ГОЛОВКА БЛОКА ЦИЛИНДРОВ ПРОВЕРКА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ПРОВЕРЬТЕ РЫЧАГ ПРИВОДА КЛАПАНА № 1 В СБОРЕ
-
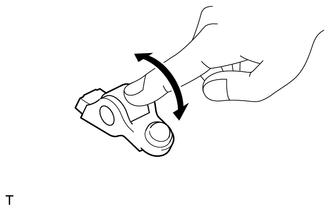
Проверните ролик рукой и проверьте, чтобы он вращался плавно.
Если ролик не вращается плавно, замените рычаг привода клапана № 1 в сборе.
-
-
ПРОВЕРЬТЕ МЕХАНИЗМ РЕГУЛИРОВКИ ЗАЗОРА В ПРИВОДЕ КЛАПАНА В СБОРЕ
Note
-
Не допускайте попадания грязи и посторонних частиц в механизм регулировки зазора в приводе клапанов.
-
Используйте только чистое моторное масло.
-
Поместите механизм регулировки клапанного зазора в емкость, наполненную свежим моторным маслом.
-
Вставьте наконечник SST в плунжер и отожмите вниз запорный шарик внутри плунжера.
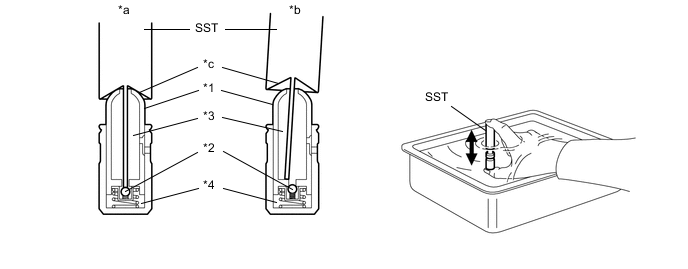
*1 Плунжер *2 Запорный шарик *3 Камера низкого давления *4 Камера высокого давления *a Правильно *b Неправильно *c Конусная часть - - - SST
- 09276-75010
-
Прижав SST к механизму регулировки зазора в приводе клапанов в сборе, переместите плунжер вверх и вниз 5-6 раз.
-
Проверьте ход плунжера и выпустите воздух.
OK Плунжер перемещается вверх и вниз. Note
Выпуская воздух под высоким давлением из камеры, убедитесь, чтобы наконечник SST действительно прижимал запорный шарик, как показано на рисунке. Если запорный шарик не прижать, не будет стравливаться воздух.
-
После выпуска воздуха извлеките SST. Затем попробуйте быстро и с усилием нажать на плунжер пальцем.
OK Плунжер перемещается с трудом. При неудовлетворительном результате замените механизм регулировки зазора в приводе клапана.
-
-
ПРОВЕРЬТЕ ПЛОСКОСТНОСТЬ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
-
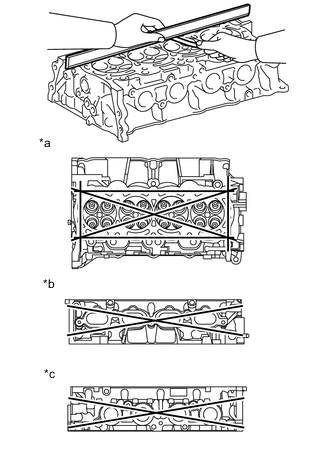
*a С нижний стороны головки блока цилиндров *b Сторона впускного коллектора *c Со стороны выпускного коллектора С помощью прецизионной поверочной линейки и щупа измерьте величину коробления поверхностей, контактирующих с блоком цилиндров в сборе и коллектором.
Максимальное коробление Параметр / Устройство Заданные условия Со стороны блока цилиндров 0,05 мм (0,00197 дюйма) Со стороны впускного коллектора 0,10 мм (0,00394 дюйма) Со стороны выпускного коллектора 0,10 мм (0,00394 дюйма) Если коробление превышает максимально допустимую величину, замените головку блока цилиндров.
-
-
УБЕДИТЕСЬ В ОТСУТСТВИИ ТРЕЩИН НА ГОЛОВКЕ БЛОКА ЦИЛИНДРОВ
-

Методом цветной дефектоскопии проверьте впускные каналы, выпускные каналы и поверхность блока цилиндров на наличие трещин.
При обнаружении трещин замените головку блока цилиндров.
-
-
ПРОВЕРЬТЕ СЕДЛА КЛАПАНОВ
-
*a Ширина Нанесите тонкий слой берлинской лазури на торец клапана.
-
Слегка вдавите клапан в седло клапана.
Tech Tips
Не вращайте клапан, прижимая его.
-
Проверьте торец клапана и седло клапана.
-
Со стороны впускных каналов:
Убедитесь в том, что контактные поверхности седла и торца клапана соприкасаются в своих средних частях, а ширина зоны контакта составляет 1,0-1,4 мм (0,0433-0,0551 дюйма).
В противном следует повторно прошлифовать поверхность седла клапана.
-
Со стороны выпускных каналов:
Убедитесь в том, что контактные поверхности седла и торца клапана соприкасаются в своих средних частях, а ширина зоны контакта составляет 1,0-1,4 мм (0,0433-0,0551 дюйма).
В противном следует повторно прошлифовать поверхность седла клапана.
-
Убедитесь в том, что поверхности контакта седла клапана с торцем клапана равномерно распределены по всему седлу клапана.
В противном следует повторно прошлифовать поверхность седла клапана.
-
-
-
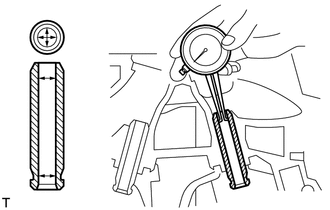
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛА
-
Установите кожух распредвала в сборе.
Нажмите здесь Click here
Tech Tips
При установке кожуха распредвала не следует использовать герметик, поскольку установка является временной.
-
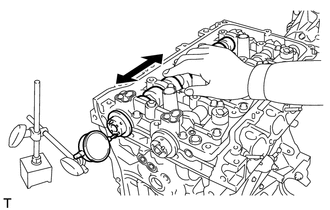
Смещая распредвал вперед и назад, измерьте осевой зазор с помощью индикатора часового типа.
Номинальный осевой зазор 0,06 - 0,155 мм (0,00236 - 0,00610 дюйма) Максимально допустимый осевой зазор 0,17 мм (0,00669 дюйма) Если осевой зазор превышает максимально допустимую величину, замените кожух распредвала.
-
-
ПРОВЕРЬТЕ ВНУТРЕННЮЮ ПРУЖИНУ СЖАТИЯ
Tech Tips
Тип А и тип В различаются формой пружины сжатия.
Тип Форма пружины сжатия А Прямая B Коническая 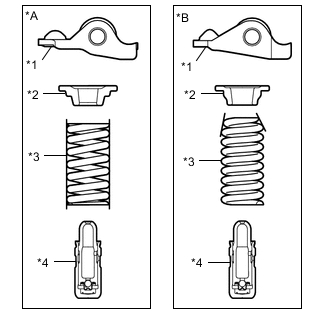
*A Тип A *B Тип B *1 Рычаг привода клапана № 1 *2 Держатель пружины клапана *3 Пружина сжатия *4 Механизм регулировки зазора в приводе клапана в сборе
-
Тип A:
-
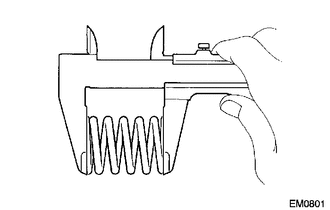
Штангенциркулем измерьте общую длину внутренней компрессионной пружины в свободном состоянии.
Свободная длина для справки (новые детали) 53,88 мм (2,12 дюйма) -
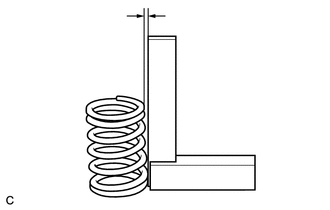
С помощью стального уголка измерьте отклонение от перпендикулярности внутренней пружины сжатия.
Максимально допустимое отклонение 1,0 мм (0,0394 дюйма) Если отклонение превышает максимально допустимую величину, замените внутреннюю пружину сжатия.
-
-
Тип B:
-
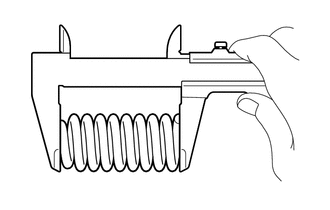
Штангенциркулем измерьте общую длину внутренней компрессионной пружины в свободном состоянии.
Свободная длина для справки (новые детали) 51,88 мм (2,042 дюйма) или 51,90 мм (2,043 дюйма) -
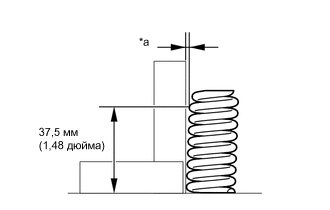
*a Отклонение С помощью стального уголка измерьте отклонение от перпендикулярности внутренней пружины сжатия.
Максимально допустимое отклонение 1,3 мм (0,0512 дюйма) Если отклонение превышает максимально допустимую величину, замените внутреннюю пружину сжатия.
-
-
-
ПРОВЕРЬТЕ ВПУСКНОЙ КЛАПАН
-
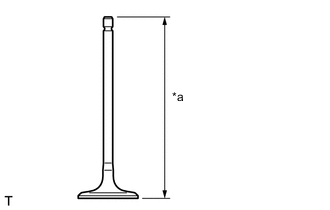
*a Общая длина С помощью штангенциркуля измерьте полную длину впускного клапана.
Номинальная общая длина 109,34 мм (4,30 дюйма) Минимально допустимая общая длина 108,84 мм (4,29 дюйма) Если общая длина меньше минимально допустимой величины, замените впускной клапан.
-
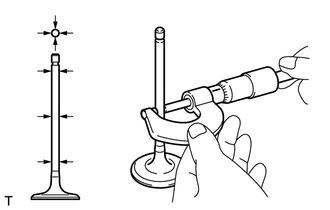
Микрометром измерьте диаметр штока впускного клапана.
Номинальный диаметр штока клапана 5,470-5,485 мм (0,215-0,216 дюйма) Если диаметр штока впускного клапана не соответствует требуемому, проверьте масляный зазор.
-
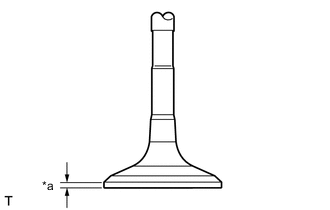
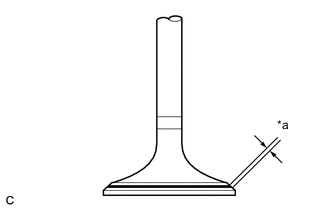
*a Расстояние от рабочей фаски до края тарелки Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки впускного клапана.
Номинальная толщина кромки 1,0 мм (0,0394 дюйма) Минимальное расстояние от рабочей фаски до края тарелки клапана 0,5 мм (0,0197 дюйма) Если расстояние от рабочей фаски до края тарелки клапана меньше минимально допустимой величины, замените впускной клапан.
-
-
ПРОВЕРЬТЕ ВЫПУСКНОЙ КЛАПАН
-
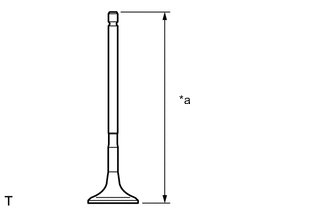
*a Общая длина С помощью штангенциркуля измерьте полную длину выпускного клапана.
Номинальная общая длина 108,25 мм (4,26 дюйма) Минимально допустимая общая длина 107,75 мм (4,24 дюйма) Если общая длина клапана меньше минимально допустимой величины, замените выпускной клапан.
-
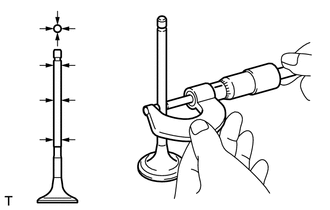
Микрометром измерьте диаметр штока выпускного клапана.
Номинальный диаметр штока клапана 5,465 - 5,480 мм (0,215 - 0,216 дюйма) Если диаметр штока выпускного клапана не соответствует требуемому, проверьте масляный зазор.
-
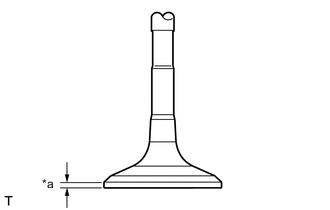
*a Расстояние от рабочей фаски до края тарелки Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки выпускного клапана.
Номинальная толщина кромки 1,0 мм (0,0394 дюйма) Минимальная толщина кромки 0,5 мм (0,0197 дюйма) Если расстояние от рабочей фаски до края тарелки клапана меньше минимально допустимой величины, замените выпускной клапан.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
-
Нутромером измерьте внутренний диаметр направляющей втулки клапана.
Номинальный внутренний диаметр втулки 5,510–5,530 мм (0,217–0,218 дюйма) -
Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки клапана.
Номинальный масляный зазор Параметр / Устройство Заданные условия На впуске 0,025-0,060 мм (0,000984-0,00236 дюйма) На выпуске 0,030–0,065 мм (0,00118–0,00256 дюйма) Максимальный допустимый масляный зазор Параметр / Устройство Заданные условия На впуске 0,080 мм (0,00315 дюйма) На выпуске 0,085 мм (0,00335 дюйма) Если зазор превышает максимально допустимую величину, замените клапан и направляющую втулку клапана.
-