметр звездочки (с цепью в сборе) 61,4 мм (2,42 дюйма) Tech Tips
При измерении штангенциркуль должен касаться роликов цепи.
Если диаметр меньше минимально допустимого, замените цепь в сборе и промежуточную звездочку.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ОСИ ПРОМЕЖУТОЧНОЙ ШЕСТЕРНИ
-
Микрометром измерьте диаметр вала промежуточной шестерни № 1.
Номинальный диаметр 22,987 - 23,000 мм (0,905 - 0,906 дюйма) -
Используя индикатор часового типа для отверстий измерьте внутренний диаметр промежуточной цепной шестерни.
Номинальный диаметр 23,020 - 23,030 мм (0,906 - 0,907 дюйма) -
Вычтите диаметр вала промежуточной шестерни № 1 из диаметра отверстия в промежуточной звездочке.
Номинальный масляный зазор 0,020 - 0,043 мм (0,00079 - 0,00169 дюйма) Максимально допустимый масляный зазор 0,093 мм (0,00366 дюйма) Если осевой масляный зазор превышает допустимое значение, замените ось промежуточной шестерни № 1 и промежуточную цепную шестерню.
-
-
ПРОВЕРЬТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 1 В СБОРЕ
-
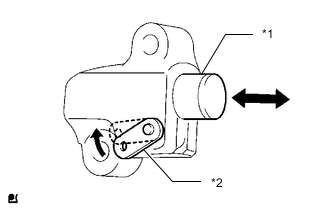
*1 Плунжер *2 Стопорная пластина Отведите стопорную пластину вверх, чтобы освободить фиксатор. Нажмите на плунжер и убедитесь, что он перемещается плавно.
Если необходимо, замените натяжитель цепи № 1 в сборе.
-
-
ПРОВЕРЬТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 2 В СБОРЕ
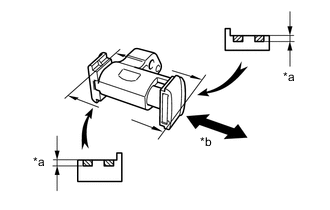
*a Глубина *b Перемещается плавно
-
Убедитесь в плавности хода плунжера.
-
Измерьте глубину износа натяжителя цепи № 2 в сборе.
Максимальная глубина 0,9 мм (0,0354 дюйма) Если глубина превышает максимально допустимую величину, замените натяжитель цепи № 2.
-
-
ПРОВЕРЬТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 3 В СБОРЕ
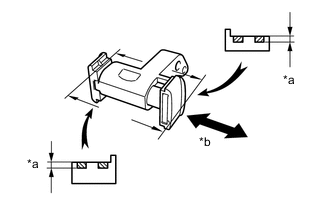
*a Глубина *b Перемещается плавно
-
Убедитесь в плавности хода плунжера.
-
Измерьте глубину износа натяжителя цепи № 3 в сборе.
Максимальная глубина 0,9 мм (0,0354 дюйма) Если глубина превышает максимально допустимую величину, замените натяжитель цепи № 3.
-
-
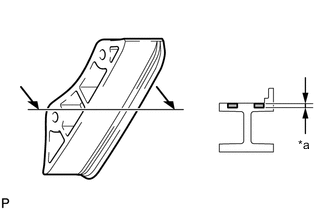
ПРОВЕРЬТЕ БАШМАК НАТЯЖИТЕЛЯ ЦЕПИ
-
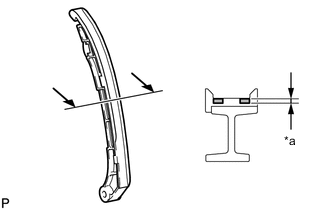
*a Глубина Измерьте глубину износа башмака натяжителя цепи.
Максимальная глубина 1,0 мм (0,0394 дюйма) Если глубина превышает максимально допустимую величину, замените башмак натяжителя цепи.
-
-
ПРОВЕРЬТЕ УСПОКОИТЕЛЬ ЦЕПИ № 1
-
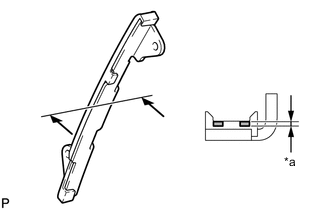
*a Глубина Измерьте глубину износа успокоителя цепи № 1.
Максимальная глубина 1,0 мм (0,0394 дюйма) Если глубина превышает максимально допустимую величину, замените успокоитель цепи № 1.
-
-
ПРОВЕРЬТЕ УСПОКОИТЕЛЬ ЦЕПИ № 2
-
*a Глубина Измерьте глубину износа успокоителя цепи № 2.
Максимальная глубина 1,0 мм (0,0394 дюйма) Если глубина превышает максимально допустимую величину, замените успокоитель цепи № 2.
-
-
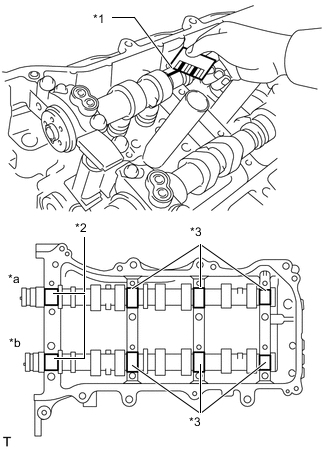
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР РАСПРЕДВАЛА
-
Для ряда 1:
-
Очистите крышки подшипников распредвала, правый кожух распредвала и шейки распредвала.
-
Установите распредвалы в правый кожух распредвала.
-
*1 Сминаемый пластмассовый калибр Plastigage Поместите на каждую шейку коленчатого вала полоску сминаемого пластичного калибра Plastigage.
-
Установить крышки подшипников распределительного вала и закрепить их болтами, затянув болты с номинальным моментом.
Note
Не поворачивайте распредвалы.
Нажмите здесь Click here
-
Снять крышки подшипников распределительного вала.
Нажмите здесь Click here
-
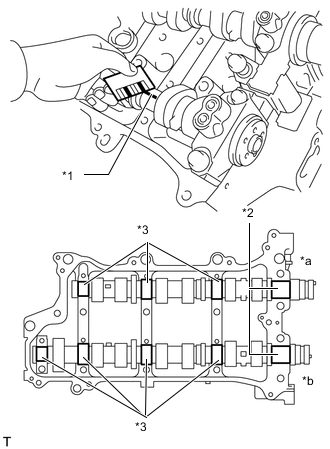
*1 Сминаемый пластмассовый калибр Plastigage *2 Шейка № 1 *3 Остальные шейки *a Со стороны впуска *b Со стороны выпуска Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор Параметр / Устройство Заданные условия Шейка распредвала выпускных клапанов № 1 0,031-0,078 мм (0,00122-0,00307 дюйма) Для остальных шеек 0,025 - 0,062 мм (0,00098 - 0,00244 дюйма) Максимальный допустимый масляный зазор Параметр / Устройство Заданные условия Шейка распредвала выпускных клапанов № 1 0,10 мм (0,00394 дюйма) Остальные шейки 0,09 мм (0,00354 дюйма) Если масляный зазор превышает максимально допустимую величину, замените распредвал.
Если после замены распредвала масляный зазор все же превышает максимально допустимую величину, замените правый кожух распредвала.
-
-
Для ряда 2:
-
Очистите крышки подшипников распредвала, левый кожух распредвала и шейки распредвала.
-
Установите распредвалы в левый кожух распредвала.
-
*1 Сминаемый пластмассовый калибр Plastigage Поместите на каждую шейку коленчатого вала полоску сминаемого пластичного калибра Plastigage.
-
Установить крышки подшипников распределительного вала и закрепить их болтами, затянув болты с номинальным моментом.
Note
Не поворачивайте распредвалы.
Нажмите здесь Click here
-
Снять крышки подшипников распределительного вала.
Нажмите здесь Click here
-
*1 Сминаемый пластмассовый калибр Plastigage *2 Шейка № 1 *3 Остальные шейки *a Со стороны впуска *b Со стороны выпуска Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор Параметр / Устройство Заданные условия Шейка распредвала выпускных клапанов № 1 0,031-0,078 мм (0,00122-0,00307 дюйма) Для остальных шеек 0,025 - 0,062 мм (0,00098 - 0,00244 дюйма) Максимальный допустимый масляный зазор Параметр / Устройство Заданные условия Шейка распредвала выпускных клапанов № 1 0,10 мм (0,00394 дюйма) Остальные шейки 0,09 мм (0,00354 дюйма) Если масляный зазор превышает максимально допустимую величину, замените распредвал.
Если после замены распредвалов масляный зазор все же превышает максимально допустимую величину, замените левый кожух распредвала.
-
-
-
ПРОВЕРЬТЕ ВЫПУСКНОЙ КОЛЛЕКТОР
-
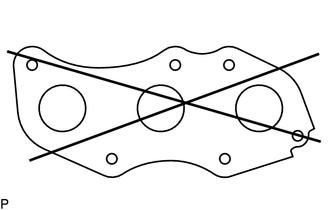
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхности, соприкасающейся с головкой блока цилиндров.
Максимально допустимая величина коробления 0,70 мм (0,02756 дюйма) Если коробление превышает максимально допустимую величину, замените выпускной коллектор в сборе.
-
-
ПРОВЕРЬТЕ ВПУСКНОЙ КОЛЛЕКТОР
-
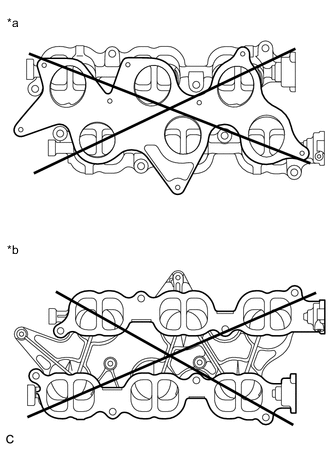
*a Со стороны уравнительного бачка воздухозаборника *b Сторона головки блока цилиндров С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхностей, контактирующих с головкой блока цилиндров и расширительным бачком на впуске воздуха.
Максимально допустимая величина коробления 0,10 мм (0,00394 дюйма) Если коробление превышает максимально допустимую величину, замените впускной коллектор.
-