ГОЛОВКА БЛОКА ЦИЛИНДРОВ ЗАМЕНА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ЗАМЕНИТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВПУСКНОГО КЛАПАНА
-
Нагрейте головку блока цилиндров до температуры 80–100°C (176–212°F).
-
Поместите головку блока цилиндров на деревянные бруски.
-
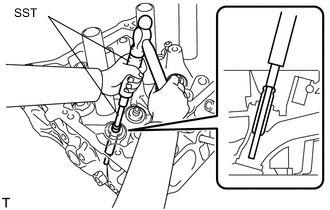
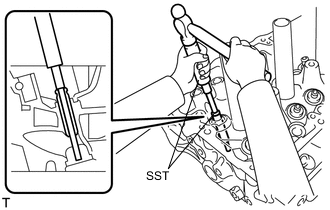
С помощью SST и молотка установите направляющую втулку впускного клапана.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
-
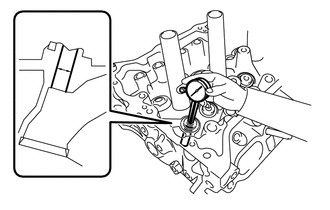
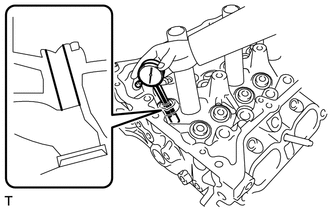
С помощью индикатора часового типа для отверстий измерьте диаметр отверстия для втулки в головке блока цилиндров.
Номинальный диаметр отверстия втулки 10,285-10,306 мм (0,405-0,406 дюйма) Выберите новую направляющую втулку Размер втулки Диаметр втулки STD 10,333 - 10,344 мм (0,4068 - 0,4072 дюйма) Наружный 0,05 10,383 - 10,394 мм (0,4088 - 0,4092 дюйма) Если диаметр отверстия под направляющую втулку клапана в головке блока цилиндров превышает 10,306 мм (0,406 дюйма), проточите отверстие до 10,335–10,356 мм (0,407–0,408 дюйма), чтобы установить направляющую втулку клапана O/S 0,05 (ремонтный размер). Если диаметр отверстия отверстия под направляющую втулку клапана в головке блока цилиндров превышает 10,356 мм (0,408 дюйма), замените головку блока цилиндров.
-
Нагрейте головку блока цилиндров до температуры 80–100°C (176–212°F).
-
Поместите головку блока цилиндров на деревянные бруски.
-
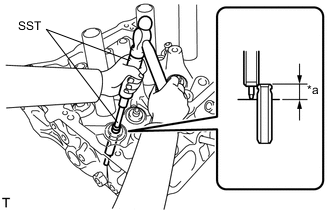
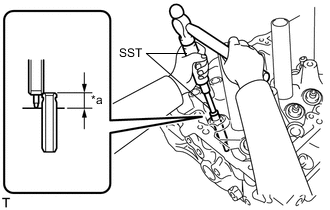
*a Высота С помощью SST и молотка установите новую направляющую втулку впускного клапана, осадив ее до указанной высоты выступания.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Номинальная высота выступания 9,9 - 10,3 мм (0,390 - 0,406 дюйма) -
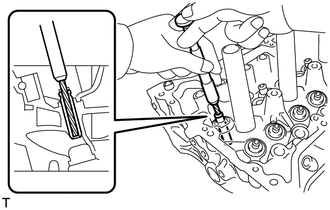
Разверткой 5,5 мм развернуть отверстие в направляющей втулке клапана, чтобы обеспечить номинальный зазор между стенкой отверстия и штоком клапана.
Номинальный масляный зазор 0,025 – 0,060 мм (0,000984 – 0,00236 дюйма)
-
-
ЗАМЕНИТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВЫПУСКНОГО КЛАПАНА
-
Нагрейте головку блока цилиндров до температуры 80 – 100°C (176 – 212°F).
-
Поместите головку блока цилиндров на деревянные бруски.
-
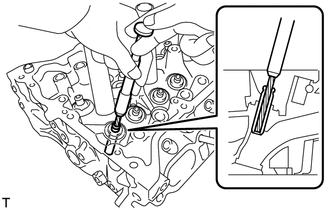
С помощью SST и молотка установите направляющую втулку выпускного клапана.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
-
С помощью индикатора часового типа для отверстий измерьте в головке блока цилиндров диаметр отверстия под направляющую втулку.
Номинальный диаметр цилиндра 10,285-10,306 мм (0,405-0,406 дюйма) Выберите новую направляющую втулку Размер втулки Диаметр втулки Номинальный 10,333 - 10,344 мм (0,4068 - 0,4072 дюйма) O/S 0,05 10,383 - 10,394 мм (0,4088 - 0,4092 дюйма) Если диаметр отверстия под направляющую втулку клапана в головке блока цилиндров превышает 10,306 мм (0,406 дюйма), проточите отверстие до 10,335–10,356 мм (0,407–0,408 дюйма), чтобы установить направляющую втулку клапана O/S 0,05 (ремонтный размер). Если диаметр отверстия отверстия под направляющую втулку клапана в головке блока цилиндров превышает 10,356 мм (0,408 дюйма), замените головку блока цилиндров.
-
Нагрейте головку блока цилиндров до температуры 80–100°C (176–212°F).
-
Поместите головку блока цилиндров на деревянные бруски.
-
*a Высота С помощью SST и молотка установите новую направляющую втулку выпускного клапана, осадив ее до указанной высоты выступания.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Номинальная высота выступания 11,15 - 11,55 мм (0,439 - 0,455 дюйма) -
Разверткой 5,5 мм развернуть отверстие в направляющей втулке клапана, чтобы обеспечить номинальный масляный зазор между стенкой отверстия и штоком клапана.
Номинальный масляный зазор 0,030 – 0,065 мм (0,00118 – 0,00256 дюйма)
-
-
ЗАМЕНИТЕ СОЕДИНИТЕЛЬНОЕ КОЛЬЦО
Note
Снимать соединительное кольцо нужно только в случае его замены.
-
Снимите соединительные кольца.
-
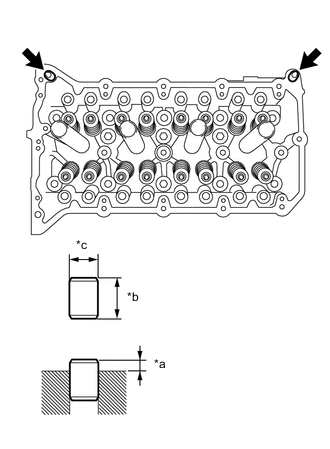
*a Высота выступания *b Высота *c Ширина Пластмассовым молотком запрессуйте новые соединительные кольца до номинальной высоты выступания.
Стандартное соединительное кольцо Параметр / Устройство Высота Ширина Выступание Соединительное кольцо 11,7 - 12,3 мм (0,461 - 0,484 дюйма) 12,0 мм (0,472 дюйма) 6,5 - 7,5 мм (0,256 - 0,295 дюйма)
-
-
ЗАМЕНИТЕ РЕЗЬБОВЫЕ ШПИЛЬКИ
Note
Если резьбовая шпилька деформирована или повреждена ее резьба, замените резьбовую шпильку.
-
С помощью торцевого ключа "TORX" Е8 вверните шпильки.
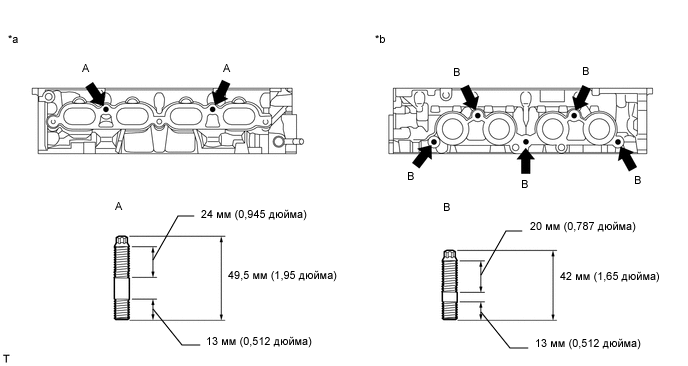
*a Со стороны впуска *b Со стороны выпуска - Torque:
- 9,5 Н*м { 97 кгс*см, 84 фунт-сила-дюйма }
-