DIFFERENTIAL CASE INSPECTION

PROCEDURE
-
INSPECT DIFFERENTIAL SIDE GEAR BACKLASH
-
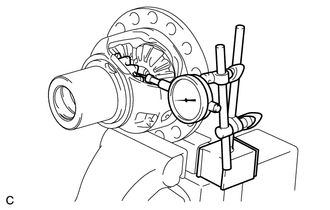
Hold the differential case in a vise between aluminum plates.
Note
Do not overtighten the vise.
-
Place a dial indicator on the tip of the side gear tooth at a right angle.
-
Hold the pinion gear in the differential case and measure the backlash of the side gear.
Standard backlash 0.05 to 0.20 mm (0.00197 to 0.00787 in.) Thrust Washer Thickness Thickness Thickness 1.50 mm (0.0591 in.) 1.75 mm (0.0689 in.) 1.55 mm (0.0610 in.) 1.80 mm (0.0709 in.) 1.60 mm (0.0630 in.) 1.85 mm (0.0728 in.) 1.65 mm (0.0650 in.) 1.90 mm (0.0748 in.) 1.70 mm (0.0669 in.) - If the backlash is more than the standard range, select another front No. 1 differential side gear thrust washer.
-
-
INSPECT FRONT DIFFERENTIAL PINION THRUST WASHER
-
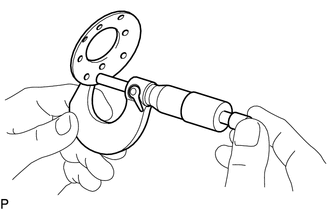
Using a micrometer, measure the thickness of thefront differential pinion thrust washer.
Minimum thickness 0.54 mm (0.0213 in.) Tech Tips
Measure the worn area.
If the thickness is less than the minimum, replacethe front differential pinion thrust washer.
-
-
INSPECT FRONT NO. 1 DIFFERENTIAL PINION SHAFT
-
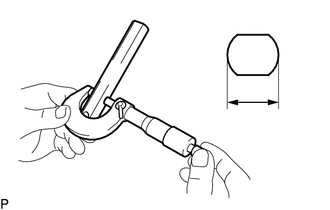
Using a micrometer, measure the outer diameterof the front No. 1 differential pinion shaft.
Minimum outer diameter 20.499 mm (0.807 in.) Tech Tips
Measure the worn area.
If the outer diameter is less than the minimum,replace the front No. 1 differential pinion shaft.
-