ГОЛОВКА БЛОКА ЦИЛИНДРОВ ЗАМЕНА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ЗАМЕНИТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВПУСКНОГО КЛАПАНА
-
Нагрейте головку блока цилиндров до температуры 80–100°C (176–212°F).
-
Поместите головку блока цилиндров на деревянные бруски.
-
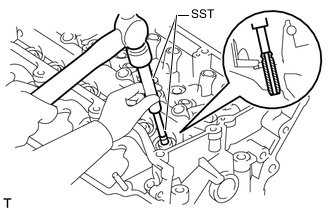
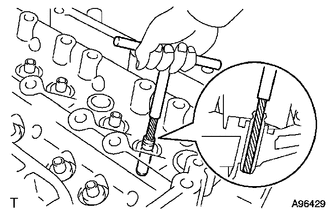
С помощью специального инструмента и молотка выбейте направляющие втулки впускного клапана.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
-
С помощью индикатора часового типа для отверстий измерьте в головке блока цилиндров диаметр отверстия под направляющую втулку впускного клапана.
Номинальный диаметр отверстия для втулки Параметр / Устройство Заданные условия Номинальный 10,285-10,306 мм (0,4049-0,4057 дюйма) Наружный 0,05 10,335 - 10,356 мм (0,4069 - 0,4077 дюйма) -
Выберите новую направляющую втулку клапана.
Новая направляющая втулка Параметр / Устройство Заданные условия Диаметр гнезда втулки 10,285-10,306 мм (0,4049-0,4057 дюйма) 10,335 - 10,356 мм (0,4069 - 0,4077 дюйма) Используемая втулка Номинальный Наружный 0,05 Если диаметр отверстия для втулки в головке блока цилиндров превышает 10,306 мм (0,4057 дюйма), проточите отверстие до 10,335-10,356 мм (0,4069-0,4077 дюйма), чтобы установить направляющую втулку клапана O/S 0,05.
Если диаметр отверстия для втулки в головке блока цилиндров превышает 10,356 мм (0,4077 дюйма), замените головку блока цилиндров.
Диаметр новой направляющей втулки Параметр / Устройство Заданные условия Номинальный 10,333 - 10,344 мм (0,4068 - 0,4072 дюйма) Наружный 0,05 10,383 - 10,394 мм (0,4088 - 0,4092 дюйма) Tech Tips
На впуске и выпуске устанавливаются разные втулки.
Номинальная длина втулки 41,3 - 41,7 мм (1,63 - 1,64 дюйма) -
Нагрейте головку блока цилиндров до температуры 80–100°C (176–212°F).
-
Поместите головку блока цилиндров на деревянные бруски.
-
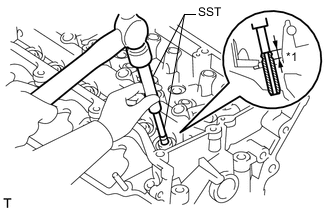
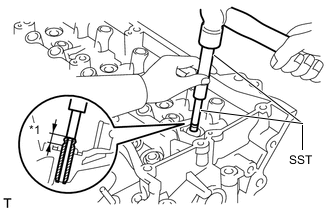
Обозначения на рисунке *1 Высота выступания С помощью SST запрессуйте направляющие втулки впускных клапанов до заданной высоты выступания.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Высота выступания 9,10 - 9,90 мм (0,358 - 0,390 дюйма) -
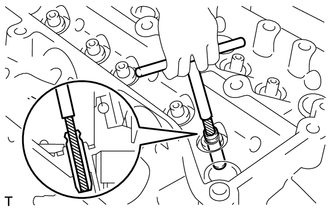
Острой разверткой на 5,5 мм разверните отверстия в направляющих втулках клапанов, чтобы обеспечить номинальный зазор.
Номинальный масляный зазор 0,025 – 0,060 мм (0,000984 – 0,00236 дюйма)
-
-
ЗАМЕНИТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВЫПУСКНОГО КЛАПАНА
-
Нагрейте головку блока цилиндров до температуры 80–100°C (176–212°F).
-
Поместите головку блока цилиндров на деревянные бруски.
-
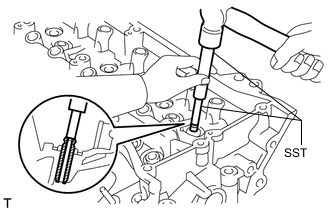
С помощью специального инструмента и молотка выбейте направляющие втулки выпускного клапана.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
-
С помощью индикатора часового типа для отверстий измерьте в головке блока цилиндров диаметр отверстия под направляющую втулку выпускного клапана.
Номинальный диаметр отверстия для втулки Параметр / Устройство Номинальное значение Номинальный 10,285-10,306 мм (0,4049-0,4057 дюйма) Наружный 0,05 10,335 - 10,356 мм (0,4069 - 0,4077 дюйма) -
Выберите новую направляющую втулку клапана.
Новая направляющая втулка Параметр / Устройство Номинальное значение Диаметр гнезда втулки 10,285-10,306 мм (0,4049-0,4057 дюйма) 10,335 - 10,356 мм (0,4069 - 0,4077 дюйма) Используемая втулка Номинальный Наружный 0,05 Если диаметр отверстия для втулки в головке блока цилиндров превышает 10,306 мм (0,4057 дюйма), проточите отверстие до 10,335-10,356 мм (0,4069-0,4077 дюйма), чтобы установить направляющую втулку клапана O/S 0,05.
Если диаметр отверстия для втулки в головке блока цилиндров превышает 10,356 мм (0,4077 дюйма), замените головку блока цилиндров.
Диаметр новой направляющей втулки Параметр / Устройство Номинальное значение Номинальный 10,333 - 10,344 мм (0,4068 - 0,4072 дюйма) Наружный 0,05 10,383 - 10,394 мм (0,4088 - 0,4092 дюйма) Tech Tips
На впуске и выпуске устанавливаются разные втулки.
Номинальная длина втулки 46,8 - 47,2 мм (1,84 - 1,86 дюйма) -
Нагрейте головку блока цилиндров до температуры 80–100°C (176–212°F).
-
Поместите головку блока цилиндров на деревянные бруски.
-
Обозначения на рисунке *1 Высота выступания С помощью SST запрессуйте направляющие втулки выпускных клапанов до заданной высоты выступания.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Высота выступания 9,10 - 9,90 мм (0,358 - 0,390 дюйма) -
Острой разверткой на 5,5 мм разверните отверстия в направляющих втулках клапанов, чтобы обеспечить номинальный зазор.
Номинальный масляный зазор 0,030 – 0,065 мм (0,00118 – 0,00256 дюйма)
-
-
ЗАМЕНИТЕ ШТУЦЕР
-
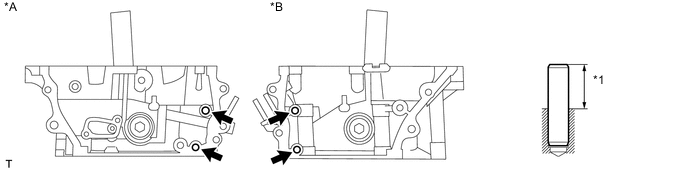
Снимите штуцер с головки блока цилиндров ряда 1 (с передней стороны) и головки блока цилиндров ряда 2 (со стороны впускных каналов).
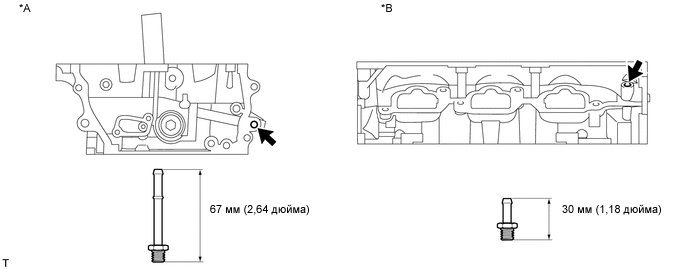
Обозначения на рисунке *A Справа с передней стороны *B Слева со стороны впуска -
Нанесите герметик на 2-3 витка резьбы концов болтов новых штуцеров.
Герметик Фирменный герметик 1324 от компании Toyota, Three Bond 1324 или аналогичный -
С помощью удлиненной торцевой головки на 12 мм закрепите 2 штуцера.
- Torque:
- 15 Н*м { 150 кгс*см, 11 фунт-сила-футов }
-
-
ЗАМЕНИТЕ ПРОБКУ
Note
Если наблюдаются утечки охлаждающей жидкости из-под пробок, или пробки покрыты ржавчиной, замените их.
-
Снимите пробки.
-
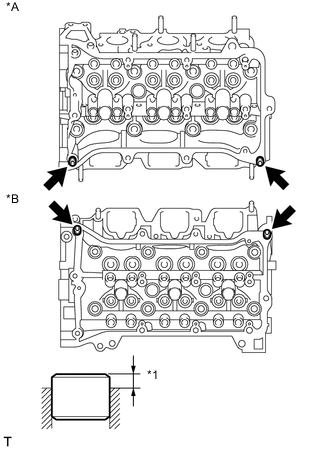
Нанесите на новые пробки герметик.
Герметик-фиксатор Фирменный герметик 1324 от компании Toyota, Three Bond 1324 или аналогичный -
С помощью SST и молотка вбейте пробки на номинальную глубину.
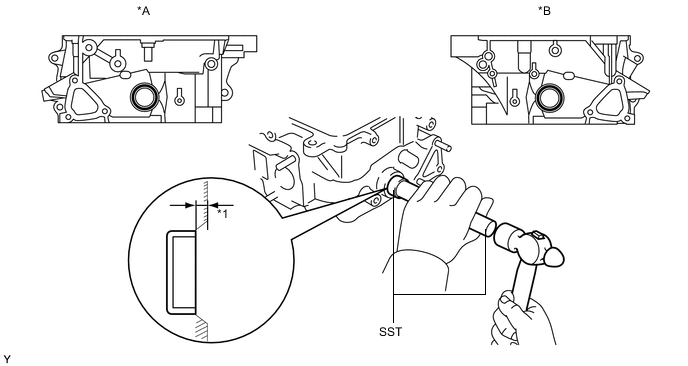
- SST
- 09950-60010 ( 09951-00250 )
- 09950-70010 ( 09951-07150 )
Номинальная глубина 1,7 - 2,7 мм (0,0669 - 0,106 дюйма) Обозначения на рисунке *A Правая сторона *B Левая сторона *1 Номинальная глубина - -
-
-
ЗАМЕНИТЕ СТОПОРНЫЙ ШТИФТ
Note
В случае обнаружения повреждений замените цилиндрический штифт.
-
С помощью молотка с пластмассовым покрытием вбейте новые стопорные штифты, как показано на рисунке.
Высота выступания 18,0 - 19,0 мм (0,708 - 0,748 дюйма) Обозначения на рисунке *A Правая сторона *B Левая сторона *1 Высота выступания - -
-
-
ЗАМЕНИТЕ СОЕДИНИТЕЛЬНОЕ КОЛЬЦО
Note
Снимать соединительное кольцо нужно только в случае его замены.
-
Обозначения на рисунке *A Правая сторона *B Левая сторона *1 Высота выступания Пластмассовым молотком запрессуйте новые соединительные кольца до номинальной высоты выступания.
Высота выступания 2,5 - 3,5 мм (0,0984 - 0,138 дюйма)
-
-
ЗАМЕНИТЕ ТРУБКУ СВЕЧНОГО КОЛОДЦА
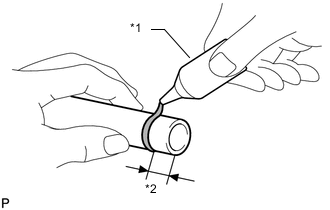
Обозначения на рисунке *1 Герметик *2 Расстояние Tech Tips
Если устанавливается новая головка блока цилиндров, трубки свечных колодцев должны быть заменены.
-
Снимите трубку свечного колодца.
-
Нанесите герметик на конец новой трубки свечного колодца.
Герметик Фирменный герметик 1324 от компании Toyota, Three Bond 1324 или аналогичный. Номинальный диаметр уплотнения 1,0 - 3,0 мм (0,394 - 0,118 дюйма) Расстояние 9,0 - 15,0 мм (0,354 - 0,590 дюйма) Note
-
Следует действовать осторожно, чтобы не повредить трубку свечного колодца.
-
В течение 1 часа после установки не допускайте попадания на уплотнение охлаждающей жидкости.
-
-
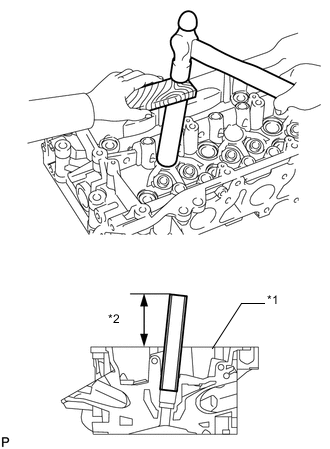
Обозначения на рисунке *1 Верхняя поверхность головки блока цилиндров: *2 Высота выступания С помощью деревянного бруска и молотка вбейте трубку свечного колодца до достижения заданной высоты выступания.
Номинальная высота выступания 75,1-76,1 мм (2,96-3,00 дюйма) Note
Чтобы не запрессовать трубку свечного колодца слишком глубоко, во время посадки измеряйте высоту выступания.
-