CYLINDER HEAD REPLACEMENT

PROCEDURE
-
REPLACE INTAKE VALVE GUIDE BUSH
-
Gradually heat the cylinder head sub-assembly to 80 to 100°C (176 to 212°F).
-
Place the cylinder head sub-assembly on a wooden block.
-
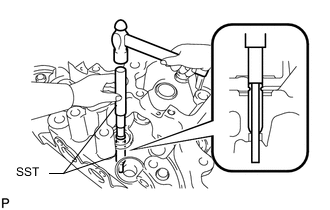
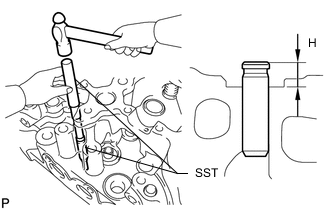
Using SST and a hammer, tap out the valve guide bush.
- SST
- 09201-10000 ( 09201-01060 )
- 09950-70010 ( 09951-07100 )
-
Using a caliper gauge, measure the bush bore diameter of the cylinder head sub-assembly.
If the intake valve guide bush bore diameter of the cylinder head sub-assembly is more than 11.006 mm (0.433 in.), machine the intake valve guide bush bore diameter to between 11.035 and 11.056 mm (0.434 and 0.435 in.).
If the intake valve guide bush bore diameter of the cylinder head sub-assembly is more than 11.056 mm (0.435 in.), replace the cylinder head sub-assembly.
-
Select a new intake valve guide bush (STD or O/S 0.05).
Intake Valve Guide Bush Bush Size Specified Condition Use STD 10.985 to 11.006 mm (0.432 to 0.433 in.) Use O/S 0.05 11.035 to 11.056 mm (0.434 to 0.435 in.) -
Gradually heat the cylinder head sub-assembly to 80 to 100°C (176 to 212°F).
-
Place the cylinder head sub-assembly on a wooden block.
-
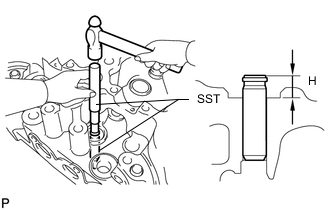
Using SST and a hammer, tap in a new intake valve guide bush to the specified protrusion height.
- SST
- 09201-10000 ( 09201-01060 )
- 09950-70010 ( 09951-07100 )
Standard protrusion height (H) 9.0 to 9.4 mm (0.354 to 0.370 in.) -
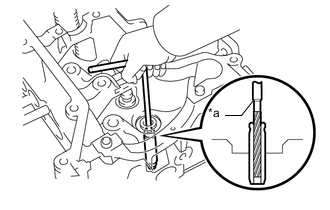
*a Sharp 6.0 mm Reamer Using a sharp 6.0 mm reamer, ream the intake valve guide bush to obtain the standard specified clearance between the intake valve guide bush and intake valve stem.
Standard oil clearance 0.025 to 0.060 mm (0.000984 to 0.00236 in.)
-
-
REPLACE EXHAUST VALVE GUIDE BUSH
-
Gradually heat the cylinder head sub-assembly to 80 to 100°C (176 to 212°F).
-
Place the cylinder head sub-assembly on a wooden block.
-
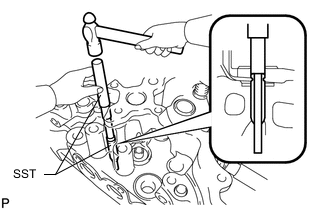
Using SST and a hammer, tap out the exhaust valve guide bush.
- SST
- 09201-10000 ( 09201-01060 )
- 09950-70010 ( 09951-07100 )
-
Using a caliper gauge, measure the bush bore diameter of the cylinder head sub-assembly.
If the exhaust valve guide bush bore diameter of the cylinder head sub-assembly is more than 11.006 mm (0.433 in.), machine the exhaust valve guide bush bore diameter to between 11.035 and 11.056 mm (0.434 and 0.435 in.).
If the exhaust valve guide bush bore diameter of the cylinder head sub-assembly is more than 11.056 mm (0.435 in.), replace the cylinder head sub-assembly.
-
Select a new exhaust valve guide bush (STD or O/S 0.05).
Exahust Valve Guide Bush Bush Size Specified Condition Use STD 10.985 to 11.006 mm (0.432 to 0.433 in.) Use O/S 0.05 11.035 to 11.056 mm (0.434 to 0.435 in.) -
Gradually heat the cylinder head sub-assembly to 80 to 100°C (176 to 212°F).
-
Place the cylinder head sub-assembly on a wooden block.
-
Using SST and a hammer, tap in a new exhaust valve guide bush to the specified protrusion height.
- SST
- 09201-10000 ( 09201-01060 )
- 09950-70010 ( 09951-07100 )
Standard protrusion height (H) 9.0 to 9.4 mm (0.354 to 0.370 in.) -
*a Sharp 6.0 mm Reamer Using a sharp 6.0 mm reamer, ream the exhaust valve guide bush to obtain the standard specified clearance between the exhaust valve guide bush and exhaust valve stem.
Standard oil clearance 0.035 to 0.070 mm (0.00138 to 0.00276 in.)
-
-
REPLACE CYLINDER HEAD RING PIN
Tech Tips
It is not necessary to remove the cylinder head ring pin unless it is being replaced.
-
Remove the cylinder head ring pin.
-
Using a plastic-faced hammer, tap in a new cylinder head ring pin until the pin stops.
Standard Protrusion Item Specified Condition Pin A 3.9 to 5.5 mm (0.154 to 0.217 in.) Pin B 2.5 to 3.5 mm (0.0984 to 0.138 in.) 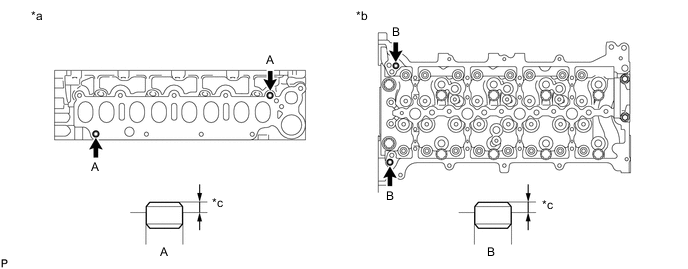
*a Intake Manifold Side *b Cylinder Head Cover Side *c Protrusion Height - -
-