БЛОК ЦИЛИНДРОВ РАЗБОРКА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР ШАТУНА
-
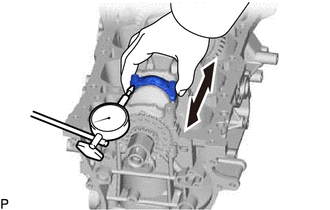
С помощью индикатора часового типа измерьте осевой зазор при движении шатуна назад и вперед.
Номинальный осевой зазор 0,160 - 0,512 мм (0,00630 - 0,0202 дюйма) Максимально допустимый осевой зазор 0,512 мм (0,0202 дюйма) Если осевой зазор превышает максимально допустимую величину, замените шатун. При необходимости замените коленчатый вал.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ШАТУНА
-
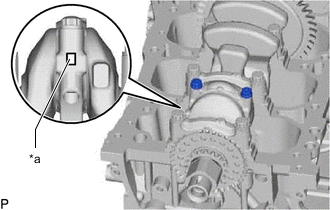
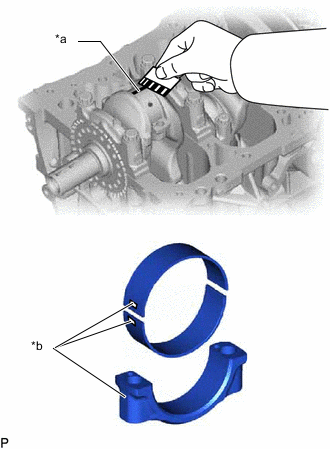
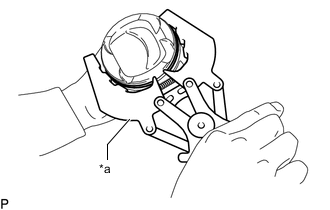
*a Метка, нанесенная краской Для обеспечения правильной сборки нанесите краской метки на шатун и крышку шатуна.
-
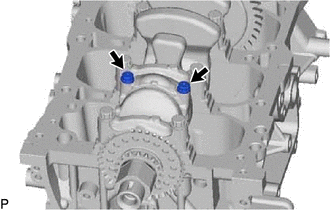
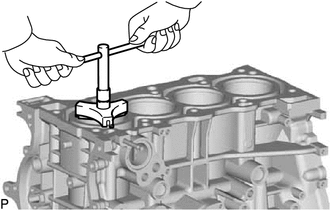
Выверните 2 болта шатуна и снимите крышку шатуна.
Tech Tips
Храните подшипник шатуна и крышку шатуна вместе.
-
Очистите шатунную шейку и подшипник шатуна.
-
Убедитесь в отсутствии на штифте коленчатого вала и подшипнике шатуна следов точечной коррозии и царапин.
Если шатунная шейка или подшипник шатуна повреждены, замените подшипники шатуна. При необходимости замените коленчатый вал.
-
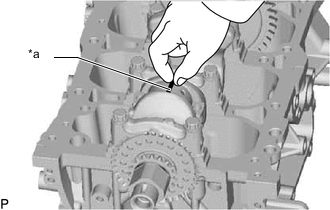
*a Сминаемый пластичный калибр Plastigage Поместите на шатунную шейку полоску сминаемого пластичного калибра (Plastigage).
-
Установите крышку шатуна.
Нажмите здесь Click here
Note
Не проворачивайте коленчатый вал.
-
Выверните 2 болта шатуна и снимите крышку шатуна.
Tech Tips
Храните подшипник шатуна и крышку шатуна вместе.
-
*a Сминаемый пластичный калибр Plastigage *b Метка с номером Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,035 - 0,068 мм (0,00138 - 0,00268 дюйма) Максимальный допустимый масляный зазор 0,07 мм (0,00276 дюйма) Note
Полностью удалите сминаемый пластичный калибр Plastigage после измерений.
Если масляный зазор превышает максимально допустимую величину, замените подшипник шатуна. При необходимости отшлифуйте или замените коленчатый вал.
Tech Tips
Для замены подшипника шатуна используйте подшипник, номер которого совпадает с номером, указанным на шатуне. Существует 3 стандартных типоразмера подшипников, имеющих маркировку, соответственно, "1", "2" и "3".
Номинальный диаметр шатунной шейки 51,492 - 51,500 мм (2,0272 - 2,0276 дюйма) Номинальный внутренний диаметр большого конца шатуна Параметр / Устройство Номинальное значение Метка 1 54,500 - 54,508 мм (2,1457 - 2,1460 дюйма) Метка 2 54,509 - 54,516 мм (2,1460 - 2,1463 дюйма) Метка 3 54,517 - 54,524 мм (2,1463 - 2,1466 дюйма) Номинальная толщина центральной стенки подшипника Параметр / Устройство Номинальное значение Метка 1 1,486-1,490 мм (0,0585-0,0587 дюйма) Метка 2 1,491 - 1,494 мм (0,0587 - 0,0588 дюйма) Метка 3 1,495 - 1,498 мм (0,0589 - 0,0590 дюйма) -
Выполните описанную выше проверку для каждого цилиндра.
-
-
СНИМИТЕ ПОРШЕНЬ С ШАТУНОМ
-
С помощью инструмента для снятия уступа полностью снимите нагар с верхней части цилиндра.
-
Выверните 8 болтов шатунов и снимите 4 крышки шатунов и 4 нижних подшипника шатунов.
-
Вставьте поршень с шатуном и подшипником шатуна через верхнюю часть блока цилиндров.
Tech Tips
-
Храните подшипник шатуна, шатун и крышку вместе.
-
Узлы поршня и шатуна следует устанавливать в правильном порядке.
-
Разложите снятые поршни и шатуны так, чтобы их можно было легко установить на свои места.
-
-
-
СНИМИТЕ ПОДШИПНИК ШАТУНА
-
Снимите 4 верхних подшипника шатунов с шатунов и крышек шатунов.
Tech Tips
Разложите снятые детали в надлежащем порядке.
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
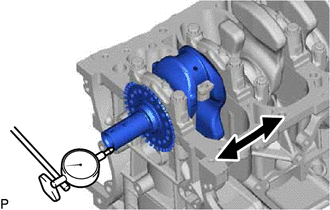
С помощью индикатора часового типа измерьте осевой зазор коленчатого вала, двигая коленчатый вал вперед и назад с помощью отвертки.
Номинальный осевой зазор 0,04-0,24 мм (0,00157-0,00945 дюйма) Максимально допустимый осевой зазор 0,30 мм (0,0118 дюйма) Если осевой зазор превышает максимально допустимое значение, замените комплект упорных шайб коленчатого вала. При необходимости замените коленчатый вал.
Номинальная толщина упорной шайбы 1,93-1,98 мм (0,0760-0,0780 дюйма)
-
-
СНИМИТЕ КОЛЕНЧАТЫЙ ВАЛ
-
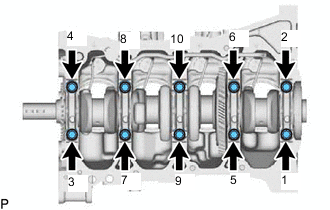
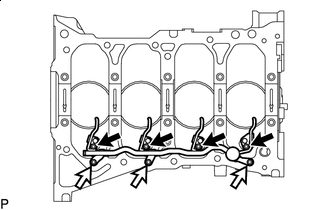
В несколько приемов равномерно ослабьте затяжку и выверните 10 болтов крышек подшипников коленчатого вала в последовательности, показанной на рисунке.
-
Снимите 5 крышек подшипников коленчатого вала с блока цилиндров.
Tech Tips
-
Держите вместе подшипники коленчатого вала № 2 и крышки подшипников коленчатого вала.
-
Разложите крышки подшипников коленчатого вала по порядку.
-
-
Снимите коленчатый вал с блока цилиндров.
Tech Tips
Держите подшипники коленчатого вала и упорные шайбы коленчатого вала вместе с блоком цилиндров.
-
Проверьте, нет ли на шейках и подшипниках коленчатого вала царапин и следов точечной коррозии.
При наличии повреждений на шейке или подшипнике коленчатого вала замените подшипники коленчатого вала. При необходимости замените коленчатый вал.
-
-
СНИМИТЕ УПОРНУЮ ШАЙБУ КОЛЕНЧАТОГО ВАЛА
-
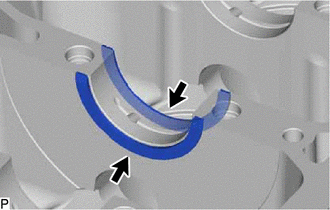
Снимите с блока цилиндров 2 упорные шайбы коленчатого вала.
-
-
СНИМИТЕ ПОДШИПНИК КОЛЕНЧАТОГО ВАЛА
-
Снимите 10 подшипников коленчатого вала с блока цилиндров и крышек подшипника коленчатого вала.
Tech Tips
Разложите подшипники коленчатого вала в надлежащем порядке.
-
-
СНИМИТЕ ШПОНКУ ШКИВА КОЛЕНЧАТОГО ВАЛА
-
С помощью отвертки снимите 2 установочных шпонки шкива коленчатого вала с коленчатого вала.
-
-
СНИМИТЕ НАБОР ПОРШНЕВЫХ КОЛЕЦ
-
*a Съемник поршневых колец С помощью съемника поршневых колец снимите компрессионные кольца № 1 и № 2.
-
Вручную снимите расширитель маслосъемного кольца и 2 боковые направляющие маслосъемного кольца.
Tech Tips
Разложите снятые детали в надлежащем порядке.
-
-
СНИМИТЕ СТОПОРНОЕ КОЛЬЦО ОТВЕРСТИЯ ДЛЯ ПОРШНЕВОГО ПАЛЬЦА
-
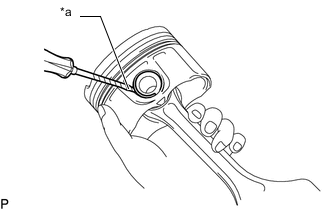
*a Защитная клейкая лента Вставьте небольшую отвертку в технологическое отверстие и извлеките пружинное стопорное кольцо отверстия под поршневой палец с передней стороны.
Note
Не снимайте пружинное стопорное кольцо отверстия под поршневой палец с задней стороны, если в этом не возникла необходимость. Когда необходимо снять пружинное стопорное кольцо отверстия под поршневой палец, соблюдайте осторожность, чтобы не повредить поршень.
Tech Tips
Конец отвертки перед использованием следует изолировать защитной клейкой лентой.
-
-
СНИМИТЕ ПОРШЕНЬ
-
Нагрейте поршень до температуры примерно 80-90°C (176-194°F).
-
С помощью молотка с пластмассовой поверхностью и латунного стержня осторожно выбейте поршневой палец. Затем снимите шатун.
Tech Tips
-
Поршень и поршневой палец представляют собой подобранный комплект.
-
Разложите снятые поршни, поршневые пальцы, пружинные стопорные кольца отверстий под поршневой палец, шатуны и подшипники шатунов так, чтобы их можно было установить на исходные места.
-
Раскладывайте поршни, поршневые пальцы, поршневые кольца, шатуны и подшипники шатунов в надлежащем порядке.
-
-
-
СНИМИТЕ МАСЛОПРОВОД В СБОРЕ
-

Болт с шестигранной головкой 
Болт С помощью шестигранной головки на 5 мм выверните 4 болта с шестигранной головкой.
-
Выверните 3 болта и снимите маслопровод в сборе с блока цилиндров в сборе.
-
Снимите прокладку маслопровода с маслопровода в сборе.
-
-
СНИМИТЕ РЕЗЬБОВУЮ ШПИЛЬКУ
Note
Если шпилька деформирована или повреждена ее резьба, замените шпильку.