БЛОК ЦИЛИНДРОВ ПРОВЕРКА
-
ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ
-
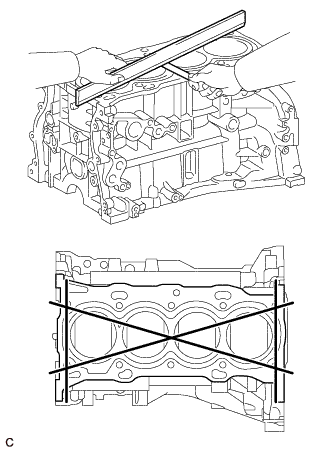
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхности, соприкасающейся с прокладкой головки блока цилиндров.
Максимальное коробление 0,05 мм (0,00197 дюйма) Если коробление превышает максимально допустимую величину, замените блок цилиндров в сборе.
-
-
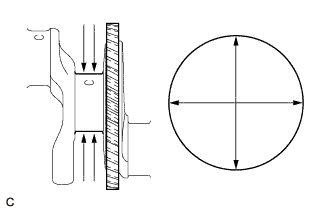
ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР
-
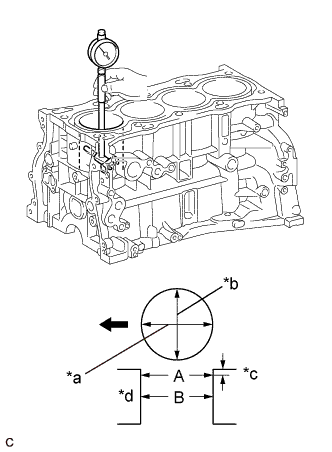
Обозначения на рисунке *a Осевое направление *b Направление тяги *c 10 мм (0,394 дюйма) *d Центр 
Передняя сторона С помощью нутромера измерьте диаметр отверстия под цилиндр в точках (A) и (B) в осевом и радиальном направлениях.
Диаметр для справки (новые детали) 86,000 - 86,013 мм (3,38582 - 3,38633 дюйма) Максимальный диаметр 86,13 мм (3,39094 дюйма) Если усредненный по 4 измерениям диаметр превышает максимальную величину, замените блок цилиндров.
-
-
ПРОВЕРЬТЕ ПОРШЕНЬ
-
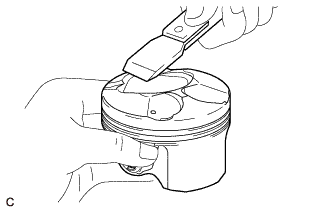
Скребком для удаления остатков прокладок снимите весь нагар с верхней части поршня.
-
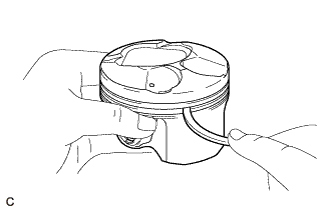
С помощью инструмента для очистки канавок или сломанного кольца очистите канавки поршневых колец.
-
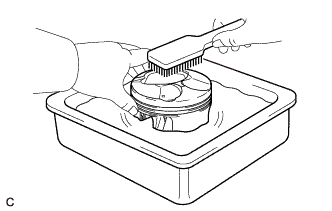
Используя растворитель и щетку, тщательно очистите поршень.
Note
Не пользуйтесь проволочной щеткой.
-
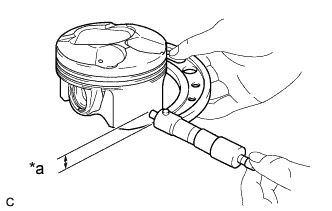
Обозначения на рисунке *a Расстояние Измерьте микрометром диаметр поршня в плоскости, перпендикулярной осевой линии поршня, на заданном расстоянии от его нижнего края.
Расстояние 8,5 мм (0,335 дюйма) Справочный диаметр поршня (новые детали) 85,971 - 86,001 мм (3,38 - 3,39 дюйма) Если диаметр меньше минимально допустимого, замените поршень.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ
-
Измерьте диаметр отверстия под цилиндр в направлении тяги.
-
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
Масляный зазор для справки (новые детали) 0,025 - 0,048 мм (0,000984 - 0,00189 дюйма) Максимальный допустимый масляный зазор 0,10 мм (0,00394 дюйма) Если масляный зазор превышает максимально допустимую величину, замените все поршни. При необходимости замените блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА
-
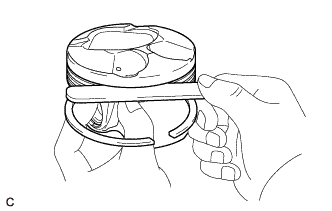
С помощью комплекта плоских щупов измерьте зазор между новым комплектом поршневых колец и стенкой канавки кольца.
Номинальный зазор канавки поршневого кольца Параметр / Устройство Заданные условия Компрессионное кольцо № 1 от 0,020 до 0,070 мм
(0,000787 - 0,00276 дюйма)
Компрессионное кольцо № 2 0,020 - 0,060 мм
(0,000787 - 0,00236 дюйма)
Маслосъемное кольцо от 0,070 до 0,150 мм
(0,00276 - 0,00591 дюйма)
Если зазор канавки не соответствует требованиям, замените поршень.
-
-
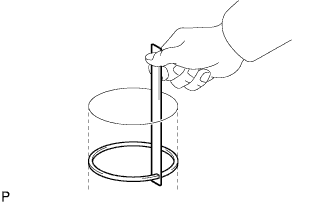
ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА
-
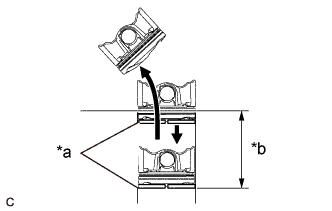
Обозначения на рисунке *a Поршневое кольцо *b 120 мм (4,72 дюйма) Вставьте поршневое кольцо в цилиндр.
-
С помощью поршня протолкните поршневое кольцо так, чтобы оно слегка выступало за нижний предел хода кольца, на расстоянии 120 мм (4,72 дюйма) от верхней части блока цилиндров.
-
С помощью комплекта плоских щупов измерьте зазор разреза.
Номинальный зазор разреза Параметр / Устройство Номинальное значение Компрессионное кольцо № 1 0,20-0,25 мм (0,00787-0,00984 дюйма) Компрессионное кольцо № 2 0,32 - 0,37 мм (0,0126 - 0,0146 дюйма) Маслосъемное кольцо 0,10 - 0,35 мм (0,00394 - 0,0138 дюйма) Максимальный зазор разреза Параметр / Устройство Номинальное значение Компрессионное кольцо № 1 0,81 мм (0,0319 дюйма) Компрессионное кольцо № 2 0,90 мм (0,0354 дюйма) Маслосъемное кольцо 1,40 мм (0,0551 дюйма) Если зазор разреза превышает максимально допустимую величину, замените набор поршневых кольец. Если величина зазора разреза превышает максимально допустимое значение даже после установки нового набора поршневых кольец, замените блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА
-
Проверьте все отметки на поршне, поршневом пальце и шатуне.
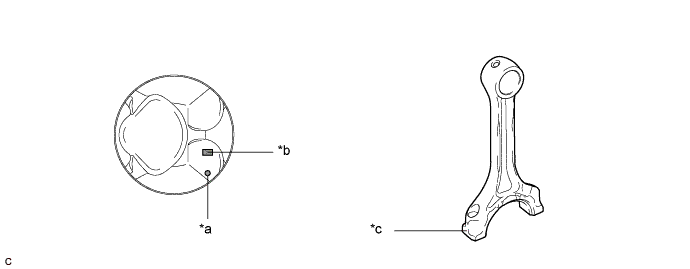
Обозначения на рисунке *a Метка передней стороны *b Метка внутреннего диаметра отверстия для поршневого пальца *c Метка внутреннего диаметра втулки малого конца шатуна - - -
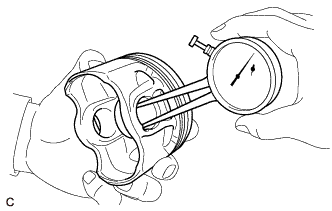
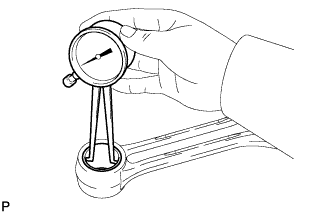
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр отверстия под поршневой палец.
Номинальный внутренний диаметр отверстия под поршневой палец Метка Заданные условия А 22,001 - 22,004 мм (0,86618 - 0,86630 дюйма) B 22,005 - 22,007 мм (0,86634 - 0,86642 дюйма) C 22,008 - 22,010 мм (0,86645 - 0,86653 дюйма) -
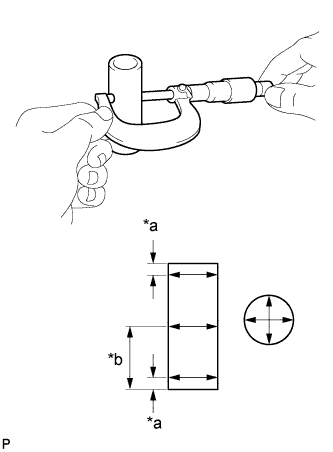
Обозначения на рисунке *a 5,0 мм (0,197 дюйма) *b 28 мм (1,10 дюйма) Микрометром измерьте диаметр поршневого пальца.
Номинальный диаметр поршневого пальца Метка Заданные условия А 21,997-22,000 мм (0,86602-0,86614 дюйма) B 22,001-22,003 мм (0,86618-0,86626 дюйма) C 22,004-22,006 мм (0,86630-0,86638 дюйма) Если диаметр не соответствует требованиям, замените поршневой палец.
-
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки малого конца шатуна.
Номинальный внутренний диаметр втулки малого конца шатуна Метка Заданные условия А 22,005 - 22,008 мм (0,86634 - 0,86645 дюйма) B 22,009 - 22,011 мм (0,86649 - 0,86657 дюйма) C 22,012-22,014 мм (0,86661-0,86669 дюйма) Если диаметр не соответствует требованиям, замените шатун.
-
Вычтите из измеренного внутреннего диаметра отверстия под поршневой палец измеренный диаметр поршневого пальца.
Номинальный масляный зазор 0,001-0,007 мм (0,0000394-0,000276 дюйма) Максимальный допустимый масляный зазор 0,013 мм (0,000512 дюйма) Если масляный зазор превышает максимально допустимую величину, замените поршень и комплекте с поршневым пальцем.
-
Вычтите измеренное значение диаметра поршневого пальца из измеренного значения внутреннего диаметра втулки малого конца шатуна.
Номинальный масляный зазор 0,005-0,011 мм (0,000197-0,000433 дюйма) Максимальный допустимый масляный зазор 0,017 мм (0,000669 дюйма) Если масляный зазор превышает максимально допустимое значение, замените шатун в сборе. При необходимости замените шатун и поршневой палец в комплекте.
-
-
ПРОВЕРЬТЕ ШАТУН В СБОРЕ
-
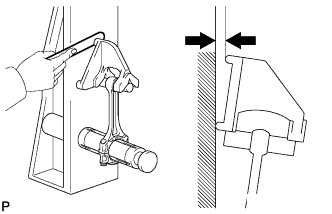
Проверьте центровку шатуна с помощью устройства для проверки кривизны шатуна и комплекта плоских щупов.
-
Проверьте рассогласование.
Максимальное отклонение 0,05 мм (0,00197 дюйма) на 100 мм (3,94 дюйма) Если смещение превышает максимально допустимое значение, замените шатун в сборе.
-
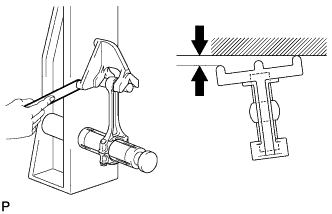
Убедитесь в отсутствии скручивания.
Максимально допустимое скручивание 0,15 мм (0,00591 дюйма) на 100 мм (3,94 дюйма) Если скручивание превышает максимально допустимое значение, замените шатун в сборе.
-
-
-
ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ
-
Проверьте коленчатый вал на биение.
-
Очистите шейку коленчатого вала.
-
Установите коленчатый вал на V-образные призмы.
-
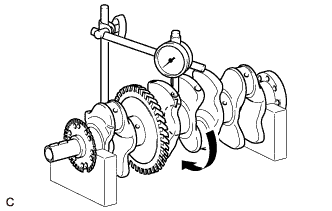
С помощью индикатора часового типа и V-образных призм измерьте биение, как показано на рисунке.
Максимально допустимое биение 0,03 мм (0,00118 дюйма) Если радиальное биение превышает максимально допустимую величину, замените коленчатый вал.
-
-
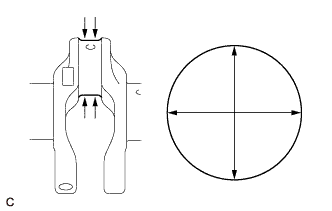
Проверьте коренные шейки.
-
Микрометром измерьте диаметр каждой коренной шейки.
Номинальный диаметр коренной шейки 54,988 - 55,000 мм (2,16 - 2,17 дюйма) Если диаметр не соответствует требованиям, проверьте масляный зазор коленчатого вала. При необходимости замените коленчатый вал.
-
Для каждой коренной шейки проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,003 мм (0,000118 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
Проверьте штифт коленчатого вала.
-
Микрометром измерьте диаметр каждого штифта коленчатого вала.
Номинальный диаметр шатунной шейки 51,492 - 51,500 мм (2,02724 - 2,02756 дюйма) Если диаметр не соответствует требованиям, проверьте масляный зазор шатуна. При необходимости замените коленчатый вал. -
Для каждого штифта коленчатого вала проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,003 мм (0,000118 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
Установите подшипники коленчатого вала (см. стр. Click here).
-
Установите упорные шайбы коленчатого вала (см. стр. Click here).
-
Очистите все коренные шейки и подшипники коленчатого вала.
-
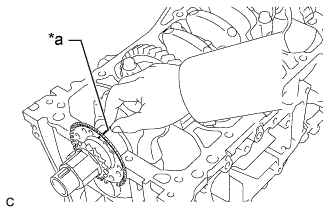
Обозначения на рисунке *a Сминаемый пластмассовый калибр Plastigage Установите коленчатый вал в блок цилиндров.
-
На каждую шейку положите сминаемый пластичный калибр (Plastigage).
-
Установите крышки подшипников коленчатого вала (см. стр. Click here).
Note
Не проворачивайте коленчатый вал.
-
Снимите крышки подшипников коленчатого вала (см. стр. Click here).
-
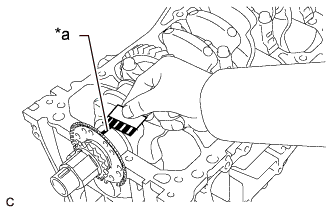
Обозначения на рисунке *a Сминаемый пластмассовый калибр Plastigage Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,017–0,040 мм (0,000669–0,00157 дюйма) Максимальный допустимый масляный зазор 0,05 мм (0,00197 дюйма) Note
Полностью удалите сминаемый пластичный калибр Plastigage после выполнения измерений.
Если масляный зазор превышает максимально допустимую величину, замените подшипник коленчатого вала. При необходимости замените коленчатый вал.
Tech Tips
В случае замены подшипника коленчатого вала новый подшипник должен иметь такой же номер, что был у прежнего. Если номер подшипника коленчатого вала определить не удается, вычислите надлежащий номер, сложив номера, указанные на блоке цилиндров и коленчатом валу. Затем обратитесь к следующей таблице, чтобы выбрать подходящий номер подшипника коленчатого вала. Существуют 4 стандартных типоразмера подшипников, маркируемые "1", "2", "3" и "4", соответственно.
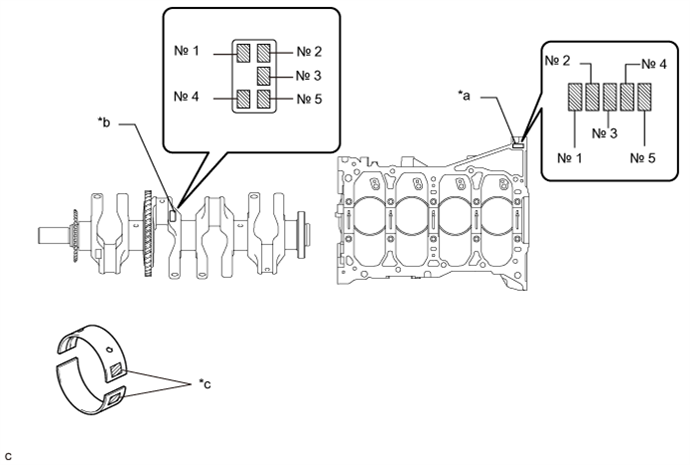
Обозначения на рисунке *a Метка с номером блока цилиндров (А) *b Метка с номером коленчатого вала (В) *c Метки диаметра - - ПРИМЕР Блок цилиндров в сборе (A) "3" + коленчатый вал (B) "4" = всего "7". Выберите подшипник коленчатого вала с меткой "3". Таблица подшипников коленчатого вала (A) + (B) Используйте подшипник коленчатого вала 0 - 2 1 3 - 5 2 6 - 8 3 9 - 11 4 Номинальный внутренний диаметр шейки блока цилиндров (A) Метка Заданные условия 0 59,000 - 59,002 мм (2,32283 - 2,32291 дюйма) 1 59,003 - 59,004 мм (2,32295 - 2,32299 дюйма) 2 59,005 - 59,006 мм (2,32303 - 2,32307 дюйма) 3 59,007 - 59,009 мм (2,32311 - 2,32318 дюйма) 4 59,010 - 59,011 мм (2,32322 - 2,32326 дюйма) 5 59,012 - 59,013 мм (2,32330 - 2,32334 дюйма) 6 59,014 - 59,016 мм (2,32338 - 2,32346 дюйма) Номинальный диаметр коренной шейки коленчатого вала (B) Метка Заданные условия 0 54,999 - 55,000 мм (2,16531 - 2,16535 дюйма) 1 54,997 - 54,998 мм (2,16523 - 2,16527 дюйма) 2 54,995 - 54,996 мм (2,16515 - 2,16519 дюйма) 3 54,993 - 54,994 мм (2,16507 - 2,16511 дюйма) 4 54,991 - 54,992 мм (2,16500 - 2,16504 дюйма) 5 54,988 - 54,990 мм (2,16488 - 2,16496 дюйма) Номинальная толщина центральной стенки подшипника коленчатого вала Метка Заданные условия 1 1,992 - 1,995 мм (0,07843 - 0,07854 дюйма) 2 1,996 - 1,998 мм (0,07858 - 0,07866 дюйма) 3 1,999 - 2,001 мм (0,07870 - 0,07878 дюйма) 4 2,002 - 2,004 мм (0,07882 - 0,07890 дюйма)
-
Выполните проверку для каждой шейки.
-
-
-
ПРОВЕРЬТЕ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА
-
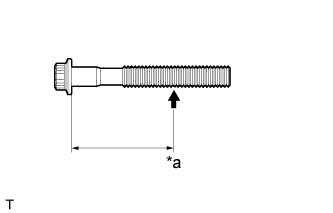
Обозначения на рисунке *a Точка измерения С помощью штангенциркуля определите диаметр резьбы в точке измерения.
Номинальный диаметр 9,77 - 9,96 мм (0,385 - 0,392 дюйма) Минимально допустимый диаметр 9,1 мм (0,358 дюйма) Точка измерения (расстояние от седла) 58,5 мм (2,30 дюйма) Tech Tips
-
Если диаметр меньше минимально допустимого, замените болт крышки подшипника коленчатого вала. Несоблюдение данного указания может привести к повреждению двигателя.
-
В случае повреждения резьбы замените болт крышки подшипника коленчатого вала новым.
-
-
-
ПРОВЕРЬТЕ БОЛТ ШАТУНА
-
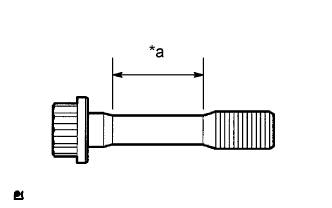
Обозначения на рисунке *a Участок измерения С помощью штангенциркуля измерьте диаметр болта шатуна в нескольких точках в пределах зоны, отмеченной на рисунке.
Номинальный диаметр 8,5 - 8,6 мм (0,335 - 0,339 дюйма) Минимально допустимый диаметр 8,3 мм (0,327 дюйма) Tech Tips
-
Диаметр следует измерить в нескольких точках.
-
Если диаметр меньше минимально допустимого, замените болт шатуна. Несоблюдение данного указания может привести к повреждению двигателя.
-
В случае повреждения резьбы замените болт шатуна.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ
-
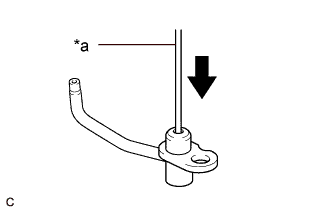
Обозначения на рисунке *a Штырь Введите в обратный клапан штифт, чтобы проверить, не залип ли он.
Если обратный клапан заедает, замените масляную форсунку № 1 в сборе.
-
Нажмите на обратный клапан штифтом и убедитесь, что он перемещается плавно.
Если обратный клапан двигается не плавно, очистите или замените масляную форсунку № 1.
-

Подайте воздух в канал (A). Убедитесь в отсутствии утечки воздуха через канал (B).
Если происходит утечка воздуха, очистите или замените масляную форсунку № 1.
-
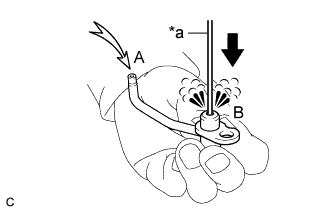
Обозначения на рисунке *a Штырь Нажмите на обратный клапан штифтом, подавая воздух в (A). Убедитесь, что воздух проходит через (B).
Если воздух не выходит через отверстие (B), очистите или замените масляную форсунку № 1.
-