БЛОК ДВИГАТЕЛЯ ПРОВЕРКА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ОЧИСТИТЕ ГОЛОВКУ БЛОКА ЦИЛИНДРОВ В СБОРЕ
-
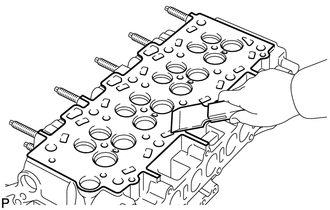
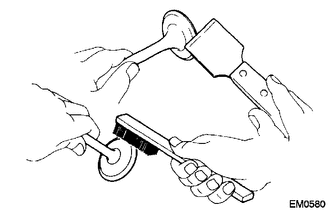
Скребком удалите старую прокладку с контактной поверхности блока цилиндров.
Note
Соблюдайте осторожность, чтобы не повредить контактную поверхность блока цилиндров.
-

Проволочной щеткой удалите нагар из камер сгорания.
Note
Соблюдайте осторожность, чтобы не повредить камеры сгорания и седла клапанов.
-
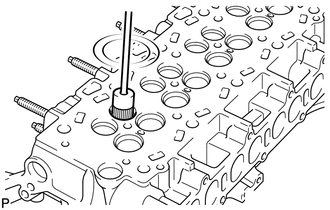
Очистите направляющие втулки клапанов с помощью специальной кисти и растворителя.
-
Мягкой кистью и растворителем тщательно очистите головку блока цилиндров в сборе.
-
-
ПРОВЕРЬТЕ ГОЛОВКУ БЛОКА ЦИЛИНДРОВ В СБОРЕ
-
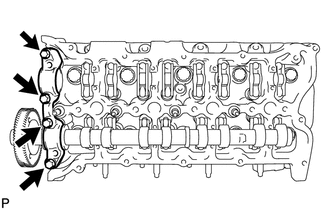
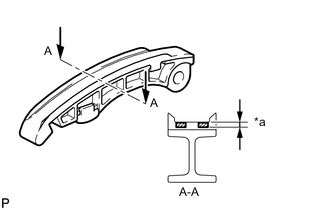
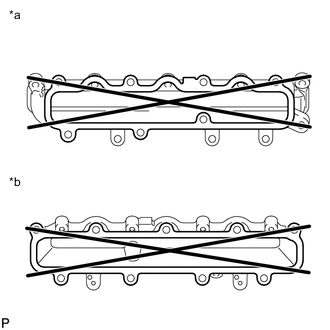
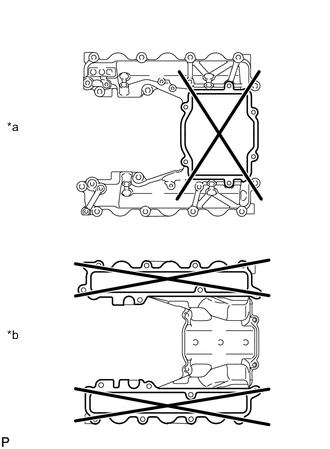
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте величину коробления контактных поверхностей между головой блока цилиндров и блоком цилиндров, а также между головой блока цилиндров и коллекторами.
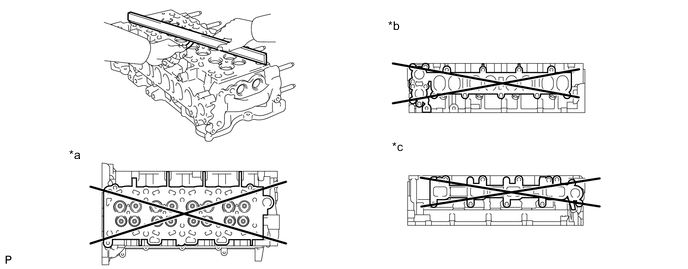
Номинальное коробление Параметр / Устройство Заданные условия Сторона блока цилиндров 0–0,05 мм (0–0,00197 дюйма) Со стороны впускного коллектора 0–0,08 мм (0–0,00315 дюйма) Со стороны выпускного коллектора 0–0,08 мм (0–0,00315 дюйма) Максимальное коробление Параметр / Устройство Заданные условия Сторона блока цилиндров 0,05 мм (0,00197 дюйма) Со стороны впускного коллектора 0,08 мм (0,00315 дюйма) Со стороны выпускного коллектора 0,08 мм (0,00315 дюйма) Если коробление превышает максимально допустимую величину, замените головку блока цилиндров в сборе.
-
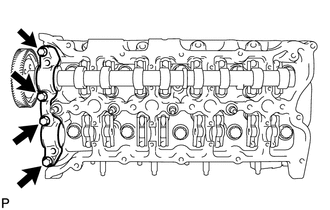
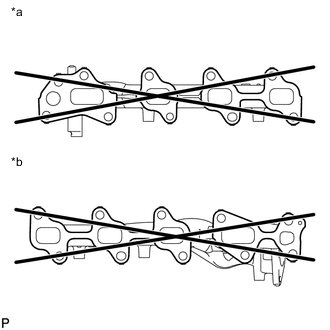
Обозначения на рисунке *a Со стороны блока цилиндров в сборе *b Сторона впускного коллектора *c Со стороны выпускного коллектора Методом цветной дефектоскопии проверьте впускные каналы, выпускные каналы и поверхность блока цилиндров на отсутствие трещин.
При наличии трещин замените головку блока цилиндров в сборе.
-
-
ПРОВЕРЬТЕ БОЛТ КРЕПЛЕНИЯ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
-
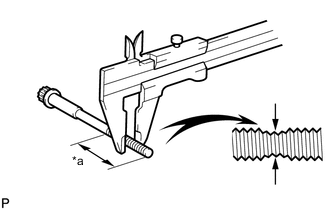
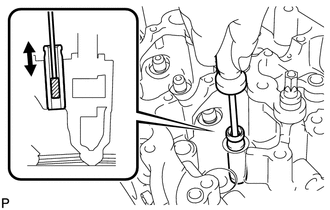
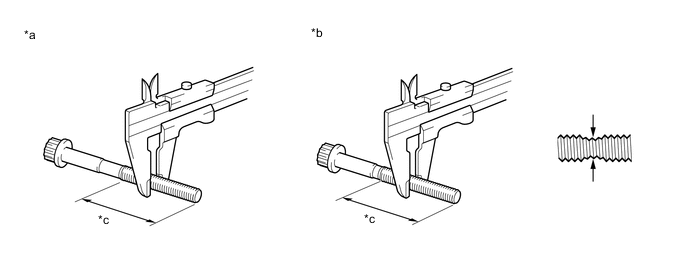
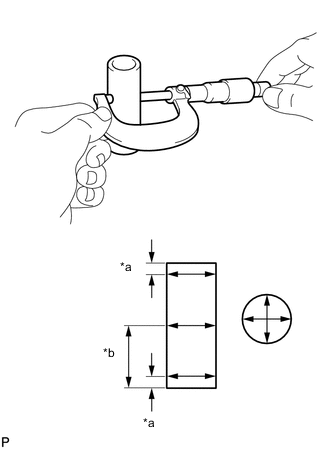
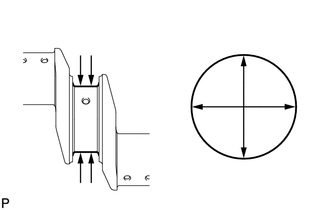
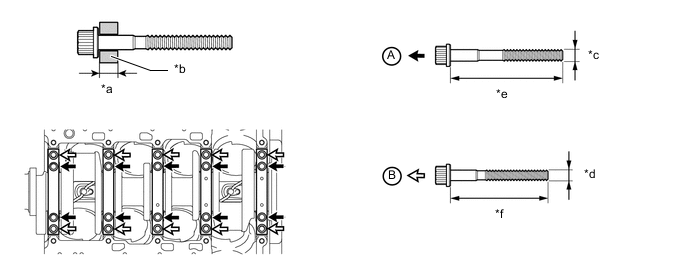
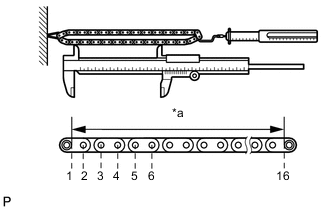
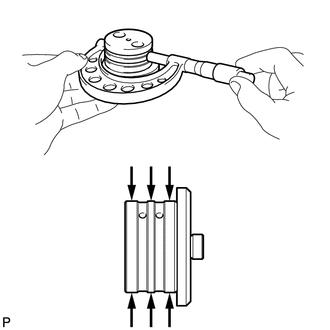
Обозначения на рисунке *a Диапазон измерений Штангенциркулем измерьте наружный диаметр резьбы болта головки блока цилиндров.
Номинальный диаметр 12,8–13,0 мм (0,504–0,512 дюйма) Минимально допустимый диаметр 12,5 мм (0,492 дюйма) Tech Tips
Если при осмотре не удалось найти чрезмерно тонкие участки, проверьте центральную часть болта головки блока цилиндров (см. рисунок) и найдите место с наименьшим диаметром.
Если диаметр меньше минимально допустимого, замените болт головки блока цилиндров.
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛОВ № 2 И № 3 (впускных клапанов)
-
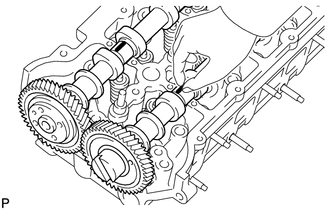
Установите крышку подшипника распредвала № 2 и крышку подшипника распредвала № 5 на головку блока цилиндров в сборе.
-
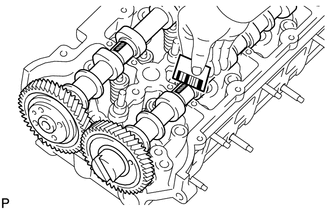
Установите распредвал № 2 и распредвал № 3 на головку блока цилиндров в сборе.
-
Временно закрепите крышки подшипников распредвала № 1 и № 4 вручную с помощью 4 болтов.
Note
Не поворачивайте распредвалы.
-
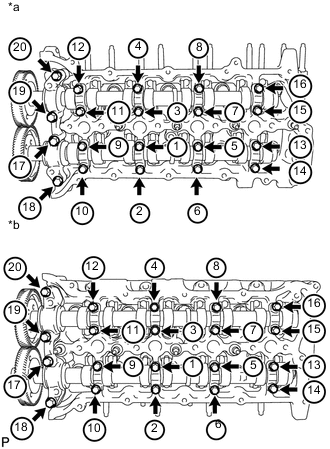
Установите крышки подшипника распредвала № 3.
-
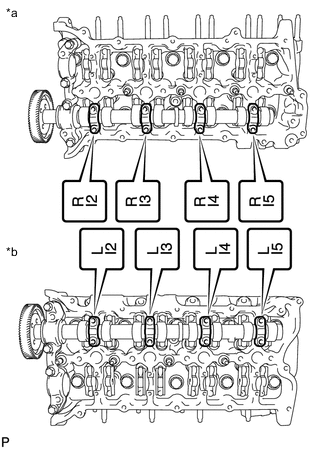
Обозначения на рисунке *a Правая сторона *b Левая сторона Проверьте метки и номера на крышках подшипников распредвала № 3 и установите их в правильное положение и в нужном направлении.
-
Временно затяните 16 болтов.
-
-
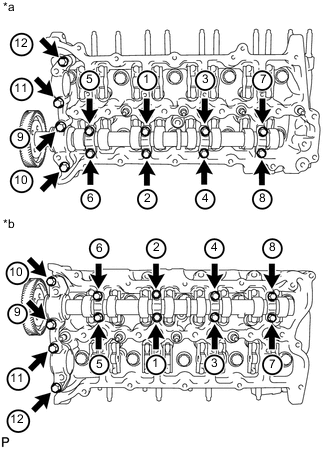
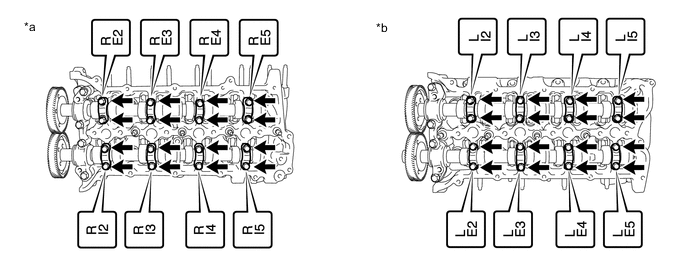
Обозначения на рисунке *a Правая сторона *b Левая сторона В несколько этапов равномерно затяните 24 болта в последовательности, показанной на рисунке.
- Torque:
- для болта с головкой 12 мм крышек подшипников распредвала № 1 и № 4
- 21 Н*м { 214 кгс*см, 15 фунт-сила-футов }
- для болта с головкой 10 мм крышки подшипника распредвала № 3
- 10 Н*м { 102 кгс*см, 7 фунт-сила-футов }
-
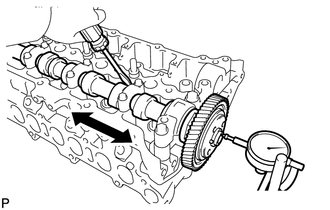
Смещая распредвал вперед и назад, индикатором часового типа измерьте осевой зазор распредвала.
Номинальный осевой зазор 0,035–0,160 мм (0,00138–0,00630 дюйма) Максимально допустимый осевой зазор 0,180 мм (0,00709 дюйма) Если осевой зазор превышает максимально допустимую величину, замените распредвал.
При необходимости замените головку блока цилиндров в сборе.
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛОВ № 1 И № 4 (выпускных клапанов)
-
Установите крышку подшипника распредвала № 2 и крышку подшипника распредвала № 5 на головку блока цилиндров в сборе.
-
Установите распредвал № 1 и распредвал № 4 на головку блока цилиндров в сборе.
-
Временно закрепите крышки подшипников распредвала № 1 и № 4 вручную с помощью 4 болтов.
Note
Не поворачивайте распредвал № 1 и распредвал № 4.
-
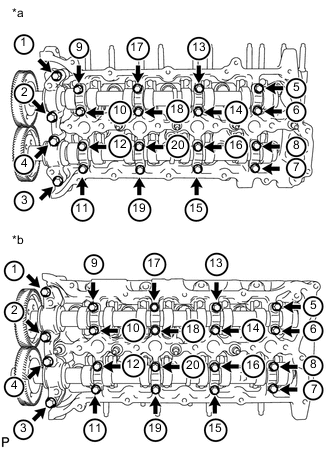
Установите крышки подшипника распредвала № 3.
-
Обозначения на рисунке *a Правая сторона *b Левая сторона Проверьте метки и номера на крышках подшипников распредвала № 3 и установите их в правильное положение и в нужном направлении.
-
Временно затяните 16 болтов.
-
-
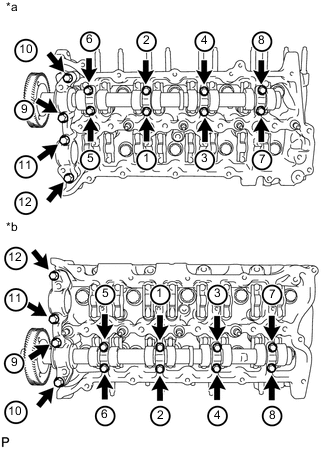
Обозначения на рисунке *a Правая сторона *b Левая сторона В несколько этапов равномерно затяните 24 болта в последовательности, показанной на рисунке.
- Torque:
- для болта с головкой 12 мм крышек подшипников распредвала № 1 и № 4
- 21 Н*м { 214 кгс*см, 15 фунт-сила-футов }
- для болта с головкой 10 мм крышки подшипника распредвала № 3
- 10 Н*м { 102 кгс*см, 7 фунт-сила-футов }
-
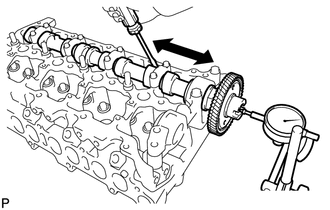
Смещая распредвал вперед и назад, индикатором часового типа измерьте осевой зазор распредвала.
Номинальный осевой зазор 0,035–0,160 мм (0,00138–0,00630 дюйма) Максимально допустимый осевой зазор 0,180 мм (0,00709 дюйма) Если осевой зазор превышает максимально допустимую величину, замените распредвалы.
При необходимости замените головку блока цилиндров в сборе.
-
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ
-
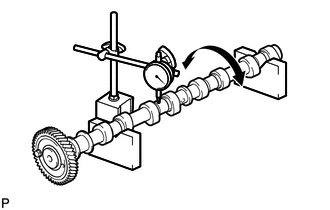
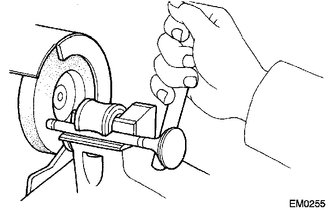
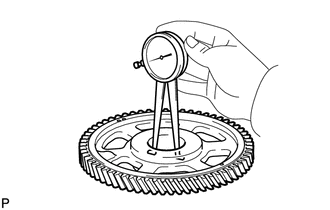
Проверьте распредвал на биение.
-
Установите распредвал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимально допустимое биение 0,03 мм (0,00118 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
-
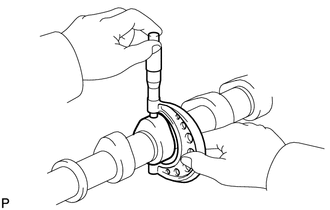
Проверьте рабочую высоту кулачков.
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота рабочей части кулачка Параметр / Устройство Заданные условия Распредвалы № 2 и № 3
(впускных клапанов)
37,277–37,387 мм (1,468–1,472 дюйма) Распредвалы № 1 и № 4
(выпускных клапанов)
38,324–38,434 мм (1,509–1,513 дюйма) Минимально допустимая высота рабочей части кулачка Параметр / Устройство Заданные условия Распредвалы № 2 и № 3
(впускных клапанов)
37,277 мм (1,468 дюйма) Распредвалы № 1 и № 4
(выпускных клапанов)
38,324 мм (1,509 дюйма) Если высота рабочей части кулачка меньше минимально допустимой, замените распредвал.
-
-
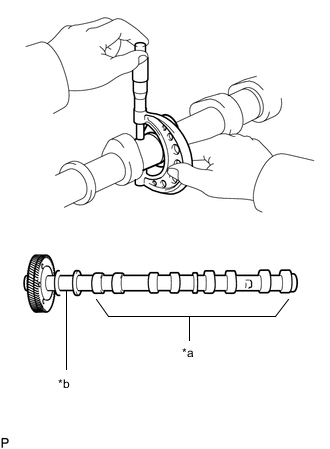
Обозначения на рисунке *a Для остальных шеек *b Шейка № 1 Проверьте диаметр шейки распредвала.
-
Микрометром измерьте диаметр шейки.
Номинальный диаметр шейки Параметр / Устройство Заданные условия Для шейки №1 29,969–29,985 мм (1,180–1,181 дюйма) Для остальных шеек 26,969–26,985 мм (1,0618–1,0624 дюйма) Если диаметр шейки не соответствует указанному, проверьте масляный зазор.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР РАСПРЕДВАЛА
-
Очистите крышки подшипников распредвала и шейки распредвала.
-
Установите распредвалы на головку блока цилиндров в сборе.
-
Поместите проволочки для измерения зазоров в осевом направлении на все шейки распределительного вала.
-
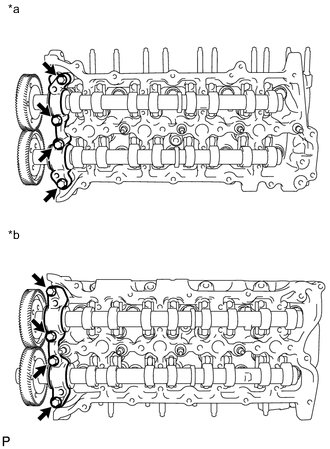
Обозначения на рисунке *a Правая сторона *b Левая сторона Временно закрепите крышку подшипника распредвала 4 болтами вручную.
Note
Не поворачивайте распредвалы.
-
Закрепите крышки подшипников распредвала № 3 16 болтами.
-
Проверьте метки и номера на крышках подшипников распредвала № 3 и установите их в правильное положение и в нужном направлении.
Обозначения на рисунке *a Правая сторона *b Левая сторона -
Временно затяните 16 болтов.
-
-
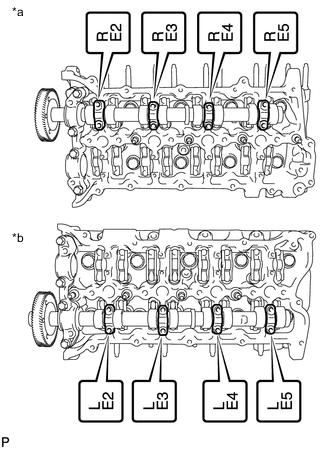
Обозначения на рисунке *a Правая сторона *b Левая сторона В несколько этапов равномерно затяните 20 болтов в последовательности, показанной на рисунке.
- Torque:
- для болта с головкой 12 мм крышек подшипников распредвала № 1 и № 4
- 21 Н*м { 214 кгс*см, 15 фунт-сила-футов }
- для болта с головкой 10 мм крышки подшипника распредвала № 3
- 10 Н*м { 102 кгс*см, 7 фунт-сила-футов }
-
Обозначения на рисунке *a Правая сторона *b Левая сторона Равномерно ослабьте и выверните 20 болта в последовательности, показанной на рисунке.
-
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,025–0,062 мм (0,000984–0,00244 дюйма) Максимальный допустимый масляный зазор 0,072 мм (0,00283 дюйма) Если масляный зазор превышает максимально допустимую величину, замените распредвал.
При необходимости замените головку блока цилиндров в сборе.
-
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
Снимите распредвалы.
-
-
ПРОВЕРЬТЕ РЫЧАГ ПРИВОДА КЛАПАНА В СБОРЕ
-
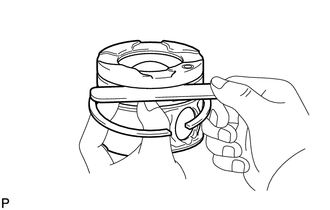
Проверните ролик рукой и проверьте, чтобы он вращался плавно.
Если ролик не вращается плавно, замените рычаг привода клапана в сборе.
-
-
ПРОВЕРЬТЕ МЕХАНИЗМ РЕГУЛИРОВКИ ЗАЗОРА В ПРИВОДЕ КЛАПАНА В СБОРЕ
Note
-
Не допускайте попадания в механизм регулировки грязи и посторонних частиц.
-
Используйте только чистое моторное масло.
-
Поместите механизм регулировки клапанного зазора в емкость, наполненную свежим моторным маслом.
-
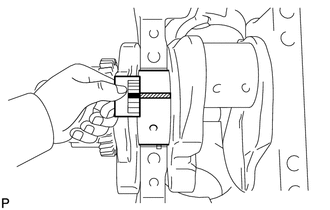
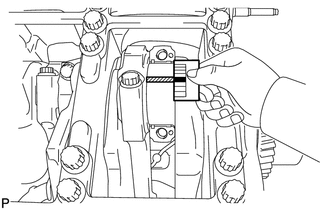
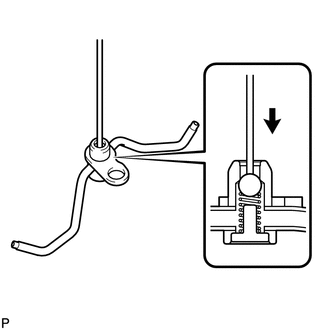
Вставьте наконечник SST в плунжер механизма регулировки зазора в приводе клапанов и отожмите вниз запорный шарик, расположенный внутри плунжера механизма регулировки зазора в приводе клапанов.
- SST
- 09276-75010
-
Прижав SST к механизму регулировки зазора в приводе клапанов в сборе, переместите плунжер механизма регулировки зазора в приводе клапанов вверх и вниз 5-6 раз.
-
Проверьте ход плунжера механизма регулировки зазора в приводе клапанов и выпустите воздух.
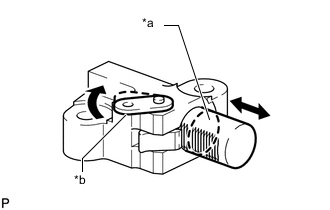
OK Плунжер механизма регулировки зазора в приводе клапанов перемещается вверх и вниз. Note
Выпуская воздух под высоким давлением из камеры сжатия, убедитесь, чтобы наконечник SST действительно прижимал запорный шарик, как показано на рисунке. Если запорный шарик не прижать, не будет стравливаться воздух.
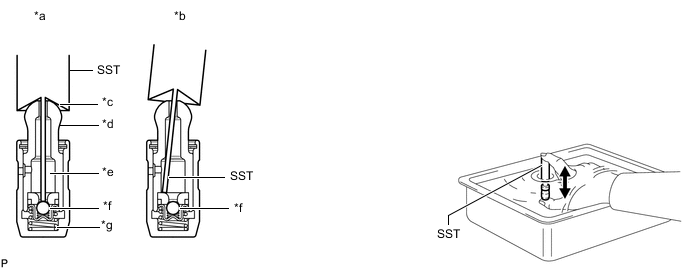
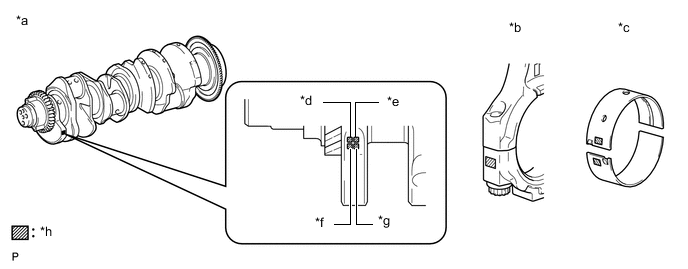
Обозначения на рисунке *a ПРАВИЛЬНО *b НЕПРАВИЛЬНО *c Конусная часть *d Плунжер *e Камера низкого давления *f Запорный шарик *g Камера высокого давления - - -
После выпуска воздуха извлеките SST. Затем попробуйте быстро и с усилием нажать на плунжер пальцем.
OK Можно нажать плунжер 3 раза. Если плунжер может и дальше сжиматься после трехкратного нажатия, замените механизм регулировки клапанного зазора.
-
-
ПРОВЕРЬТЕ ВНУТРЕННЮЮ ПРУЖИНУ СЖАТИЯ
-
Проверьте отклонение внутренней пружины сжатия.
-
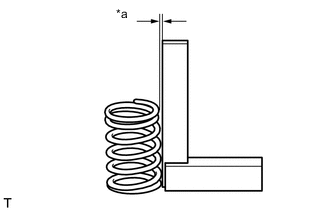
Обозначения на рисунке *a Отклонение С помощью стального уголка измерьте отклонение от перпендикулярности внутренней пружины сжатия.
Максимально допустимое отклонение 1,5 мм (0,0591 дюйма) Если отклонение превышает максимально допустимую величину, замените внутреннюю пружину сжатия.
-
-
Проверьте длину внутренней пружины сжатия в свободном состоянии.
-
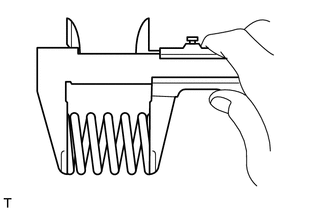
Штангенциркулем измерьте общую длину внутренней компрессионной пружины в свободном состоянии.
Номинальная длина в свободном состоянии 45,9 мм (1,81 дюйма) Если длина в свободном состоянии не соответствует номинальной, внутреннюю пружину сжатия следует заменить.
-
-
Проверьте натяжение внутренней пружины сжатия.
-
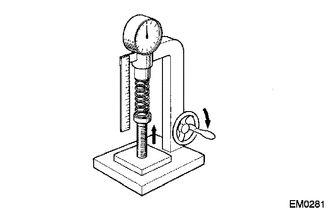
На специальном стенде измерьте усилие сжатия внутренней пружины сжатия при номинальной длине.
Натяжение после установки 219–242 Н (22–25 кгс, 49,2–54,4 фунт-силы) при 31,0 мм (1,22 дюйма) Если натяжение после установки не соответствует предписанной величине, внутреннюю пружину сжатия следует заменить.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
-
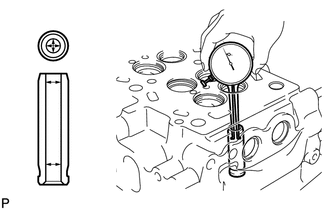
Нутромером измерьте внутренний диаметр направляющей втулки клапана.
Номинальный внутренний диаметр направляющей втулки клапана 6,01–6,03 мм (0,2366–0,2374 дюйма) -
Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки клапана.
Номинальный масляный зазор Параметр / Устройство Заданные условия На впуске 0,025-0,060 мм (0,000984-0,00236 дюйма) На выпуске 0,035-0,070 мм (0,00138-0,00276 дюйма) Максимальный допустимый масляный зазор Параметр / Устройство Заданные условия На впуске 0,120 мм (0,00472 дюйма) На выпуске 0,130 мм (0,00512 дюйма) Если масляный зазор превышает максимально допустимую величину, замените направляющую втулку клапана.
-
-
ОЧИСТИТЕ КЛАПАН
-
Удалите с тарелки клапана нагар скребком для удаления остатков прокладок.
Note
Не допускайте повреждения торца клапана.
-
Тщательно очистите клапан металлической щеткой.
-
-
ПРОВЕРЬТЕ КЛАПАН
-
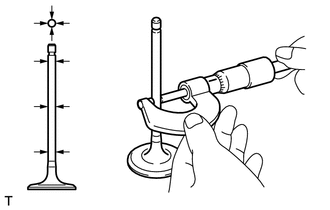
Проверьте диаметр штока клапана.
-
Микрометром измерьте диаметр штока клапана.
Номинальный диаметр штока клапана Параметр / Устройство Заданные условия На впуске 5,970–5,985 мм (0,2350–0,2356 дюйма) На выпуске 5,960–5,975 мм (0,2346–0,2352 дюйма)
-
-
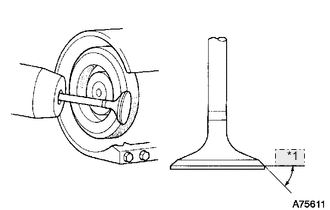
*1 45,5° Проверьте угол наклона рабочей фаски на тарелке клапана.
-
Прошлифуйте клапан, чтобы удалить раковины и нагар.
-
Убедитесь, что рабочая фаска на тарелке клапана имеет правильный угол наклона.
Номинальный угол наклона рабочей фаски тарелки клапана 45,5°
-
-
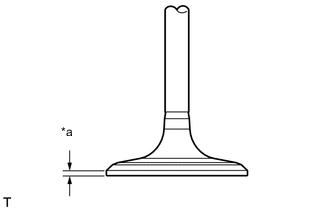
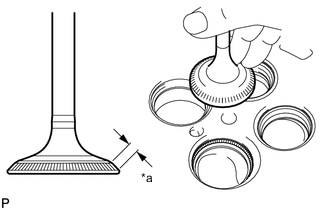
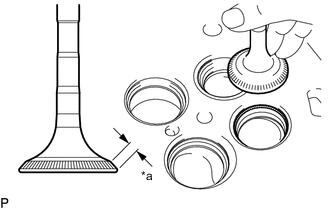
Обозначения на рисунке *a Предельно допустимая толщина: Проверьте предельно допустимую толщину кромки тарелки клапана.
-
Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки клапана.
Номинальная толщина кромки 1,0 мм (0,0394 дюйма) Минимальное расстояние от рабочей фаски до края тарелки клапана 0,5 мм (0,0197 дюйма) Если толщина кромки меньше минимально допустимой величины, замените клапан.
-
-
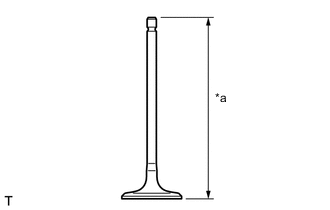
Обозначения на рисунке *a Полная длина Проверьте общую длину клапана.
-
Измерьте общую длину штангенциркулем.
Номинальная общая длина Параметр / Устройство Заданные условия На впуске 104,4 мм (4,11 дюйма) На выпуске 104,1 мм (4,10 дюйма) Минимально допустимая общая длина Параметр / Устройство Заданные условия На впуске 104,1 мм (4,10 дюйма) На выпуске 103,8 мм (4,09 дюйма) Если полная длина меньше минимально допустимой величины, замените клапан.
-
-
Проверьте торец штока клапана.
-
Проверьте степень износа верхнего торца штока клапана.
Note
При шлифовке не допускайте, чтобы общая длина клапана стала меньше минимально допустимой.
Если верхний торец клапана изношен, восстановите его форму шлифовкой или замените клапан.
-
-
-
ОЧИСТИТЕ СЕДЛО КЛАПАНА
-
Твердосплавной фрезой с углом заточки 45° обработайте поверхности седел клапанов.
Note
Соблюдайте осторожность, чтобы не повредить камеры сгорания и седла клапанов.
-
Очистите седла клапанов.
-
-
ПРОВЕРЬТЕ СЕДЛО ВПУСКНОГО КЛАПАНА
-
Обозначения на рисунке *a Ширина Нанесите тонкий слой берлинской лазури на торец клапана.
-
Слегка прижмите рабочую поверхность впускного клапана к его седлу.
Note
Не вращайте клапан, прижимая его.
-
Проверьте прилегание рабочей поверхности впускного клапана к поверхности его седла.
-
Убедитесь в том, что контактные поверхности седла и торца впускного клапана соприкасаются в своих средних частях, а ширина зоны контакта составляет 1,0-1,4 мм (0,0394-0,0551 дюйма).
Если условие контакта поверхностей нарушается, отшлифуйте поверхность седла впускного клапана.
-
Убедитесь в том, что контакт седла и рабочей поверхности впускного клапана равномерно распределен по всей поверхности седла клапана.
Если условие контакта поверхностей нарушается, отшлифуйте поверхность седла впускного клапана.
-
-
-
ПРОВЕРЬТЕ СЕДЛО ВЫПУСКНОГО КЛАПАНА
-
Обозначения на рисунке *a Ширина Нанесите тонкий слой берлинской лазури на торец клапана.
-
Слегка прижмите рабочую поверхность выпускного клапана к его седлу.
Note
Не вращайте клапан, прижимая его.
-
Проверьте прилегание рабочей поверхности выпускного клапана к его седлу.
-
Убедитесь в том, что контактные поверхности седла и торца выпускного клапана соприкасаются в своих средних частях, а ширина зоны контакта составляет 1,0-1,4 мм (0,0394-0,0551 дюйма).
Если условие контакта поверхностей нарушается, отшлифуйте поверхность седла выпускного клапана.
-
Убедитесь в том, что контакт седла и рабочей поверхности впускного клапана равномерно распределен по всей поверхности седла клапана.
Если условие контакта поверхностей нарушается, отшлифуйте поверхность седла выпускного клапана.
-
-
-
ОСМОТРИТЕ БЛОК ЦИЛИНДРОВ В СБОРЕ
-
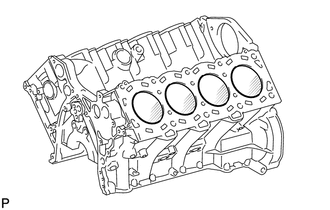
Проверьте, нет ли на цилиндре вертикальных царапин.
При необходимости замените блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ ПЛОСКОСТНОСТЬ БЛОКА ЦИЛИНДРОВ
-
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте величину коробления контактных поверхностей между головкой блока цилиндров и прокладками головки блока цилиндров.
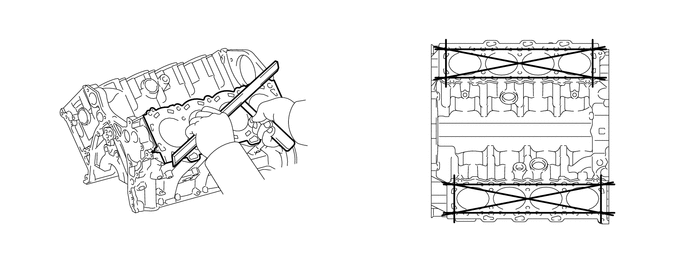
Максимально допустимая величина коробления 0,05 мм (0,00197 дюйма) Если коробление превышает максимально допустимую величину, замените блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ БОЛТ ШАТУНА
-
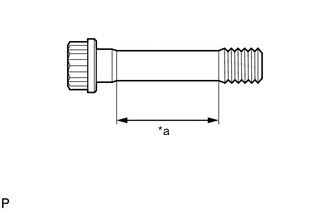
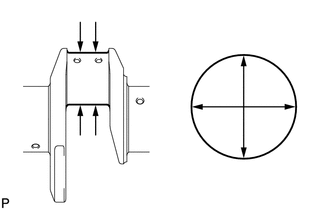
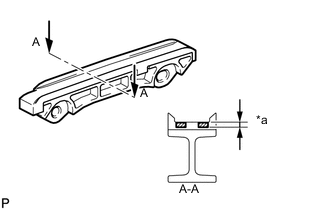
Обозначения на рисунке *a Диапазон измерений С помощью штангенциркуля измерьте диаметр напряженной части болта шатуна.
Номинальный диаметр 8,7-8,8 мм (0,343-0,346 дюйма) Минимально допустимый диаметр 8,5 мм (0,335 дюйма) Если диаметр меньше минимально допустимого, замените болт шатуна.
-
-
ПРОВЕРЬТЕ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА
-
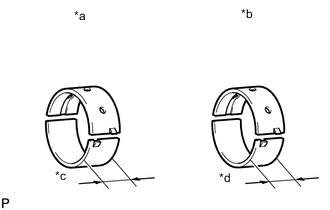
Штангенциркулем измерьте наружный диаметр резьбы болтов A и B.
Длина болта Параметр / Устройство Заданные условия Болт A 106 мм (4,17 дюйма) Болт B 90,5 мм (3,56 дюйма) Диапазон измерений Параметр / Устройство Заданные условия Болт A 73 мм (2,87 дюйма) Болт B 63 мм (2,48 дюйма) Номинальный диаметр Для болта A 10,8–11,0 мм (0,425–0,433 дюйма) Для болта B 9,8–10,0 мм (0,386–0,394 дюйма) Минимально допустимый диаметр Для болта A 10,5 мм (0,413 дюйма) Для болта B 9,5 мм (0,374 дюйма) Обозначения на рисунке *a Болт A *b Болт B *c Диапазон измерений Tech Tips
Если при осмотре не удалось найти чрезмерно тонкие участки, проверьте центральную часть болта крышки подшипника коленчатого вала (см. рисунок) и найдите место с наименьшим диаметром.
Если диаметр меньше минимально допустимого, замените болт крышки подшипника коленчатого вала.
-
-
УСТАНОВИТЕ ПОРШЕНЬ С ПАЛЬЦЕМ В СБОРЕ
-
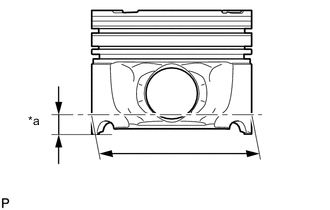
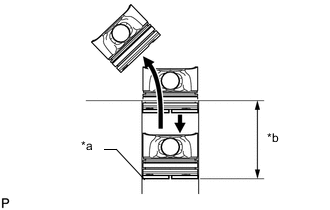
Обозначения на рисунке *a Точка измерения Микрометром измерьте диаметр поршня под прямым углом к осевой линии поршневого пальца на расстоянии 12 мм (0,472 дюйма) от юбки поршня.
Номинальный диаметр поршня 85,932–85,966 мм (3,383–3,384 дюйма) Минимально допустимый диаметр поршня 85,910 мм (3,382 дюйма) Если диаметр меньше минимально допустимого, замените поршень с пальцем в сборе.
-
-
ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР
-
С помощью нутромера измерьте диаметр отверстия под цилиндр в точках А, В и С в осевом и радиальном направлениях.
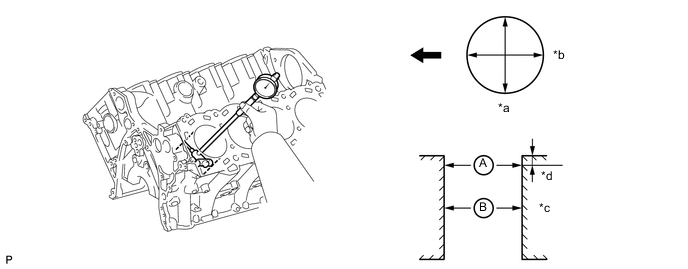
Номинальный диаметр 86,000-86,013 мм (3,3858-3,3863 дюйма) Максимальный диаметр 86,03 мм (3,3870 дюйма) Обозначения на рисунке *a Направление тяги *b Осевое направление *c Центр *d 10 мм (0,394 дюйма) 
Передняя сторона двигателя Если диаметр превышает максимально допустимую величину, замените блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ
-
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
Номинальный масляный зазор 0,034–0,081 мм (0,00134–0,00319 дюйма) Максимальный допустимый масляный зазор 0,091 мм (0,00358 дюйма) Если масляный зазор поршня превышает максимально допустимый, замените все 8 поршней. При необходимости замените блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА
-
Проверьте все отметки на поршне, поршневом пальце и шатуне.
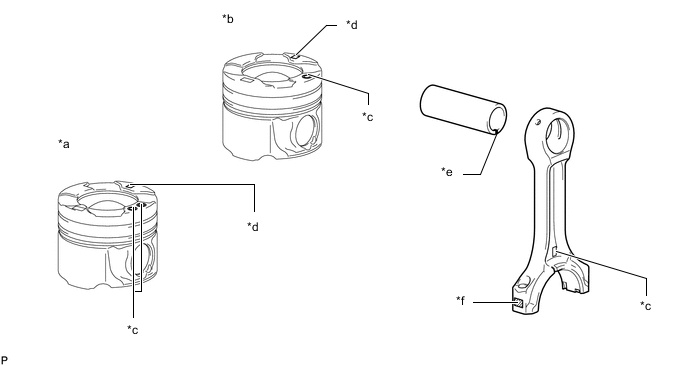
Обозначения на рисунке *a Правая сторона *b Левая сторона *c Метка передней стороны *d Метка внутреннего диаметра отверстия для поршневого пальца *e Метка, нанесенная краской *f Метка внутреннего диаметра втулки шатуна -

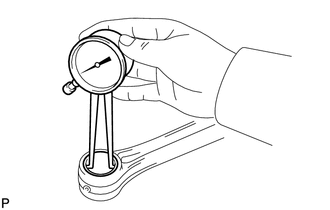
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр отверстия под поршневой палец.
Номинальный внутренний диаметр отверстия под поршневой палец Метка Заданные условия А 29,009–29,013 мм (1,1421–1,1422 дюйма) B 29,013–29,017 мм (1,1422–1,1424 дюйма) C 29,017–29,021 мм (1,1424–1,1426 дюйма) -
Обозначения на рисунке *a 5 мм (0,197 дюйма) *b 34,5 мм (1,36 дюйма) Микрометром измерьте диаметр поршневого пальца.
Номинальный диаметр поршневого пальца Метка Цвет красочного покрытия Заданные условия А Белый 29,000–29,004 мм (1,1417–1,1419 дюйма) B Розовый 29,004–29,008 мм (1,1419–1,1420 дюйма) C Синий 29,008–29,012 мм (1,1420–1,1422 дюйма) -
Вычтите из измеренного диаметра отверстия под поршневой палец измеренный диаметр поршневого пальца.
Номинальный масляный зазор 0,005–0,013 мм (0,000197–0,000512дюйма) Максимальный допустимый масляный зазор 0,018 мм (0,000709 дюйма) Если масляный зазор превышает максимально допустимую величину, замените поршень и комплекте с поршневым пальцем.
-
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки шатуна.
Номинальный внутренний диаметр втулки Метка Заданные условия А 29,019–29,023 мм (1,1425–1,1426 дюйма) B 29,023–29,027 мм (1,1426–1,1428 дюйма) C 29,027–29,031 мм (1,1428–1,1430 дюйма) -
Вычтите из измеренного диаметра поршневого пальца измеренный внутренний диаметр втулки шатуна.
Номинальный масляный зазор 0,015–0,023 мм (0,000591–0,000906 дюйма) Максимальный допустимый масляный зазор 0,028 мм (0,00110 дюйма) Если масляный зазор превышает максимально допустимую величину, замените шатун в комплекте с поршневым пальцем.
-
-
ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА
-
С помощью комплекта плоских щупов измерьте зазор между новым поршневым кольцом и стенкой канавки кольца.
Номинальный зазор канавки поршневого кольца Параметр Заданные условия Компрессионное кольцо № 1 0,11–0,15 мм (0,00433–0,00591 дюйма) Компрессионное кольцо № 2 0,08–0,12 мм (0,00315–0,00472 дюйма) Маслосъемное кольцо 0,03 - 0,07 мм (0,00118 - 0,00276 дюйма) Если зазор не соответствует указанному значению, замените поршень.
-
-
ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА
-
Обозначения на рисунке *a Поршневое кольцо *b 60 мм (2,36 дюйма) Вставьте поршневое кольцо в цилиндр.
-
С помощью поршня протолкните поршневое кольцо так, чтобы оно слегка выступало за нижний предел хода кольца, на расстоянии 60 мм (2,36 дюйма) от верхней части блока цилиндров.
-
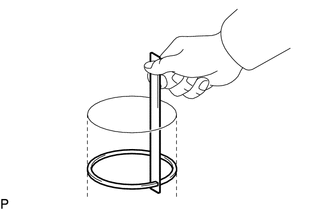
С помощью комплекта плоских щупов измерьте зазор разреза поршневого кольца.
Номинальный зазор разреза Параметр / Устройство Номинальное значение Компрессионное кольцо № 1 0,20–0,30 мм (0,00787–0,0118 дюйма) Компрессионное кольцо № 2 0,47-0,62 мм (0,0185-0,0244 дюйма) Маслосъемное кольцо 0,10 - 0,40 мм (0,00394 - 0,0157 дюйма) Максимальный зазор разреза Параметр / Устройство Номинальное значение Компрессионное кольцо № 1 0,40 мм (0,0157 дюйма) Компрессионное кольцо № 2 0,75 мм (0,0295 дюйма) Маслосъемное кольцо 0,50 мм (0,0197 дюйма) Если зазор разреза поршневого кольца превышает максимально допустимую величину, замените поршневое кольцо. Если зазор разреза поршневого кольца превышает максимально допустимую величину даже после установки нового поршневого кольца, замените блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ ШАТУН В СБОРЕ
-
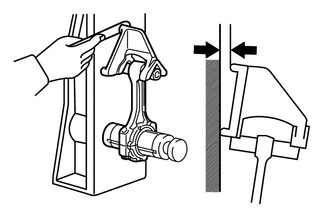
Проверьте центровку шатуна с помощью устройства для проверки кривизны шатуна и комплекта плоских щупов.
-
Проверьте наличие изгибов.
Максимально допустимый изгиб 0,07 мм (0,00276 дюйма) на 100 мм (3,94 дюйма) Если изгиб превышает максимально допустимое значение, замените шатун в сборе.
-
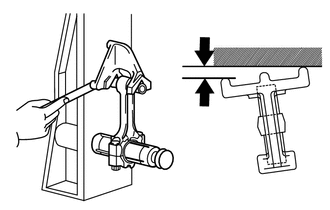
Убедитесь в отсутствии скручивания.
Максимально допустимое скручивание 0,15 мм (0,00591 дюйма) на 100 мм (3,94 дюйма) Если скручивание превышает максимально допустимое значение, замените шатун в сборе.
-
-
-
ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ
-
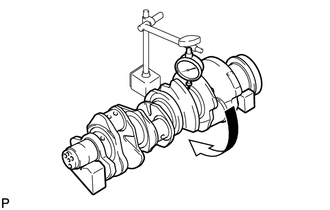
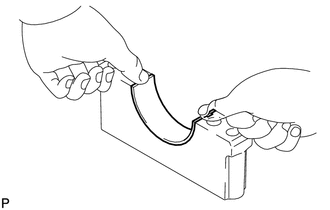
С помощью индикатора часового типа и V-образных призм измерьте биение, как показано на рисунке.
Максимальное радиальное биение 0,04 мм (0,00157 дюйма) Если радиальное биение превышает максимально допустимую величину, замените коленчатый вал.
-
Микрометром измерьте диаметр каждой коренной шейки.
Номинальный диаметр 74,982–75,000 мм (2,9520–2,9527 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
-
Для каждой коренной шейки проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,01 мм (0,000394 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
С помощью микрометра измерьте диаметр каждой шатунной шейки.
Номинальный диаметр 54,982–55,000 мм (2,1646–2,1653 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
-
Для каждого штифта коленчатого вала проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,01 мм (0,000394 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
Tech Tips
Коренные подшипники имеют ширину 20,5 мм (0,807 дюйма) или 22,5 мм (0,886 дюйма).
Номинальная ширина подшипников Параметр / Устройство Заданные условия Подшипники шеек № 1 и 5 22,5 мм (0,886 дюйма) Подшипники шеек № 2, 3 и 4 20,5 мм (0,807 дюйма) Обозначения на рисунке *a Подшипники шеек № 1 и 5 *b №. 2 , № 3 и № 5 - подшипники шеек *c 22,5 мм (0,886 дюйма) *d 20,5 мм (0,807 дюйма)
-
Очистите все коренные шейки и подшипники коленчатого вала.
-
Совместите выступ подшипника с канавкой под выступ блока цилиндров и установите на место 5 верхних подшипников.
Note
-
Не допускайте попадания моторного масла на подшипники и контактные поверхности.
-
Не допускайте попадания охлаждающей жидкости на внутреннюю поверхность подшипника. Если это произошло, замените подшипник.
-
Через отверстия масляных каналов в подшипнике должны быть видны обе стороны смазочной канавки в блоке цилиндров. Длины канавки, видимые через отверстие с обеих сторон, должны быть одинаковыми.
-
-
Совместите выступ подшипника с канавкой под выступ в крышке коренного подшипника коленчатого вала и установите на место 5 нижних подшипников.
Note
-
Не допускайте попадания моторного масла на подшипники и контактные поверхности.
-
Не допускайте попадания охлаждающей жидкости на внутреннюю поверхность подшипника.
Если это произошло, замените подшипник.
Tech Tips
Номер, указанный на крышке каждого коренного подшипника, обозначает позицию установки.
-
-
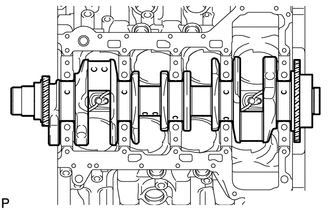
Установите коленчатый вал в блок цилиндров.
-
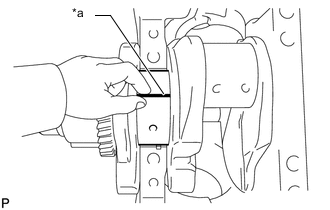
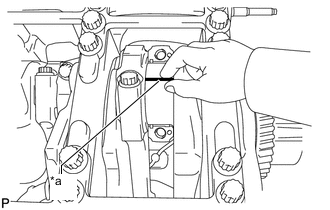
Обозначения на рисунке *a Сминаемый пластмассовый калибр Plastigage На каждую шейку положите сминаемый пластичный калибр (Plastigage).
-
Обозначения на рисунке *a Вперед Проверьте метки и номера, расположенные спереди, после чего установите крышки подшипников коленчатого вала на блок цилиндров.
Note
Не проворачивайте коленчатый вал.
-
Нанесите тонкий слой моторного масла на резьбу болтов крышек подшипников коленчатого вала.
-
Временно вверните болты крышек подшипников коленчатого вала A и B.
Обозначения на рисунке *a 8 мм (0,315 дюйма) *b Дистанционная шайба *c 11 мм (0,433 дюйма) *d 10 мм (0,394 дюйма) *e 106 мм (4,17 дюйма) *f 90,5 мм (3,56 дюйма) Tech Tips
Вместо ребер жесткости блока цилиндров установите на болты крышек подшипников коленчатого вала распорные втулки толщиной 8 мм (0,315 дюйма).
-
Равномерно затяните 2 болта каждой крышки подшипника коленчатого вала в несколько приемов, чтобы обеспечить надлежащую посадку.
Note
Не подбивайте крышку подшипника молотком с пластмассовым покрытием.
-
Выверните болты крышек подшипников коленчатого вала и снимите распорные втулки.
-
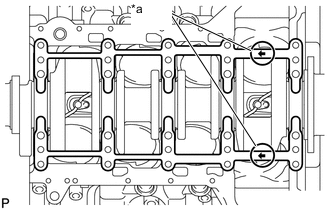
Обозначения на рисунке *a Метка передней стороны Установите 2 ребра жесткости блока цилиндров на блок цилиндров в сборе.
Tech Tips
Убедитесь, что стрелки на ребрах жесткости блока цилиндров направлены к передней стороне двигателя.
-
Шаг 1:
Tech Tips
-
Болты крышек подшипников коленчатого вала затягиваются в 3 последовательных этапа.
-
Если какой-либо болт крышки подшипника коленчатого вала поврежден или деформирован, замените его.
-
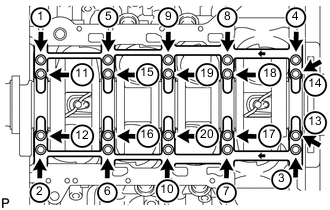
Нанесите тонкий слой моторного масла на резьбу и под головки 20 болтов крышек подшипников коленчатого вала.
-
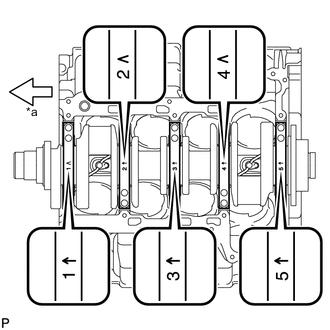
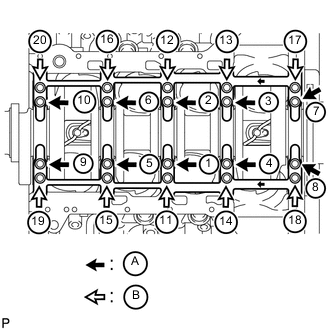
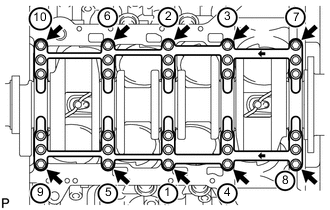
Вверните 20 болтов крышек подшипников коленчатого вала. В несколько приемов равномерно затяните болты крышек подшипников коленчатого вала в последовательности, показанной на рисунке.
- Torque:
- Для болта A
- 35 Н*м { 357 кгс*см, 26 фунт-сила-футов }
- для болта B
- 60 Н*м { 612 кгс*см, 44 фунт-сила-фута }
-
-
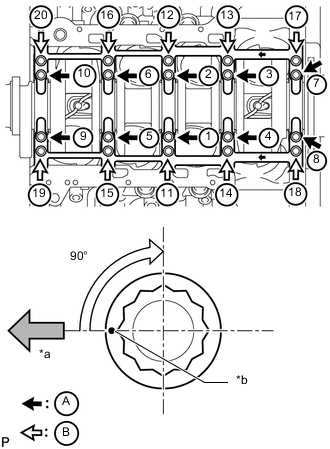
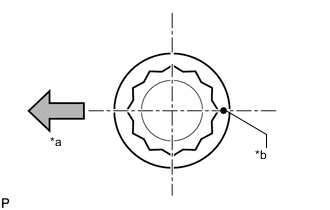
Обозначения на рисунке *a Вперед *b Метка, нанесенная краской Шаг 2:
-
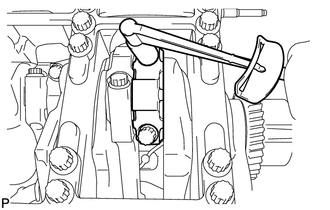
Краской отметьте переднюю сторону болтов A и B крышек подшипников коленчатого вала.
-
Затяните болты A и B крышек подшипников коленчатого вала на 90° в порядке, показанном на рисунке.
-
-
Обозначения на рисунке *a Вперед *b Метка, нанесенная краской Шаг 3:
-
Затяните болты A крышек подшипников коленчатого вала еще на 90° в порядке, показанном на рисунке.
-
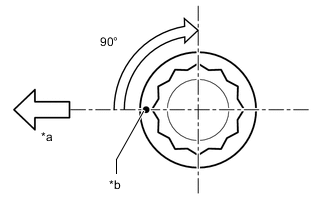
Обозначения на рисунке *a Вперед *b Метка, нанесенная краской Убедитесь, что нанесенные краской метки болтов крышек подшипников коленчатого вала развернуты на 180° относительно направления вперед.
-
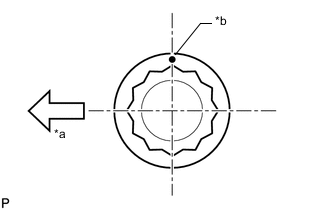
Обозначения на рисунке *a Вперед *b Метка, нанесенная краской Убедитесь, что нанесенные краской метки болтов B крышек подшипников коленчатого вала развернуты на 90° относительно направления вперед.
Note
Не проворачивайте коленчатый вал.
-
-
Шаг 4:
-
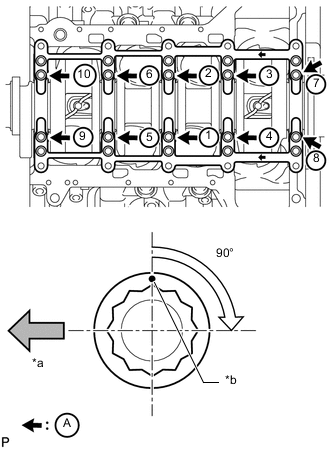
В несколько приемов равномерно затяните 10 болтов крышек подшипников коленчатого вала в последовательности, показанной на рисунке.
- Torque:
- 56 Н*м { 571 кгс*см, 41 фунт-сила-фут }
-
-
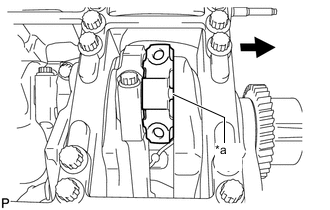
Снимите крышки подшипников коленчатого вала.
-
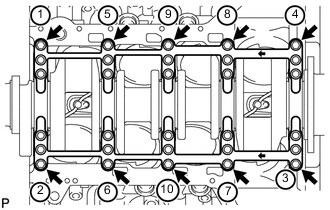
Шаг 1:
В несколько приемов равномерно ослабьте затяжку и выверните 10 болтов крышек подшипников коленчатого вала в последовательности, показанной на рисунке.
-
Шаг 2:
В несколько приемов равномерно ослабьте затяжку и выверните 20 болтов крышек подшипников коленчатого вала в последовательности, показанной на рисунке.
-
-
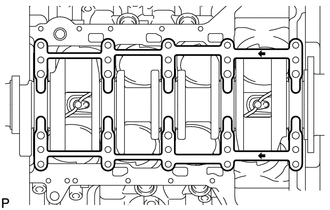
Снимите 2 ребра жесткости блока цилиндров.
-
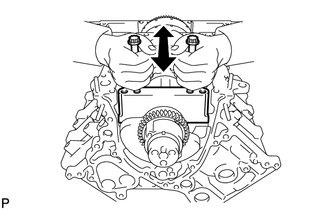
С помощью 2 установочных болтов крышек подшипников коленчатого вала снимите 5 крышек подшипников коленчатого вала.
Note
Соблюдайте осторожность, чтобы не повредить контактные поверхности крышки подшипника коленчатого вала и блока цилиндров в сборе.
-
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор Параметр / Устройство Заданные условия Шейки № 1 и 3 0,020–0,038 мм (0,000787–0,00150 дюйма) Шейки № 2, 4 и 5 0,032–0,050 мм (0,00126–0,00197 дюйма) Максимально допустимый зазор Параметр / Устройство Заданные условия Шейки № 1 и 3 0,048 мм (0,00189 дюйма) Шейки № 2, 4 и 5 0,060 мм (0,00236 дюйма) Если масляный зазор превышает максимально допустимый, используйте подшипник большого размера и скорректируйте или перешлифуйте коленчатый вал таким образом, чтобы масляный зазор соответствовал указанному в следующей таблице.
Масляный зазор (используйте подшипник большого размера) Параметр / Устройство Заданные условия Шейки № 1 и 3 0,021–0,061 мм (0,000827–0,00240 дюйма) Шейки № 2, 4 и 5 0,033–0,073 мм (0,00130–0,00287 дюйма) Tech Tips
Обязательно заменяйте верхние и нижние коренные подшипники в комплекте.
-
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
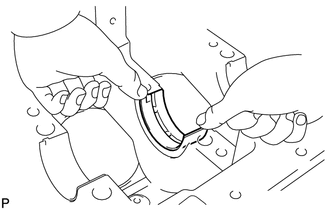
При замене подшипника коленчатого вала устанавливайте подшипник с таким же номером. Если не удается определить номер подшипника коленчатого вала, выберите соответствующий номер подшипника коленчатого вала, сложив номера, указанные на блоке цилиндров и коленчатом вале. Существует 7 стандартных типоразмеров подшипников коленчатого вала, имеющих маркировку "1", "2", "3", "4", "5", "6" и "7".
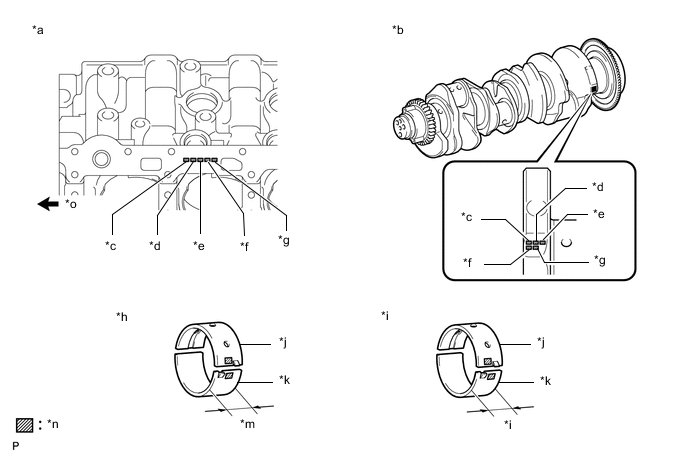
Обозначения на рисунке *a Блок цилиндров в сборе *b Коленчатый вал *c № 1 *d № 2 *e № 3 *f № 4 *g № 5 *h Подшипники шеек № 1 и 5 *i Подшипники шеек № 2, 3 и 4 *j Вверх *k Нижняя сторона *l 20,5 мм (0,807 дюйма) *m 22,5 мм (0,886 дюйма) *n Метка с номером *o Вперед ПРИМЕР
Диаметр коренной шейки блока цилиндров "1" (A) + диаметр коренной шейки коленчатого вала "2" (B) = суммарный номер 3 (используйте подшипник "3" (C))
№ 1–5 на блоке цилиндров Блок цилиндров (A) Коленчатый вал (B) Используемый подшипник (C) "1" "0" "1" "1" "2" "2" "3" "3" "4" "4" "5" "2" "0" "2" "1" "3" "2" "4" "3" "5" "4" "6" "3" "0" "3" "1" "4" "2" "5" "3" "6" "4" "7" Номинальный диаметр гнезда подшипника коренной шейки коленчатого вала в головке блока цилиндров (A) Параметр / Устройство Метка Заданные условия Шейки № 1 и 3 "1" 79,000–79,006 мм (3,11023–3,11047 дюйма) "2" Более 79,006–79,012 мм (более 3,11047–3,11070 дюйма) "3" Более 79,012–79,018 мм (более 3,11070–3,11094 дюйма) Шейки № 2, 4 и 5 "1" 79,000–79,006 мм (3,11023–3,11047 дюйма) "2" Более 79,006–79,012 мм (более 3,11047–3,11070 дюйма) "3" Более 79,012–79,018 мм (более 3,11070–3,11094 дюйма) Номинальный диаметр коренной шейки коленчатого вала (B) Параметр / Устройство Метка Заданные условия Шейки № 1 и 3 "2" Более 74,994–75,000 мм (более 2,95251–2,95275 дюйма) "3" Более 74,988–74,994 мм (более 2,95228–2,95251 дюйма) "4" 74,982–74,988 мм (2,95204–2,95228 дюйма) Шейки № 2, 4 и 5 "0" Более 74,994–75,000 мм (более 2,95251–2,95275 дюйма) "1" Более 74,988–74,994 мм (более 2,95288–2,95251 дюйма) "2" 74,982–74,988 мм (2,95204–2,95228 дюйма) Номинальная толщина центральной стенки подшипника коленчатого вала (C) Параметр / Устройство Метка Заданные условия
(для верхнего подшипника)
Заданные условия
(для нижнего подшипника)
Подшипники шеек № 1 и 5 "1" Более 1,987–1,990 мм (более 0,07823–0,07835 дюйма) Более 1,975–1,978 мм (более 0,07776–0,07787 дюйма) "2" Более 1,990–1,993 мм (более 0,07835–0,07846 дюйма) Более 1,978–1,981 мм (более 0,07787–0,07799 дюйма) "3" Более 1,993–1,996 мм (более 0,07846–0,07858 дюйма) Более 1,981–1,984 мм (более 0,07799–0,07811 дюйма) "4" Более 1,996–1,999 мм (более 0,07858–0,07870 дюйма) Более 1,984-1,987 мм (более 0,07811-0,07823 дюйма) "5" Более 1,999-2,002 мм (более 0,07870-0,07882 дюйма) Более 1,987–1,990 мм (более 0,07823–0,07835 дюйма) "6" Более 2,002–2,005 мм (более 0,07882–0,07894 дюйма) Более 1,990–1,993 мм (более 0,07835–0,07846 дюйма) "7" Более 2,005–2,008 мм (более 0,07894–0,07905 дюйма) Более 1,993–1,996 мм (более 0,07846–0,07858 дюйма) Подшипники шеек № 2, 3 и 4 "1" Более 1,975–1,978 мм (более 0,07776–0,07787 дюйма) Более 1,987–1,990 мм (более 0,07823–0,07835 дюйма) "2" Более 1,978–1,981 мм (более 0,07787–0,07799 дюйма) Более 1,990–1,993 мм (более 0,07835–0,07846 дюйма) "3" Более 1,981–1,984 мм (более 0,07799–0,07811 дюйма) Более 1,993–1,996 мм (более 0,07846–0,07858 дюйма) "4" Более 1,984-1,987 мм (более 0,07811-0,07823 дюйма) Более 1,996–1,999 мм (более 0,07858–0,07870 дюйма) "5" Более 1,987–1,990 мм (более 0,07823–0,07835 дюйма) Более 1,999-2,002 мм (более 0,07870-0,07882 дюйма) "6" Более 1,990–1,993 мм (более 0,07835–0,07846 дюйма) Более 2,002–2,005 мм (более 0,07882–0,07894 дюйма) "7" Более 1,993–1,996 мм (более 0,07846–0,07858 дюйма) Более 2,005–2,008 мм (более 0,07894–0,07905 дюйма)
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР ШАТУНА
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ШАТУНА
-
Установите подшипник коленчатого вала (см. стр. Click here).
-
Установите коленчатый вал (см. стр. Click here).
-
Обозначения на рисунке *a Сминаемый пластмассовый калибр Plastigage Оберните полоску сминаемого пластичного калибра Plastigage вокруг штифта коленчатого вала.
-
Обозначения на рисунке *a Выступание Вперед Установите крышку шатуна таким образом, чтобы ее выступ был направлен в правильном направлении.
Note
На каждый шатун следует установить крышку с соответствующим номером.
-
Нанесите тонкий слой моторного масла на резьбу болтов крышки шатуна.
-
Шаг 1:
Tech Tips
-
Болты крышки подшипника шатуна затягиваются в 2 последовательных этапа.
-
Если какой-либо болт крышки подшипника шатуна поврежден или деформирован, замените его.
-
Установите и поочередно в несколько этапов затяните болты крышек шатунов.
- Torque:
- 35 Н*м { 357 кгс*см, 26 фунт-сила-футов }
-
-
Обозначения на рисунке *a Вперед *b Метка, нанесенная краской Шаг 2:
-
Краской отметьте переднюю сторону каждого болта крышки шатуна.
-
Затяните болты крышки подшипника на шаге 1 на угол 90°.
-
-
Выверните 2 болта, снимите крышку шатуна и нижний подшипник.
-
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,024–0,042 мм (0,000945–0,00165 дюйма) Максимальный допустимый масляный зазор 0,052 мм (0,00205 дюйма) Если масляный зазор превышает максимально допустимую величину, замените подшипники шатуна. При необходимости замените коленчатый вал.
-
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
Для замены используйте подшипник шатуна, номер которого совпадает с номером, указанным на шатуне. Существует 5 стандартных типоразмеров подшипников шатунов, маркируемых "1", "2", "3", "4" и "5" соответственно.
Обозначения на рисунке *a Коленчатый вал *b Шатун *c Подшипник шатуна *d № 1 и № 2 *e № 3 и № 4 *f № 5 и № 6 *g № 7 и № 8 *h Метка с номером Выберите нужный подшипник шатуна, сложив номера, указанные на шатуне и коленчатом вале.
ПРИМЕР
Шатун "1" (A) + шатунная шейка "2" (B) = суммарный номер 3 (используйте подшипник "3" (C))
Номинальный внутренний диаметр большого конца шатуна (A) Метка Заданные условия "1" 58,000–58,006 мм (2,28346–2,28370 дюйма) "2" Более 58,006–58,012 мм (более 2,28370–2,28393 дюйма) "3" Более 58,012–58,018 мм (более 2,28393–2,28417 дюйма) Номинальный диаметр шатунной шейки коленчатого вала (B) Метка Заданные условия "0" Более 54,994–55,000 мм (более 2,16511–2,16535 дюйма) "1" Более 54,988–54,994 мм (более 2,16488–2,16511 дюйма) "2" 54,982–54,988 мм (2,16464–2,16488 дюйма) Номинальная толщина центральной стенки подшипника (C) Метка Заданные условия "1" Более 1,485–1,488 мм (более 0,05846–0,05858 дюйма) "2" Более 1,488–1,491 мм (более 0,05858–0,05870 дюйма) "3" Более 1,491–1,494 мм (более 0,05870–0,05882 дюйма) "4" Более 1,494–1,497 мм (более 0,05882–0,05894 дюйма) "5" Более 1,497–1,500 мм (более 0,05894–0,05910 дюйма) -
Снимите коленчатый вал (см. стр. Click here).
-
Снимите подшипник коленчатого вала.
-
-
ПРОВЕРЬТЕ ЦЕПНОЙ ПРИВОД ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА № 1
-
Обозначения на рисунке *a Диапазон измерений С помощью пружинного динамометра натяните цепной привод газораспределительного механизма № 1 с усилием 147 Н (15 кгс, 33,1 фунт-силы) и измерьте длину цепного привода газораспределительного механизма № 1 с помощью штангенциркуля.
Максимально допустимое удлинение цепи 143,95 мм (5,67 дюйма) Note
Выполните измерения на 3 произвольно выбранных участках.
Если удлинение превышает максимально допустимую величину, замените цепной привод газораспределительного механизма № 1.
-
-
ПРОВЕРЬТЕ ЦЕПНОЙ ПРИВОД ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА № 2
-
Обозначения на рисунке *a Диапазон измерений С помощью пружинного динамометра натяните цепной привод газораспределительного механизма № 2 с усилием 147 Н (15 кгс, 33,1 фунт-силы) и измерьте длину цепного привода газораспределительного механизма № 2 с помощью штангенциркуля.
Максимально допустимое удлинение цепи 143,95 мм (5,67 дюйма) Note
Выполните измерения в 3 произвольно выбранных местах.
Если удлинение превышает максимально допустимую величину, замените цепной привод газораспределительного механизма № 2.
-
-
ПРОВЕРЬТЕ ЗВЕЗДОЧКУ ВАЛА НАГНЕТАЮЩЕГО ТОПЛИВНОГО НАСОСА
-
Оберните цепной привод газораспределительного механизма № 1 вокруг звездочки для цепного привода газораспределительного механизма № 1.
-
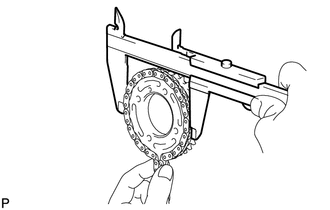
Штангенциркулем измерьте диаметр звездочки вала нагнетающего топливного насоса с цепным приводом газораспределительного механизма № 1.
Минимальный диаметр зубчатого колеса (с цепным приводом газораспределительного механизма № 1) 101,55 мм (4,00 дюйма) Tech Tips
При измерении штангенциркуль должен касаться роликов цепного привода газораспределительного механизма № 1.
Если диаметр меньше минимально допустимого, замените цепной привод газораспределительного механизма № 1 и звездочку вала нагнетающего топливного насоса.
-

Оберните цепь № 2 вокруг звездочки для цепного привода газораспределительного механизма № 2.
-
Штангенциркулем измерьте диаметр звездочки вала нагнетающего топливного насоса с цепным приводом газораспределительного механизма № 2.
Минимальный диаметр зубчатого колеса (с цепным приводом газораспределительного механизма № 2) 101,55 мм (4,00 дюйма) Tech Tips
При измерении штангенциркуль должен касаться роликов цепного привода газораспределительного механизма № 2.
Если диаметр меньше минимально допустимого, замените цепной привод газораспределительного механизма № 2 и звездочку вала нагнетающего топливного насоса.
-
-
ПРОВЕРЬТЕ ВЕДУЩУЮ ЗВЕЗДОЧКУ РАСПРЕДВАЛА № 1
-
Оберните цепной привод газораспределительного механизма № 1 вокруг ведущей звездочки распредвала № 1.
-
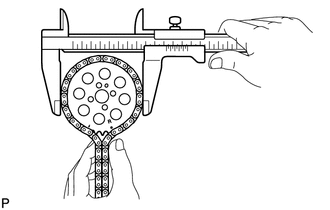
Штангенциркулем измерьте диаметр ведущей звездочки распредвала № 1 с цепным приводом газораспределительного механизма № 1.
Минимальный диаметр зубчатого колеса (с цепным приводом газораспределительного механизма № 1) 134,90 мм (5,31 дюйма) Tech Tips
При измерении штангенциркуль должен касаться роликов цепного привода газораспределительного механизма № 1.
Если диаметр меньше минимально допустимого, замените цепной привод газораспределительного механизма № 1 и ведущую звездочку распредвала № 1.
-
-
ПРОВЕРЬТЕ ВЕДУЩУЮ ЗВЕЗДОЧКУ РАСПРЕДВАЛА № 2
-
Оберните цепной привод газораспределительного механизма № 2 вокруг ведущей звездочки распредвала № 2.
-
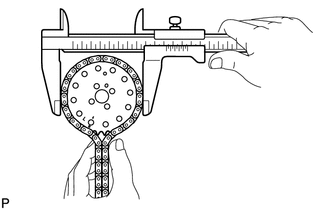
Штангенциркулем измерьте диаметр ведущей звездочки распредвала № 2 с цепным приводом газораспределительного механизма № 2.
Минимальный диаметр зубчатого колеса (с цепным приводом газораспределительного механизма № 2) 134,90 мм (5,31 дюйма) Tech Tips
При измерении штангенциркуль должен касаться роликов цепного привода газораспределительного механизма № 2.
Если диаметр меньше минимально допустимого, замените цепной привод газораспределительного механизма № 2 и ведущую звездочку распредвала № 2.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ВАЛА ПРОМЕЖУТОЧНОЙ ШЕСТЕРНИ № 1
-
Микрометром измерьте диаметр вала промежуточной шестерни № 1.
Номинальный диаметр вала промежуточной шестерни 44,947–44,975 мм (1,770–1,771 дюйма) -
Микрометром измерьте диаметр отверстия в промежуточной шестерне.
Номинальный внутренний диаметр промежуточной шестерни 45,000–45,025 мм (1,772–1,773 дюйма) -
Вычтите диаметр вала промежуточной шестерни № 1 из диаметра отверстия в промежуточной шестерне.
Номинальный масляный зазор 0,025–0,078 мм (0,000984–0,00307 дюйма) Максимальный допустимый масляный зазор 0,078 мм (0,00307 дюйма) Если осевой масляный зазор превышает максимально допустимый, замените вал промежуточной шестерни № 1 и промежуточную шестерню в сборе в комплекте.
-
-
ПРОВЕРЬТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 1 В СБОРЕ
-
Обозначения на рисунке *a Плунжер *b Стопорная пластина Поверните стопорную пластину по часовой стрелке, чтобы освободить фиксатор. Нажмите на плунжер и убедитесь, что он перемещается плавно.
Если необходимо, замените натяжитель цепи № 1 в сборе.
-
-
ПРОВЕРЬТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 2 В СБОРЕ
-
Обозначения на рисунке *a Плунжер *b Стопорная пластина Поверните стопорную пластину по часовой стрелке, чтобы освободить фиксатор. Нажмите на плунжер и убедитесь, что он перемещается плавно.
Если необходимо, замените натяжитель цепи № 2 в сборе.
-
-
ПРОВЕРЬТЕ БАШМАК НАТЯЖИТЕЛЯ ЦЕПИ № 1
-
Обозначения на рисунке *a Глубина Измерьте глубину износа башмака натяжителя цепи № 1.
Максимальная глубина 1,0 мм (0,0394 дюйма) Если глубина износа превышает максимально допустимую, замените башмак натяжителя цепи № 1.
-
-
ПРОВЕРЬТЕ БАШМАК НАТЯЖИТЕЛЯ ЦЕПИ № 2
-
Обозначения на рисунке *a Глубина Измерьте глубину износа башмака натяжителя цепи № 2.
Максимальная глубина 1,0 мм (0,0394 дюйма) Если глубина износа превышает максимально допустимую, замените башмак натяжителя цепи № 2.
-
-
ПРОВЕРЬТЕ УСПОКОИТЕЛЬ ЦЕПИ № 1
-
Обозначения на рисунке *a Глубина Измерьте глубину износа успокоителя цепи № 1.
Максимальная глубина 1,0 мм (0,0394 дюйма) Если глубина превышает максимально допустимую величину, замените успокоитель цепи № 1.
-
-
ПРОВЕРЬТЕ УСПОКОИТЕЛЬ ЦЕПИ № 2
-
Обозначения на рисунке *a Глубина Измерьте глубину износа успокоителя цепи № 2.
Максимальная глубина 1,0 мм (0,0394 дюйма) Если глубина превышает максимально допустимую величину, замените успокоитель цепи № 2.
-
-
ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ
-
Введите в обратный клапан штифт, чтобы проверить, не залип ли он.
Если обнаружено залипание, замените масляную форсунку № 1.
-
Нажмите на обратный клапан штифтом и убедитесь, что он перемещается плавно.
-
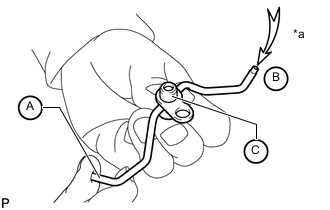
Обозначения на рисунке *a Воздух Закрыв отверстие A, подайте сжатый воздух в отверстие B. Убедитесь, что воздух не выходит через отверстие C. Выполните проверку еще раз, закрыв отверстие B и подав воздух в отверстие A.
Если происходит утечка воздуха, очистите или замените масляную форсунку № 1.
-
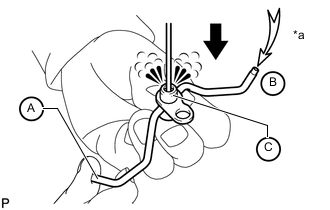
Обозначения на рисунке *a Воздух Нажмите Закрыв отверстие A, нажмите обратный клапан и подайте сжатый воздух в отверстие B. Убедитесь, что воздух выходит через отверстие C. Выполните проверку еще раз, закрыв отверстие B, нажав обратный клапан и подав воздух в отверстие A.
Если воздух не выходит через отверстие С, очистите или замените масляную форсунку № 1.
-
-
ПРОВЕРЬТЕ ПЛОСКОСТНОСТЬ ВПУСКНОГО КОЛЛЕКТОРА № 1
-
Обозначения на рисунке *a Со стороны впускного коллектора № 3 *b Сторона головки блока цилиндров С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление контактных поверхностей между впускными коллекторами № 1 и № 3, а также впускным коллектором № 1 и головкой блока цилиндров.
Максимальное коробление Параметр Заданные условия Впускной коллектор № 3 0,10 мм (0,00394 дюйма) Головка блока цилиндров 0,10 мм (0,00394 дюйма) Если коробление превышает максимально допустимую величину, замените впускной коллектор № 1.
-
-
ПРОВЕРЬТЕ ПЛОСКОСТНОСТЬ ВПУСКНОГО КОЛЛЕКТОРА № 2
-
Обозначения на рисунке *a Со стороны впускного коллектора № 3 *b Сторона головки блока цилиндров С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление контактных поверхностей между впускными коллекторами № 2 и № 3, а также впускным коллектором № 2 и головкой блока цилиндров.
Максимальное коробление Параметр / Устройство Заданные условия Впускной коллектор № 3 0,10 мм (0,00394 дюйма) Головка блока цилиндров 0,10 мм (0,00394 дюйма) Если коробление превышает максимально допустимую величину, замените впускной коллектор № 2.
-
-
ПРОВЕРЬТЕ ПЛОСКОСТНОСТЬ ВПУСКНОГО КОЛЛЕКТОРА № 3
-
Обозначения на рисунке *a Со стороны впускного трубопровода *b Сторона впускного коллектора С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление контактных поверхностей между впускными коллекторами № 3 и № 1, впускными коллекторами № 3 и № 2, а также впускным коллектором № 3 и впускным трубопроводом.
Максимальное коробление Параметр / Устройство Номинальное значение Впускной трубопровод 0,10 мм (0,00394 дюйма) Впускные коллекторы № 2 и № 3 0,15 мм (0,00591 дюйма) Если коробление превышает максимально допустимую величину, замените впускной коллектор № 3.
-
-
ПРОВЕРЬТЕ ПЛОСКОСТНОСТЬ ВЫПУСКНОГО КОЛЛЕКТОРА
-
Обозначения на рисунке *a Правая сторона *b Левая сторона С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте величину коробления контактных поверхностей между выпускным коллектором и головкой блока цилиндров.
Максимально допустимая величина коробления 0,80 мм (0,0315 дюйма) Если коробление превышает максимально допустимую величину, замените выпускной коллектор.
-