БЛОК ЦИЛИНДРОВ РАЗБОРКА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР ШАТУНА
-
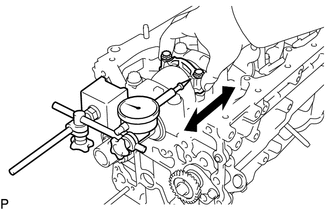
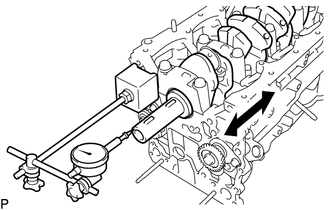
С помощью индикатора часового типа измерьте осевой зазор при движении шатуна назад и вперед.
Номинальный осевой зазор 0,15 - 0,35 мм (0,00591 - 0,0138 дюйма) Максимально допустимый осевой зазор 0,40 мм (0,0157 дюйма) Если осевой зазор превышает максимально допустимую величину, замените шатун в сборе. При необходимости замените коленчатый вал.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ШАТУНА
-
Убедитесь в том, что установочные метки шатуна и крышки совмещены. Это обеспечит правильность повторной сборки.
Tech Tips
Сборочные метки на шатунах и крышках предназначены для обеспечения правильности сборки.
-
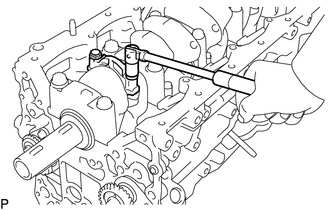
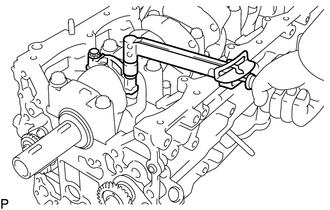
Выверните 2 болта крышки шатуна.
-
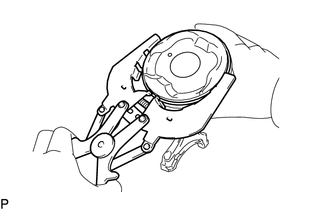
Используя 2 снятых болта крышки шатуна, снимите крышку шатуна и нижний подшипник, покачивая крышку шатуна вправо и влево.
Tech Tips
Нижний подшипник должен быть вставлен в крышку шатуна.
-
Очистите штифт и подшипник коленчатого вала.
-
Убедитесь в отсутствии на штифте коленчатого вала и подшипнике коленчатого вала следов точечной коррозии и царапин.
-
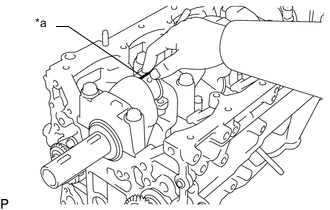
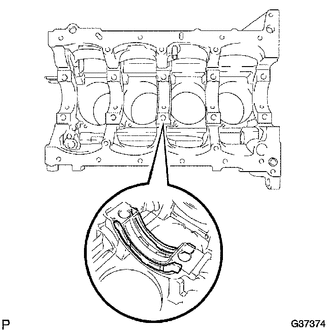
Обозначения на рисунке *a Сминаемый пластичный калибр Plastigage Поместите на шатунную шейку полоску сминаемого пластичного калибра (Plastigage).
-
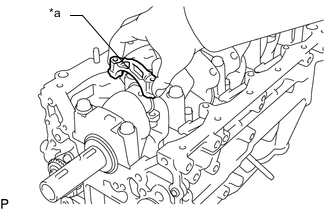
Обозначения на рисунке *a Метка передней стороны Убедитесь, что метка внешней стороны на крышке шатуна обращена вперед.
-
Установите крышку шатуна (см. стр. Click here).
Note
Не поворачивайте коленчатый вал.
-
Выверните 2 болта и снимите крышку шатуна (см. операции выше).
-
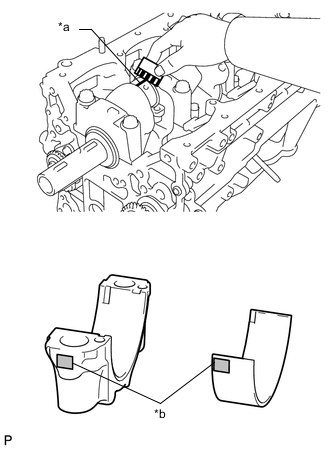
Обозначения на рисунке *a Сминаемый пластичный калибр Plastigage *b Метка 4, 5 или 6 Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,039 - 0,066 мм (0,00154 - 0,00260 дюйма) Максимальный допустимый масляный зазор 0,066 мм (0,00260 дюйма) Если масляный зазор превышает максимально допустимую величину, замените подшипники шатуна. При необходимости проверьте коленчатый вал.
Для замены подшипника используйте подшипник, номер которого совпадает с номером, указанным на шатуне. Номинальная толщина каждого подшипника обозначается меткой 4, 5 или 6 на его поверхности.
Номинальный диаметр шатунной шейки 52,989 - 53,002 мм (2,086 - 2,087 дюйма) Номинальная толщина центральной стенки подшипника Параметр / Устройство Номинальное значение Метка 4 1,487 - 1,490 мм (0,05854 - 0,05866 дюйма) Метка 5 1,491 - 1,493 мм (0,05870 - 0,05878 дюйма) Метка 6 1,494 - 1,496 мм (0,05882 - 0,05890 дюйма) -
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
Выполните описанную выше проверку для каждой шатунной шейки.
-
-
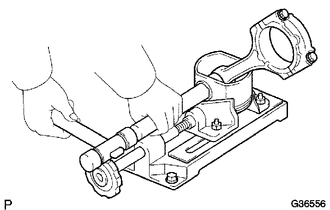
СНИМИТЕ ПОРШЕНЬ С ШАТУНОМ В СБОРЕ
-
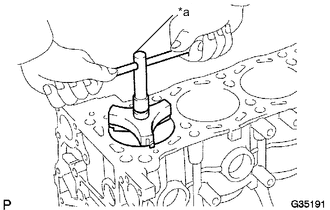
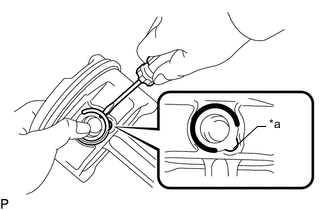
Обозначения на рисунке *a Инструмент для снятия уступа С помощью развертки для снятия уступа полностью удалите нагар с верхней части цилиндра.
-
Вставьте поршень, шатун в сборе и верхний подшипник в верхнюю часть блока цилиндров.
Tech Tips
-
Подшипник, шатун и крышку следует держать вместе.
-
Узлы поршня и шатуна следует устанавливать в правильном порядке.
-
-
-
СНИМИТЕ ПОДШИПНИК ШАТУНА
-
Снимите подшипники шатунов с шатунов и крышек шатунов.
Tech Tips
Разложите снятые детали в надлежащем порядке.
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
С помощью индикатора часового типа измерьте осевой зазор, двигая коленчатый вал вперед и назад с помощью отвертки.
Номинальный осевой зазор 0,02 - 0,22 мм (0,000787 - 0,00866 дюйма) Максимально допустимый осевой зазор 0,30 мм (0,0118 дюйма) Если осевой зазор превышает максимально допустимое значение, замените комплект упорных шайб. При необходимости замените коленчатый вал.
Толщина упорной шайбы 2,440 - 2,490 мм (0,0961 - 0,0980 дюйма)
-
-
СНИМИТЕ КОЛЕНЧАТЫЙ ВАЛ
-
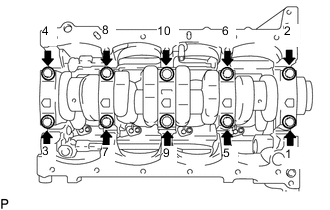
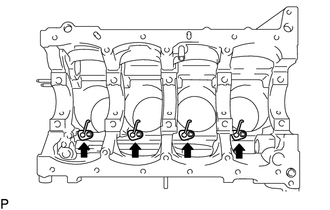
В несколько приемов равномерно ослабьте 10 болтов крышек подшипников в последовательности, показанной на рисунке.
Tech Tips
-
Держите вместе нижние подшипники и крышки подшипников распредвала.
-
Разложите упорные шайбы в нужном порядке.
-
-
Поднимите коленчатый вал, чтобы снять его.
-
Снимите верхние упорные шайбы с блока цилиндров.
Tech Tips
Разложите крышки коренных подшипников, подшипники и упорные шайбы в требуемом порядке.
-
-
СНИМИТЕ ПОДШИПНИК КОЛЕНЧАТОГО ВАЛА
-
Снимите подшипники коленчатого вала с крышек подшипников и блока цилиндров.
Tech Tips
Разложите снятые детали в надлежащем порядке.
-
-
СНИМИТЕ НАБОР ПОРШНЕВЫХ КОЛЕЦ
-
С помощью съемника поршневых колец снимите 2 компрессионных кольца.
-
Вручную снимите расширитель маслосъемного кольца и 2 боковые направляющие маслосъемного кольца.
Tech Tips
Разложите поршневые кольца в нужном порядке.
-
-
СНИМИТЕ ПОРШЕНЬ С ПАЛЬЦЕМ В СБОРЕ
-
Проверьте условия посадки поршня на поршневой палец.
-
Подвигайте поршень вперед и назад по поршневому пальцу.
Если при движении ощущается сопротивление, замените поршень и палец в сборе.
-
-
Отсоедините шатун от поршня.
-
Обозначения на рисунке *a Пружинное стопорное кольцо С помощью отвертки отделите пружинные стопорные кольца с поршня.
-
Постепенно нагрейте поршень до температуры примерно 80-90°C (176-194°F).
-
С помощью пластмассового молотка и латунного стержня осторожно выбейте поршневой палец и снимите шатун.
Tech Tips
-
Поршень и поршневой палец представляют собой сопряженный комплект.
-
Раскладывайте поршни, пальцы поршней, кольца, шатуны и подшипники в надлежащем порядке.
-
-
-
-
ОЧИСТИТЕ ПОРШЕНЬ С ПАЛЬЦЕМ В СБОРЕ
-
Скребком для удаления остатков прокладок снимите нагар с верхней части поршня.
-
С помощью инструмента для очистки канавок или сломанного кольца очистите поршневые канавки.
-
Используя растворитель и щетку, тщательно очистите поршень.
Note
Не используйте проволочную щетку.
-
-
СНИМИТЕ ШТУЦЕР ПОДАЧИ МАСЛА № 1
-
С помощью шестигранного гаечного ключа на 5 мм снимите штуцеры подачи масла.
-
-
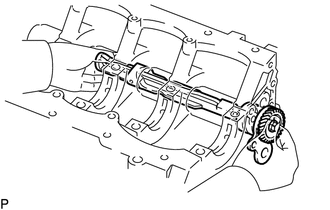
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР УРАВНОВЕШИВАЮЩЕГО ВАЛА
-
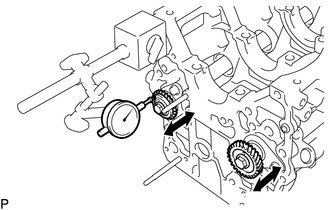
Смещая уравновешивающий вал вперед и назад, измерьте осевой зазор с помощью индикатора часового типа.
Номинальный осевой зазор 0,07 - 0,13 мм (0,00276 - 0,00512 дюйма) Максимально допустимый осевой зазор 0,20 мм (0,00787 дюйма) Если осевой зазор превышает максимально допустимую величину, замените упорную шайбу уравновешивающего вала. При необходимости замените уравновешивающий вал.
-
-
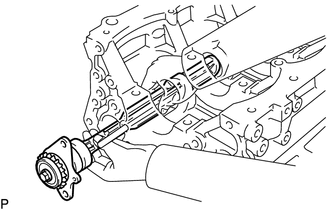
СНИМИТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 1
-
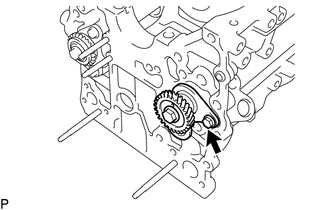
Выверните болт.
-
Снимите уравновешивающий вал с блока цилиндров.
Note
При снятии уравновешивающего вала обязательно поддерживайте его двумя руками и не допускайте царапания подшипника уравновешивающего вала со стороны блока цилиндров.
-
-
СНИМИТЕ ВЕДОМУЮ ШЕСТЕРНЮ УРАВНОВЕШИВАЮЩЕГО ВАЛА № 1
-
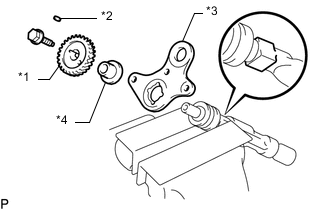
Обозначения на рисунке *1 Ведомая шестерня уравновешивающего вала № 1 *2 Сдвижная шпонка *3 Упорная шайба уравновешивающего вала *4 Распорная втулка уравновешивающего вала Зажмите головку уравновешивающего вала в тисках.
Note
Соблюдайте осторожность, чтобы не повредить уравновешивающий вал.
-
Выверните болт.
-
Снимите ведомую шестерню уравновешивающего вала № 1, сдвижную шпонку, упорную шайбу уравновешивающего вала и распорную втулку уравновешивающего вала.
-
-
СНИМИТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 2
-
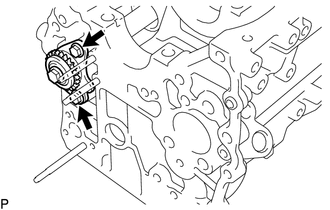
Выверните 2 болта.
-
Снимите уравновешивающий вал с блока цилиндров.
Note
При снятии уравновешивающего вала обязательно поддерживайте его двумя руками и не допускайте царапания подшипника уравновешивающего вала со стороны блока цилиндров.
-
-
СНИМИТЕ ВЕДОМУЮ ШЕСТЕРНЮ УРАВНОВЕШИВАЮЩЕГО ВАЛА № 2
-
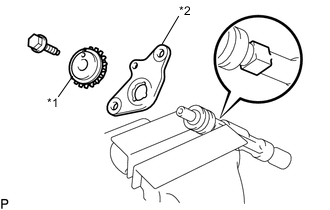
Обозначения на рисунке *1 Ведомая шестерня уравновешивающего вала № 2 *2 Упорная шайба уравновешивающего вала № 2 Зажмите головку уравновешивающего вала в тисках.
Note
Соблюдайте осторожность, чтобы не повредить уравновешивающий вал.
-
Выверните болт.
-
Снимите ведомую шестерню уравновешивающего вала № 2 и упорную шайбу уравновешивающего вала № 2.
-
-
СНИМИТЕ КРАН ДЛЯ СЛИВА ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ИЗ БЛОКА ЦИЛИНДРОВ
-
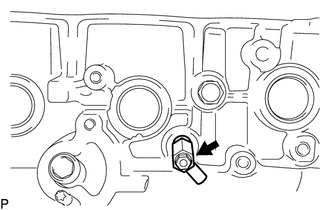
Снимите кран для слива охлаждающей жидкости из блока цилиндров.
-
Снимите пробку крана для слива охлаждающей жидкости из блока цилиндров.
-
-
СНИМИТЕ РЕЗЬБОВУЮ ШПИЛЬКУ
Note
Если шпилька деформирована или повреждена ее резьба, замените шпильку.