БЛОК ЦИЛИНДРОВ РАЗБОРКА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР ШАТУНА
-
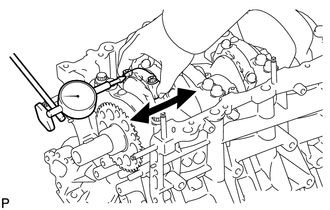
С помощью индикатора часового типа измерьте осевой зазор при движении шатуна назад и вперед.
Номинальный осевой зазор 0,15 - 0,30 мм (0,00591 - 0,0118 дюйма) Максимально допустимый осевой зазор 0,35 мм (0,0138 дюйма) Если осевой зазор превышает максимально допустимую величину, замените один или несколько шатунов.
Номинальная толщина шатуна 20,80 - 20,85 мм (0,819 - 0,821 дюйма) При необходимости замените коленчатый вал.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ШАТУНА
-
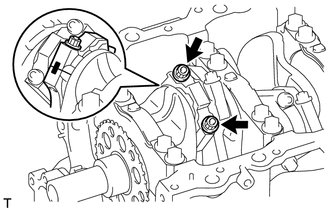
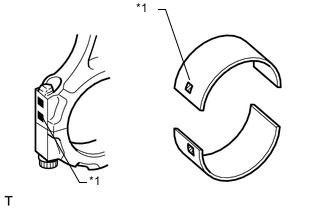
Для обеспечения правильной сборки совместите сборочные метки на шатуне и крышке.
-
Выверните 2 болта крышки шатуна.
-

Используя 2 снятых болта крышки шатуна, снимите крышку шатуна и нижний подшипник, покачивая крышку шатуна вправо и влево.
Tech Tips
Держите вместе нижний подшипник и крышку шатуна.
-
Очистите штифт и подшипник коленчатого вала.
-
Убедитесь в отсутствии на штифте коленчатого вала и подшипнике коленчатого вала следов точечной коррозии и царапин. Если штифт или подшипник коленчатого вала поврежден, замените подшипники. При необходимости замените коленчатый вал.
-
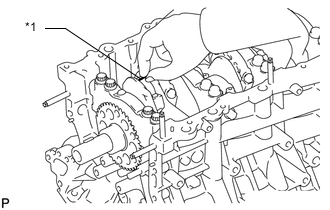
Обозначения на рисунке *1 Сминаемый пластмассовый калибр Plastigage Оберните полоску сминаемого пластичного калибра Plastigage вокруг штифта коленчатого вала.
-
Установите крышку шатуна (см. стр. Click here).
Note
Не поворачивайте коленчатый вал.
-
Выверните 2 болта, снимите крышку шатуна и нижний подшипник.
-
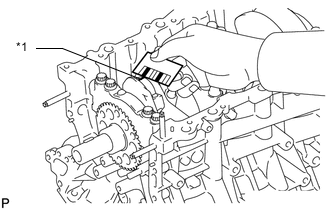
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,040 - 0,066 мм (0,00157 - 0,00260 дюйма) Максимально допустимый масляный зазор 0,086 мм (0,00339 дюйма) Обозначения на рисунке *1 Сминаемый пластмассовый калибр Plastigage Если масляный зазор превышает максимально допустимую величину, замените подшипники. При необходимости проверьте коленчатый вал.
Tech Tips
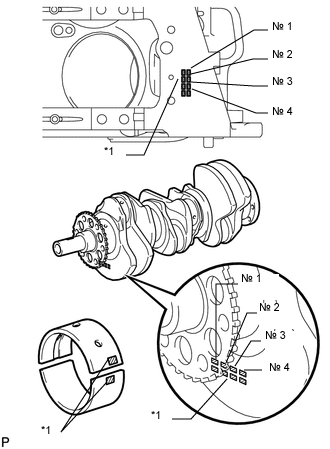
Для замены используйте подшипник, номер которого совпадает с номером, указанным на шатуне. Существуют 4 стандартных типоразмера подшипников, маркируемые "1", "2", "3" и "4", соответственно.
Диаметр шатуна Параметр / Устройство Заданные условия Метка 1 59,000 - 59,006 мм (2,32283 - 2,32307 дюйма) Метка 2 59,007 - 59,012 мм (2,32311 - 2,32330 дюйма) Метка 3 59,013 - 59,018 мм (2,32334 - 2,32354 дюйма) Метка 4 59,019 - 59,024 мм (2,32358 - 2,32377 дюйма) Номинальная толщина центральной стенки подшипника Параметр / Устройство Заданные условия Метка 1 1,484 - 1,487 мм (0,05843 - 0,05854 дюйма) Метка 2 1,487 - 1,490 мм (0,05854 - 0,05866 дюйма) Метка 3 1,490 - 1,493 мм (0,05866 - 0,05878 дюйма) Метка 4 1,493 - 1,496 мм (0,05878 - 0,05900 дюйма) Номинальный диаметр шатунной шейки 55,992 - 56,000 мм (2,2044 - 2,2047 дюйма) Обозначения на рисунке *1 Метка с номером -
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
-
СНИМИТЕ ПОРШЕНЬ С ШАТУНОМ В СБОРЕ
-
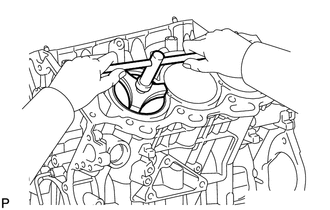
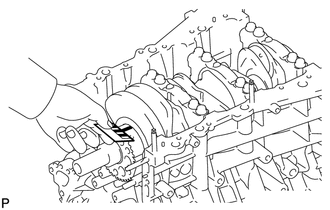
С помощью развертки для снятия уступа полностью удалите нагар с верхней части цилиндра.
-
Выдавите поршень с шатуном и верхним подшипником через верхнюю часть блока цилиндров.
Tech Tips
-
Подшипники, шатун и крышку следует удерживать вместе.
-
Узлы поршня и шатуна следует устанавливать в правильном порядке.
-
-
-
СНИМИТЕ ПОДШИПНИК ШАТУНА
-
Снимите подшипники шатунов с шатунов и крышек шатунов.
Tech Tips
Разложите снятые детали в надлежащем порядке.
-
-
СНИМИТЕ НАБОР ПОРШНЕВЫХ КОЛЕЦ
-
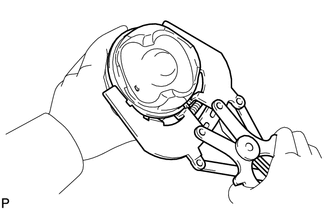
С помощью съемника поршневых колец снимите 2 компрессионных кольца.
-
Вручную снимите 2 боковых направляющих и маслосъемное кольцо (расширитель).
-
-
СНИМИТЕ ПОРШЕНЬ С ПАЛЬЦЕМ В СБОРЕ
-
Отсоедините шатун от поршня.
-
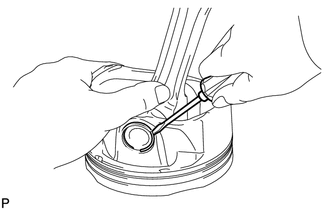
С помощью отвертки снимите 2 стопорных кольца.
-
Медленно нагрейте поршень до температуры примерно 80°C (176°F).
-
С помощью пластмассового молотка и латунного стержня осторожно выбейте поршневой палец и снимите шатун.
Tech Tips
-
Поршень и поршневой палец представляют собой сопряженный комплект.
-
Раскладывайте поршни, пальцы поршней, кольца, шатуны и подшипники в надлежащем порядке.
-
-
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
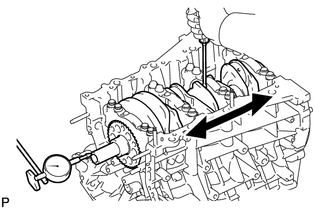
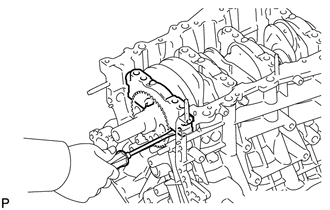
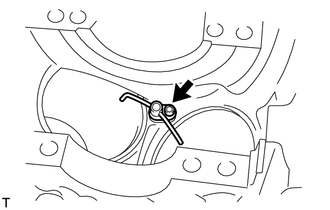
С помощью индикатора часового типа измерьте осевой зазор, двигая коленчатый вал вперед и назад с помощью отвертки.
Номинальный осевой зазор 0,04-0,24 мм (0,00157-0,00945 дюйма) Максимально допустимый осевой зазор 0,30 мм (0,0118 дюйма) Если осевой зазор превышает максимально допустимое значение, замените комплект упорных шайб.
Номинальная толщина упорной шайбы 1,93-1,98 мм (0,0760-0,0780 дюйма) При необходимости замените коленчатый вал.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
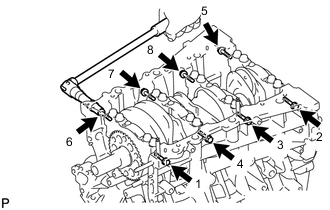
Равномерно в несколько приемов ослабьте и выверните 8 болтов крышек подшипников вместе с 8 уплотнительными шайбами в последовательности, показанной на рисунке.
-
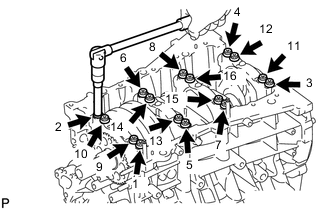
В несколько приемов равномерно ослабьте и выверните 16 болтов крышек подшипников в последовательности, показанной на рисунке.
-
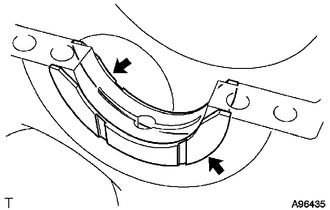
Отверткой подденьте крышки подшипников. Снимите 4 крышки подшипников и нижние подшипники.
Note
-
Понемногу поддевайте крышку с правой и левой сторон поочередно, чтобы ее можно было снять.
-
Соблюдайте осторожность, чтобы не повредить сопрягающиеся поверхности блока цилиндров и крышки подшипника.
-
-
Снимите 2 нижних упорных шайбы коленчатого вала.
Tech Tips
-
Не разъединяйте нижний подшипник и крышку подшипника коленчатого вала.
-
Разложите снятые детали в надлежащем порядке.
-
Разложите крышки подшипников и нижние упорные шайбы так, чтобы их можно было легко установить на свои места.
-
-
Поднимите коленчатый вал.
-
Снимите 2 верхние упорные шайбы.
Tech Tips
-
Разложите снятые верхние упорные шайбы так, чтобы их можно было легко установить на свои места.
-
Не разъединяйте верхние подшипники и блок цилиндров.
-
-
Очистите все шейки и подшипники коленчатого вала.
-
Проверьте, нет ли на шейках и подшипниках коленчатого вала царапин и следов точечной коррозии.
При наличии повреждений на шейке или подшипнике замените подшипники. При необходимости замените коленчатый вал.
-
Установите коленчатый вал в блок цилиндров.
-
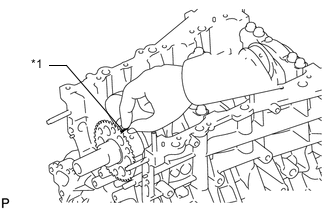
Обозначения на рисунке *1 Сминаемый пластмассовый калибр Plastigage На каждую шейку положите сминаемый пластичный калибр (Plastigage).
-
Установите крышку подшипника коленчатого вала (см. стр. Click here).
Note
Не поворачивайте коленчатый вал.
-
Снимите крышку подшипника коленчатого вала.
-
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,026 - 0,046 мм (0,00102 - 0,00181 дюйма) Максимально допустимый зазор 0,080 мм (0,00315 дюйма) Если масляный зазор превышает максимально допустимую величину, замените подшипники. При необходимости замените коленчатый вал.
-
Обозначения на рисунке *1 Метка с номером При замене подшипника устанавливайте подшипник с таким же номером. Если не удается определить номер подшипника, выберите нужный подшипник, сложив номера, указанные на блоке цилиндров и коленчатом вале, после чего обратитесь к таблице ниже. Существует 5 стандартных типоразмеров подшипников, имеющих маркировку, соответственно, "1", "2", "3", "4" или "5".
Новый подшипник Параметр / Устройство Заданные условия Диаметр отверстия коренной шейки блока цилиндров (А)
+
Диаметр коренной шейки коленчатого вала (B)
0-5 6 - 11 12 - 17 18 - 23 24 - 28 Используйте подшипник 1 2 3 4 5 ПРИМЕР:
"11" на блоке цилиндров (A) + "06" на коленчатом валу (B) = суммарный номер 17 (следует использовать подшипник "3")
Диаметр отверстия коренной шейки блока цилиндров (A) Метка Заданные условия Метка 00 77,000 мм (3,03149 дюйма) Метка 01 77,001 мм (3,03152 дюйма) Метка 02 77,002 мм (3,03156 дюйма) Метка 03 77,003 мм (3,03160 дюйма) Метка 04 77,004 мм (3,03164 дюйма) Метка 05 77,005 мм (3,03168 дюйма) Метка 06 77,006 мм (3,03172 дюйма) Метка 07 77,007 мм (3,03176 дюйма) Метка 08 77,008 мм (3,03180 дюйма) Метка 09 77,009 мм (3,03184 дюйма) Метка 10 77,010 мм (3,03188 дюйма) Метка 11 77,011 мм (3,03192 дюйма) Метка 12 77,012 мм (3,03196 дюйма) Метка 13 77,013 мм (3,03200 дюйма) Метка 14 77,014 мм (3,03204 дюйма) Метка 15 77,015 мм (3,03208 дюйма) Метка 16 77,016 мм (3,03211 дюйма) Диаметр коренной шейки коленчатого вала (B) Параметр / Устройство Заданные условия Метка 00 71,999 - 72,000 мм (2,83460 - 2,83464 дюйма) Метка 01 71,998 - 71,999 мм (2,83456 - 2,83460 дюйма) Метка 02 71,997 - 71,998 мм (2,83452 - 2,83456 дюйма) Метка 03 71,996 - 71,997 мм (2,83448 - 2,83452 дюйма) Метка 04 71,995 - 71,996 мм (2,83440 - 2,83448 дюйма) Метка 05 71,994 - 71,995 мм (2,83440 - 2,83444 дюйма) Метка 06 71,993 - 71,994 мм (2,83436 - 2,83440 дюйма) Метка 07 71,992 - 71,993 мм (2,83432 - 2,83436 дюйма) Метка 08 71,991 - 71,992 мм (2,83428 - 2,83432 дюйма) Метка 09 71,990 - 71,991 мм (2,83424 - 2,83428 дюйма) Метка 10 71,989 - 71,990 мм (2,83420 - 2,83424 дюйма) Метка 11 71,988 - 71,989 мм (2,83416 - 2,83420 дюйма) Номинальная толщина центральной стенки подшипника Параметр / Устройство Заданные условия Метка 1 2,488-2,491 мм (0,0980-0,0981 дюйма) Метка 2 2,491-2,494 мм (0,0981-0,0982 дюйма) Метка 3 2,494-2,497 мм (0,0982-0,0983 дюйма) Метка 4 2,497-2,500 мм (0,0983-0,0984 дюйма) Метка 5 2,500 - 2,503 мм (0,0984 - 0,0985 дюйма) -
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
-
СНИМИТЕ КОЛЕНЧАТЫЙ ВАЛ
-
Поднимите коленчатый вал.
-
Снимите 2 верхние упорные шайбы.
-
-
СНИМИТЕ ПОДШИПНИК КОЛЕНЧАТОГО ВАЛА
-
Снимите подшипники коленчатого вала с крышек подшипников и блока цилиндров.
Tech Tips
Разложите снятые детали в надлежащем порядке.
-
-
СНИМИТЕ ШТУЦЕР ПОДАЧИ МАСЛА № 1
-
С помощью торцевой шестигранной головки на 5 мм выверните 3 болта и снимите 3 масляных форсунки.
-
-
СНИМИТЕ РЕЗЬБОВУЮ ШПИЛЬКУ
Note
Если шпилька деформирована или повреждена ее резьба, замените шпильку.