ГОЛОВКА БЛОКА ЦИЛИНДРОВ РЕМОНТ

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ОТРЕМОНТИРУЙТЕ СЕДЛО ВПУСКНОГО КЛАПАНА
Note
-
При ремонте седла контролируйте его положение.
-
Не допускайте попадания на кромку посторонних предметов.
-
Подавайте фрезу постепенно, чтобы получить гладкую поверхность седла впускного клапана.
-
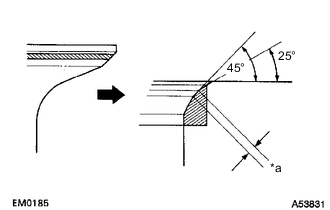
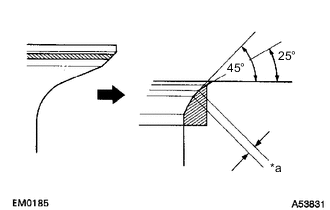
Обозначения на рисунке *a 1,2 - 1,6 мм (0,0472 - 0,0630 дюйма) Если зона контакта на тарелке клапана расположена слишком высоко, для обработки седла используйте фрезы с углом заточки 25° и 45°.
-
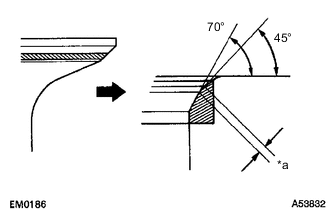
Обозначения на рисунке *a 1,2 - 1,6 мм (0,0472 - 0,0630 дюйма) Если зона контакта на тарелке клапана расположена слишком низко, обработайте седло, используя фрезы с углами заточки 70° и 45°.
-
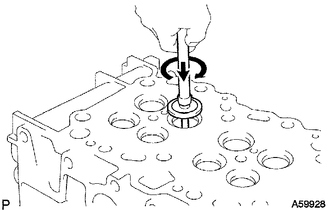
Вручную со шлифовальной пастой притрите клапан с седлом клапана.
-
Очистите клапан и седло клапана.
-
-
ОТРЕМОНТИРУЙТЕ СЕДЛО ВЫПУСКНОГО КЛАПАНА
Note
-
При ремонте седла контролируйте его положение.
-
Не допускайте попадания на кромку посторонних предметов.
-
Подавайте фрезу постепенно, чтобы получить гладкую поверхность седла выпускного клапана.
-
Обозначения на рисунке *a 1,6 - 2,0 мм (0,0630 - 0,0787 дюйма) Если зона контакта на тарелке клапана расположена слишком высоко, для обработки седла используйте фрезы с углом заточки 25° и 45°.
-
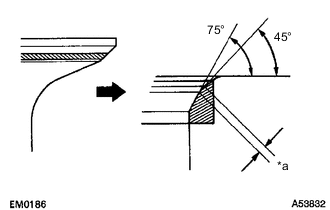
Обозначения на рисунке *a 1,6 - 2,0 мм (0,0630 - 0,0787 дюйма) Если зона контакта на тарелке клапана расположена слишком низко, обработайте седло, используя фрезы с углами заточки 75° и 45°.
-
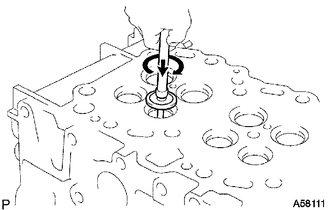
Вручную со шлифовальной пастой притрите клапан с седлом клапана.
-
Очистите клапан и седло клапана.
-