ENGINE UNIT INSPECTION

PROCEDURE
-
INSPECT CHAIN SUB-ASSEMBLY
-
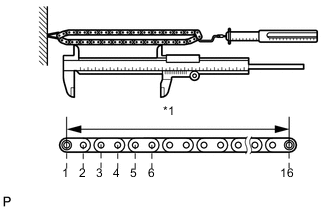
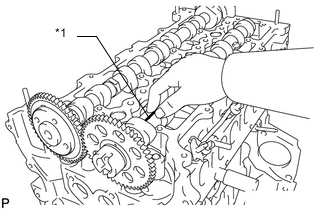
*1 Measuring Area Using a spring scale, pull the chain sub-assembly with a force of 147 N (15 kgf, 33 lbf) as shown in the illustration.
-
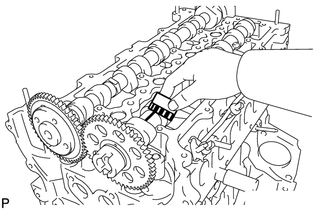
Using a vernier caliper, measure the length of 16 links.
Maximum chain elongation 144.3 mm (5.68 in.) Note
Perform the measurement at 3 random places.
If the elongation is more than the maximum, replace the chain sub-assembly.
-
-
INSPECT NO. 1 CHAIN TENSIONER ASSEMBLY
-
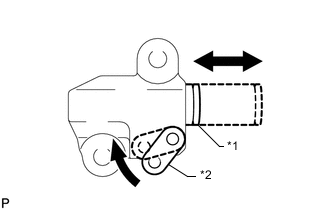
*1 Plunger *2 Stopper Plate Move the stopper plate upward to release the lock. Push the plunger and check that it moves smoothly.
-
-
INSPECT CAMSHAFT TIMING SPROCKET
-
Wrap the chain sub-assembly around the camshaft timing sprocket.
-
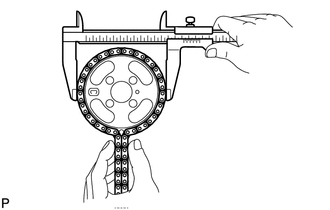
Using a vernier caliper, measure the sprocket diameter with the chain sub-assembly.
Minimum sprocket with chain diameter 132.6 mm (5.22 in.) Tech Tips
The vernier caliper must contact the chain rollers for the measurement.
If the diameter is less than the minimum, replace the chain sub-assembly and camshaft timing sprocket.
-
-
INSPECT CRANKSHAFT TIMING SPROCKET
-
Wrap the chain around the crankshaft timing sprocket.
-
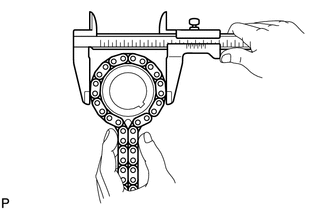
Using a vernier caliper, measure the sprocket diameter with the chain sub-assembly.
Minimum sprocket with chain diameter 69.1 mm (2.70 in.) Tech Tips
The vernier caliper must contact the chain rollers for the measurement.
If the diameter is less than the minimum, replace the chain sub-assembly and crankshaft timing sprocket.
-
-
INSPECT CHAIN TENSIONER SLIPPER
-
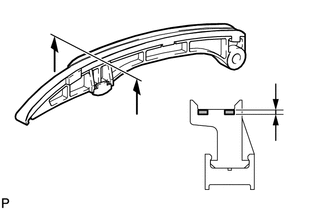
Using a vernier caliper, measure the tensioner slipper wear.
Maximum wear 1.0 mm (0.0394 in.) If the wear is more than the maximum, replace the chain tensioner slipper.
-
-
INSPECT NO. 1 CHAIN VIBRATION DAMPER
-
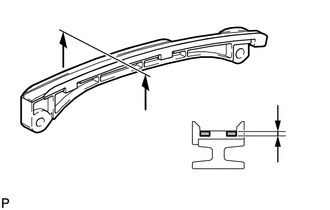
Using a vernier caliper, measure the vibration damper wear.
Maximum wear 1.0 mm (0.0394 in.) If the wear is more than the maximum, replace the No. 1 chain vibration damper.
-
-
INSPECT INTAKE MANIFOLD
-
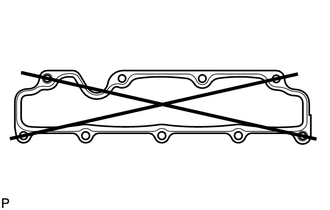
Using a precision straightedge and feeler gauge, measure the warpage of the surface where the intake manifold contacts the cylinder head sub-assembly.
Maximum warpage 0.10 mm (0.00394 in.) If the warpage is more than the maximum, replace the intake manifold.
-
-
INSPECT EXHAUST MANIFOLD
-
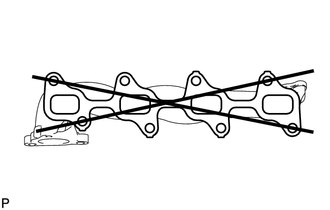
Using a precision straightedge and feeler gauge, measure the warpage of the surface where the exhaust manifold contacts the cylinder head sub-assembly.
Maximum warpage 0.40 mm (0.0157 in.) If the warpage is more than the maximum, replace the exhaust manifold.
-
-
INSPECT CAMSHAFT
-
Check the camshaft for runout.
-
Place the camshaft on V-blocks.
-
Using a dial indicator, measure the circle runout at the center journal.
Maximum circle runout 0.03 mm (0.00118 in.) If the circle runout is more than the maximum, replace the camshaft.
-
-
Using a micrometer, measure the cam lobe height.
Standard cam lobe height 37.559 to 37.759 mm (1.4787 to 1.4866 in.) Minimum cam lobe height 37.559 mm (1.4787 in.) If the cam lobe height is less than the minimum, replace the camshaft.
-
Using a micrometer, measure the journal diameter.
Standard journal diameter 26.969 to 26.985 mm (1.0618 to 1.0624 in.) If the journal diameter is not as specified, check the oil clearance.
-
-
INSPECT NO. 2 CAMSHAFT
-
Check the No. 2 camshaft for runout.
-
Place the camshaft on V-blocks.
-
Using a dial indicator, measure the circle runout at the center journal.
Maximum circle runout 0.03 mm (0.00118 in.) If the circle runout is more than the maximum, replace the No. 2 camshaft.
-
-
Using a micrometer, measure the cam lobe height.
Standard cam lobe height 38.270 to 38.470 mm (1.5067 to 1.5146 in.) Minimum cam lobe height 38.270 mm (1.5067 in.) If the cam lobe height is less than the minimum, replace the No. 2 camshaft.
-
Using a micrometer, measure the journal diameter.
Standard journal diameter 26.969 to 26.985 mm (1.0618 to 1.0624 in.) If the journal diameter is not as specified, check the oil clearance.
-
-
INSPECT CAMSHAFT OIL CLEARANCE
-
Clean the camshaft bearing caps and camshaft journals.
-
Place the camshafts on the cylinder head sub-assembly.
-
*1 Plastigage Lay a strip of Plastigage across each of the camshaft journals.
-
Install the camshaft bearing caps.
Note
Do not turn the camshaft.
-
Remove the camshaft bearing caps.
-
Measure the Plastigage at its widest point.
Standard oil clearance 0.025 to 0.062 mm (0.000984 to 0.00244 in.) Maximum oil clearance 0.062 mm (0.00244 in.) If the camshaft oil clearance is more than the maximum, replace the camshaft. If necessary, replace the cylinder head sub-assembly.
-
Completely remove the Plastigage.
-
-
INSPECT CYLINDER HEAD SET BOLT
-
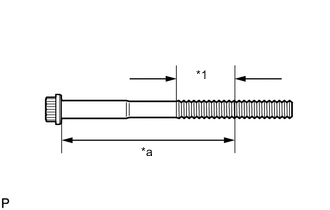
*1 Measuring Area *a 156 mm (6.14 in.) Using a vernier caliper, measure the minimum diameter of the elongated thread in the measuring area.
Standard outside diameter 11.8 to 12.0 mm (0.465 to 0.472 in.) Minimum outside diameter 11.2 mm (0.441 in.) Tech Tips
If a visual check reveals no excessively thin areas, check the center of the cylinder head set bolt (see illustration) and find the area that has the smallest diameter.
If the diameter is less than the minimum, replace the cylinder head set bolt.
-
-
INSPECT NO. 1 VALVE ROCKER ARM SUB-ASSEMBLY
-
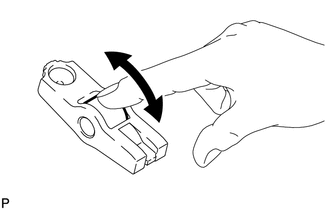
Turn the roller by hand to check that it turns smoothly.
If the roller does not turn smoothly, replace the No. 1 valve rocker arm sub-assembly.
-
-
INSPECT VALVE LASH ADJUSTER ASSEMBLY
Note
-
Keep the valve lash adjuster assembly free from dirt and foreign objects.
-
Use only clean engine oil.
-
Place the valve lash adjuster assembly into a container full of new engine oil.
-
Insert SST tip into the valve lash adjuster plunger and use the tip to press down on the check ball inside the plunger.
- SST
- 09276-75010
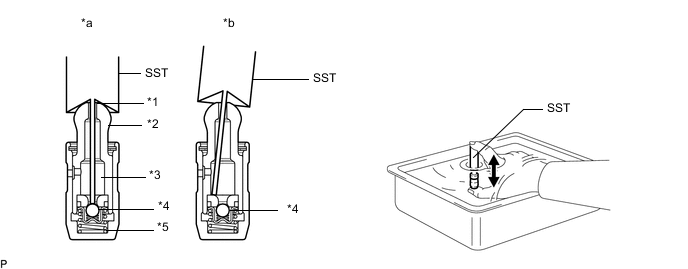
*1 Taper Part *2 Plunger *3 Lower Pressure Chamber *4 Check Ball *5 High Pressure Chamber - - *a CORRECT *b INCORRECT -
Squeeze SST and the valve lash adjuster assembly together to move the plunger up and down 5 to 6 times.
-
Check the movement of the plunger and bleed air.
OK Plunger moves up and down. Note
When bleeding high-pressure air from the compression chamber, make sure that the tip of SST is actually pressing the check ball as shown in the illustration. If the check ball is not pressed, air will not bleed.
-
After bleeding air, remove SST. Then quickly and firmly press the plunger repeatedly with your fingers.
OK Plunger can be pressed 3 times. If the plunger can still be compressed after pressing it 3 times, replace the valve lash adjuster assembly with a new one.
-
-
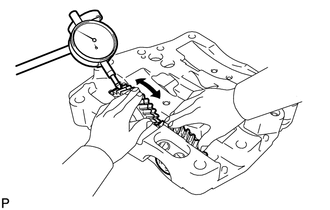
INSPECT ENGINE BALANCER ASSEMBLY THRUST CLEARANCE
-
Using a dial indicator, measure the thrust clearance while moving the balance shaft back and forth.
Standard thrust clearance 0.07 to 0.11 mm (0.00303 to 0.00433 in.) Maximum thrust clearance 0.11 mm (0.00433 in.) If the thrust clearance is more than the maximum, replace the engine balancer assembly.
-
-
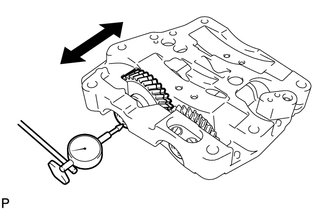
INSPECT ENGINE BALANCER ASSEMBLY BACKLASH
-
Fix the No. 3 balance shaft driven gear in place, and then using a dial indicator, measure the backlash of the No. 1 balance shaft driven gear and No. 3 balance shaft driven gear as shown in the illustration.
Standard backlash 0.020 to 0.092 mm (0.000787 to 0.00362 in.) Maximum backlash 0.114 mm (0.0045 in.) If the backlash is more than the maximum, replace the engine balancer assembly.
-