OUTPUT SHAFT INSPECTION

PROCEDURE
-
INSPECT 1ST GEAR THRUST CLEARANCE
-
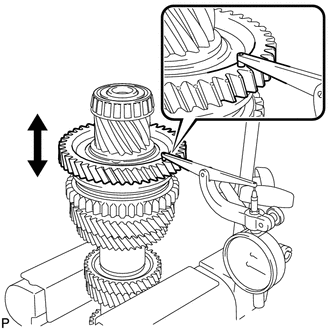
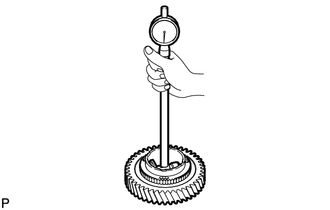
Using a dial indicator, measure the 1st gear thrust clearance.
Standard Clearance 0.20 to 0.38 mm (0.00787 to 0.0150 in.) Maximum Clearance 0.38 mm (0.0150 in.) If the clearance exceeds the maximum, replace the No. 1 transmission clutch hub, 1st gear bushing or 1st gear.
-
-
INSPECT 2ND GEAR THRUST CLEARANCE
-
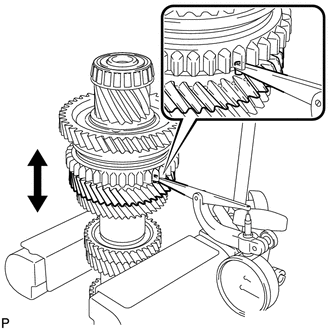
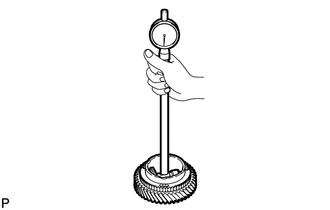
Using a dial indicator, measure the 2nd gear thrust clearance.
Standard Clearance 0.15 to 0.33 mm (0.00591 to 0.0130 in.) Maximum Clearance 0.33 mm (0.0130 in.) If the clearance exceeds the maximum, replace the inner 2nd gear bearing race, No. 1 transmission clutch hub, 2nd gear or 3rd driven gear.
-
-
INSPECT 1ST GEAR RADIAL CLEARANCE
-
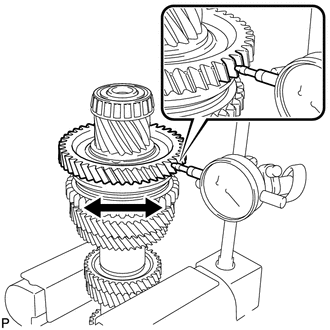
Using a dial indicator, measure the 1st gear radial clearance.
Standard Clearance 0.009 to 0.045 mm (0.000354 to 0.00177 in.) Maximum Clearance 0.045 mm (0.00177 in.) If the clearance exceeds the maximum, replace the 1st gear, 1st gear needle roller bearing or output shaft.
-
-
INSPECT 2ND GEAR RADIAL CLEARANCE
-
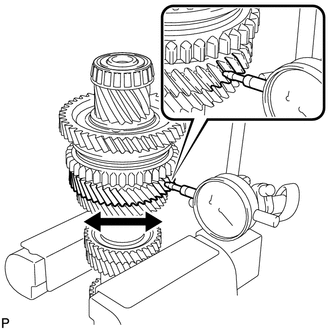
Using a dial indicator, measure the 2nd gear radial clearance.
Standard Clearance 0.009 to 0.045 mm (0.000354 to 0.00177 in.) Maximum Clearance 0.045 mm (0.00177 in.) If the clearance exceeds the maximum, replace the 2nd gear, 2nd gear needle roller bearing or output shaft.
-
-
INSPECT OUTPUT SHAFT
-
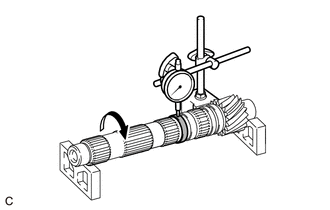
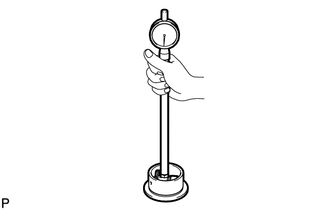
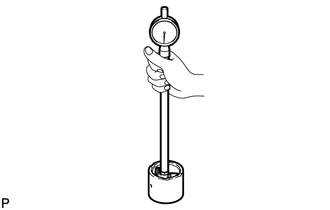
Using a dial indicator and 2 V-blocks, check the output shaft runout.
Maximum Runout 0.03 mm (0.00118 in.) If the runout exceeds the maximum, replace the output shaft.
-
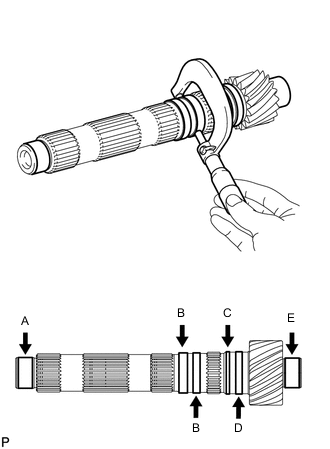
Using a micrometer, measure the outer diameter of the output shaft journal surface at the locations indicated.
Standard Outer Diameter Part (A) 30.002 to 30.017 mm (1.18118 to 1.18177 in.) Part (B) 37.990 to 38.000 mm (1.49567 to 1.49606 in.) Part (C) 40.790 to 40.800 mm (1.6059 to 1.6063 in.) Part (D) 40.790 to 40.800 mm (1.6059 to 1.6063 in.) Part (E) 28.002 to 28.017 mm (1.10244 to 1.10303 in.) Minimum Outer Diameter Part (A) 30.002 mm (1.18118 in.) Part (B) 37.990 mm (1.49567 in.) Part (C) 40.790 mm (1.6059 in.) Part (D) 40.790 mm (1.6059 in.) Part (E) 28.002 mm (1.10244 in.) If the outer diameter of any location is less than the minimum, replace the output shaft.
-
-
INSPECT 1ST GEAR
-
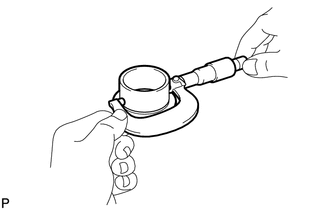
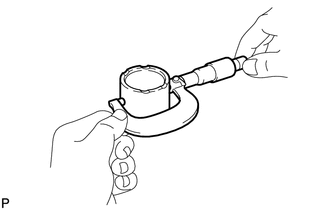
Using a cylinder gauge, measure the inside diameter of the 1st gear.
Standard Inside Diameter 52.909 to 52.925 mm (2.08303 to 2.08366 in.) Maximum Inside Diameter 52.925 mm (2.08366 in.) If the inside diameter exceeds the maximum, replace the 1st gear.
-
-
INSPECT 2ND GEAR
-
Using a cylinder gauge, measure the inside diameter of the 2nd gear.
Standard Inside Diameter 52.909 to 52.925 mm (2.08303 to 2.08366 in.) Maximum Inside Diameter 52.925 mm (2.08366 in.) If the inside diameter exceeds the maximum, replace the 2nd gear.
-
-
INSPECT 1ST GEAR BUSHING
-
Using a micrometer, measure the outer diameter of the 1st gear bushing.
Standard Outer Diameter 47.89 to 47.90 mm (1.88543 to 1.88582 in.) Minimum Outer Diameter 47.89 mm (1.88543 in.) If the outer diameter is less than the minimum, replace the 1st gear bushing.
-
Using a cylinder gauge, measure the inside diameter of the 1st gear bushing.
Standard Inside Diameter 40.805 to 40.820 mm (1.60649 to 1.60708 in.) Maximum Inside Diameter 40.820 mm (1.60708 in.) If the inside diameter exceeds the maximum, replace the 1st gear bushing.
-
-
INSPECT INNER 2ND GEAR BEARING RACE
-
Using a micrometer, measure the outer diameter of the inner 2nd gear bearing race.
Standard Outer Diameter 47.89 to 47.90 mm (1.88543 to 1.88582 in.) Minimum Outer Diameter 47.89 mm (1.88543 in.) If the outer diameter is less than the minimum, replace the inner 2nd gear bearing race.
-
Using a cylinder gauge, measure the inside diameter of the inner 2nd gear bearing race.
Standard Inside Diameter 38.005 to 38.020 mm (1.49626 to 1.49685 in.) Maximum Inside Diameter 38.020 mm (1.49685 in.) If the inside diameter exceeds the maximum, replace the inner 2nd gear bearing race.
-
-
INSPECT NO. 1 SYNCHRONIZER RING SET (for 1st Gear)
-
Coat the 1st gear cone and No. 1 synchronizer ring set (inner ring, middle ring and outer ring) with gear oil.
-
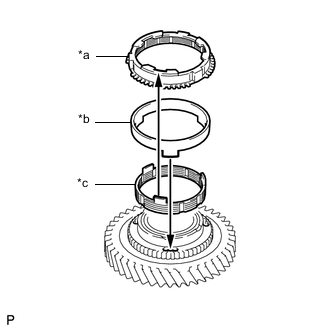
*a Outer Ring *b Middle Ring *c Inner Ring Install the inner ring to the 1st gear.
-
Install the middle ring to the 1st gear.
-
Install the outer ring to the 1st gear.
-
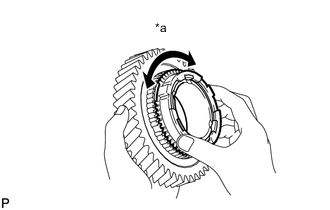
*a Lock Check for wear and damage.
-
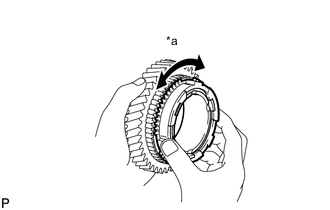
Turn the No. 1 synchronizer ring set (inner ring, middle ring and outer ring) in one direction while pushing it against the 1st gear cone.
-
Check that the No. 1 synchronizer ring set (inner ring, middle ring and outer ring) locks.
If the No. 1 synchronizer ring set (inner ring, middle ring and outer ring) does not lock, replace the No. 1 synchronizer ring set (inner ring, middle ring and outer ring).
-
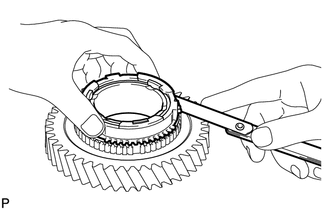
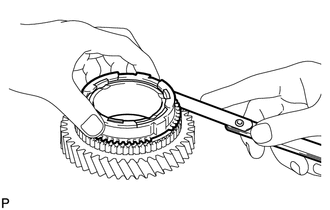
Using a feeler gauge, measure the clearance between the No. 1 synchronizer ring set (inner ring, middle ring and outer ring) and 1st gear spline end.
Standard Clearance 0.915 to 1.855 mm (0.0360 to 0.0730 in.) Minimum Clearance 0.915 mm (0.0360 in.) If the clearance is less than the minimum, replace the No. 1 synchronizer ring set (inner ring, middle ring and outer ring).
-
-
INSPECT NO. 1 SYNCHRONIZER RING SET (for 2nd Gear)
-
Coat the 2nd gear cone and No. 1 synchronizer ring set (inner ring, middle ring and outer ring) with gear oil.
-
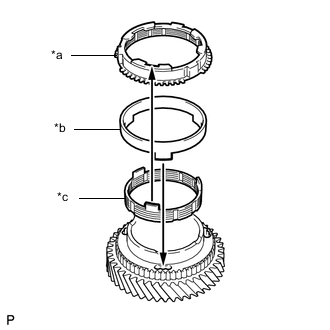
*a Outer Ring *b Middle Ring *c Inner Ring Install the inner ring to the 2nd gear.
-
Install the middle ring to the 2nd gear.
-
Install the outer ring to the 2nd gear.
-
*a Lock Check for wear and damage.
-
Turn the No. 1 synchronizer ring set (inner ring, middle ring and outer ring) in one direction while pushing it against the 2nd gear cone.
-
Check that the No. 1 synchronizer ring set (inner ring, middle ring and outer ring) locks.
If the No. 1 synchronizer ring set (inner ring, middle ring and outer ring) does not lock, replace the No. 1 synchronizer ring set (inner ring, middle ring and outer ring).
-
Using a feeler gauge, measure the clearance between the No. 1 synchronizer ring set (inner ring, middle ring and outer ring) and 2nd gear spline end.
Standard Clearance 0.92 to 1.86 mm (0.0362 to 0.0732 in.) Minimum Clearance 0.92 mm (0.0362 in.) If the clearance is less than the minimum, replace the No. 1 synchronizer ring set (inner ring, middle ring and outer ring).
-
-
INSPECT REVERSE GEAR
-
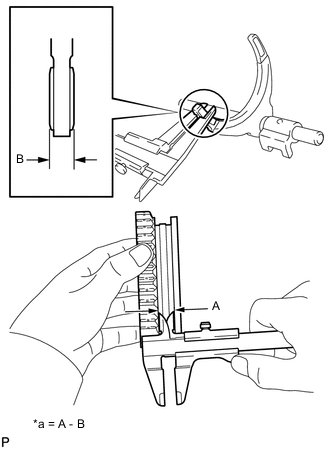
*a Clearance Using a vernier caliper, measure the width of the reverse gear groove (A) and thickness of the claw part on the No. 1 gear shift fork shaft assembly (B), and calculate the clearance.
Standard Clearance (A) - (B) 0.1 to 0.5 mm (0.00394 to 0.0197 in.) If the clearance is out of specification, replace the reverse gear and No. 1 gear shift fork shaft assembly.
-
-
INSPECT NO. 1 TRANSMISSION CLUTCH HUB
-
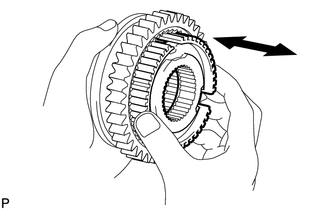
Check that the No. 1 transmission clutch hub and reverse gear slide smoothly.
-
Check that the edges of the reverse gear splines are not worn down.
-