РАСПРЕДВАЛ (для ряда 2) ПРОВЕРКА
ПОРЯДОК ВЫПОЛНЕНИЯ
-
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА В СБОРЕ
-
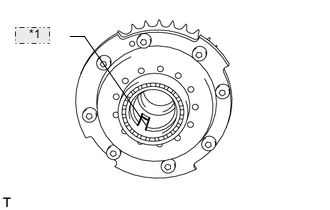
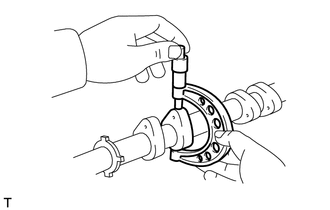
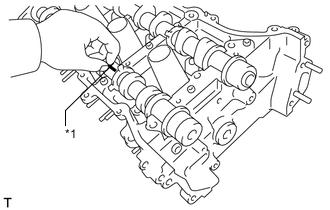
*1 Вырез Штангенциркулем измерьте ширину выреза в эксцентриковом валу зубчатого колеса распредвала.
Номинальная ширина 6,0-6,2 мм (0,236-0,244 дюйма) Максимальная ширина 6,7 мм (0,264 дюйма) Если полученная величина превышает максимальную, замените зубчатое колесо распредвала.
-
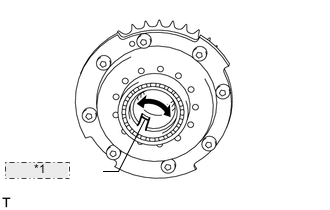
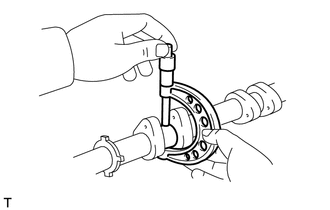
*1 Шпоночный паз Убедитесь, что шпоночная канавка в эксцентриковом валу зубчатого колеса распредвала вращается плавно при проворачивании эксцентрикового вала рукой.
OK Вращается плавно Если результат проверки не отвечает требованиям, замените зубчатое колесо распредвала в сборе.
Note
-
Будьте осторожны, не уроните зубчатое колесо распредвала в сборе. В случае падения замените его.
-
Не разбирайте зубчатое колесо распредвала в сборе. В противном случае замените его.
-
-
-
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА ВЫПУСКНЫХ КЛАПАНОВ В СБОРЕ
-
Установите крышки подшипников распредвала (см. стр. Click here).
Tech Tips
Установите распредвал выпускных клапанов.
-
Установите кожух распредвала (см. стр. Click here).
-
Смажьте распредвал и зубчатое колесо распредвала выпускных клапанов тонким слоем моторного масла.
-
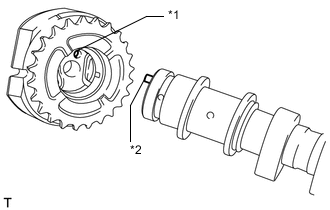
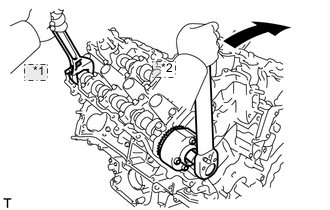
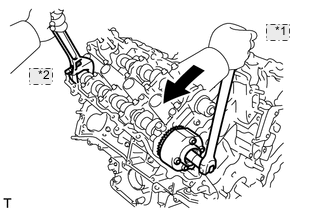
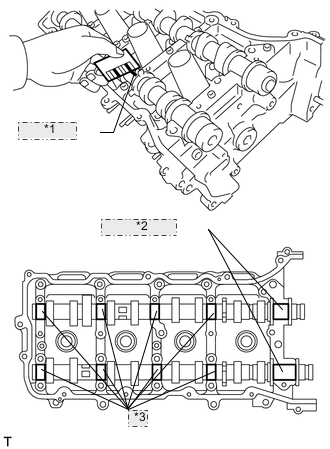
*1 Отверстие для поршневого пальца *2 Штифт Повращайте распредвал за шестигранную часть так, чтобы совместить штифт распредвала с отверстием под штифт в шестерне распредвала выпускных клапанов.
Note
-
Не прилагайте чрезмерные усилия при установке шестерни распредвала выпускных клапанов. Это может привести к тому, что наконечник штифта распредвала может повредить установочную поверхность шестерни распредвала выпускных клапанов.
-
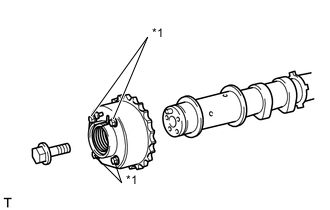
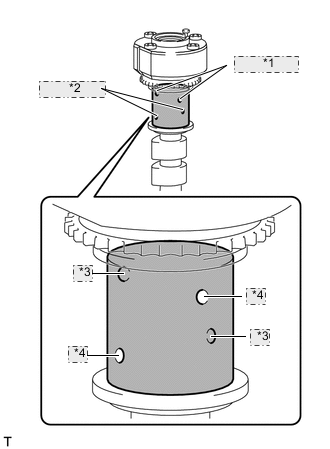
*1 Не снимайте Не выворачивайте 4 оставшихся болта. Если они были вывернуты, замените шестерню распредвала выпускных клапанов.
-
-
Нанесите тонкий слой моторного масла на резьбу и под головки болтов.
-
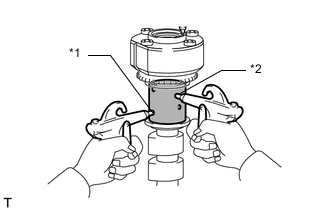
*1 Удерживайте *2 Поверните Удерживая гаечным ключом распредвал за шестигранную часть, закрепите шестерню распредвала выпускных клапанов, затянув болт.
- Torque:
- 100 Н*м { 1020 кгс*см, 74 фунт-сила-фута }
-
Снимите крышки подшипника распредвала (см. стр. Click here).
-
Проверьте замок зубчатого колеса распредвала выпускных клапанов.
-
Убедитесь, что зубчатое колесо распредвала выпускных клапанов зафиксировано.
-
-
*1 Канал опережения *2 Канал запаздывания *3 Закрыто *4 Открыто Извлеките стопорный штифт.
-
Закройте 4 масляных канала на шейке распредвала виниловой лентой, как показано на рисунке.
-
Проколите ленту со стороны канала опережения. Проколите ленту со стороны канала запаздывания, с противоположной стороны канала опережения, как показано на рисунке.
-
*1 Канал запаздывания *2 Канал опережения Подайте воздух под давлением примерно 200 кПа (2,0 кгс/см2, 28 фунтов на кв. дюйм) в два открытых канала (со стороны канала опережения и со стороны канала запаздывания).
CAUTION:
Перед тем, как подать давление, закройте каналы куском ткани, чтобы предотвратить разбрызгивание масла.
-
*1 Канал запаздывания *2 Канал опережения *3 Поддерживайте давление *4 Уменьшение давления Проверьте, чтобы зубчатое колесо распредвала выпускных клапанов вращалось в направлении угла запаздывания при снижении давления воздуха в канале со стороны проточки опережения.
Tech Tips
При выполнении этой операции стопорный штифт освобождается для достижения положения наибольшего запаздывания.
-
Когда зубчатое колесо распредвала выпускных клапанов займет положение, соответствующее максимальному углу запаздывания, уменьшите давление воздуха в канале со стороны проточки опережения, а затем – в канале со стороны проточки запаздывания, именно в этом порядке.
Note
Не прекращайте подачу воздуха начиная с канала со стороны проточки запаздывания. В этом случае зубчатое колесо может рывком сместиться в направлении проточки опережения и сломать стопорный штифт.
-
-
Проверьте плавность вращения.
-
Два-три раза поверните зубчатое колесо распредвала выпускных клапанов в пределах его диапазона поворота (18,5°), но не доводите его до положения, соответствующего максимальному углу опережения. Убедитесь, что зубчатое колесо вращается свободно.
Note
Не используйте сжатый воздух для проверки плавности вращения.
-
-
Проверьте, фиксируется ли муфта в положении наибольшего опережения.
-
Убедитесь, что зубчатое колесо распредвала фиксируется в положении наибольшего опережения.
-
-
Установите крышки подшипников распредвала (см. стр. Click here).
Tech Tips
Установите распредвал выпускных клапанов.
-
Установите кожух распредвала (см. стр. Click here).
-
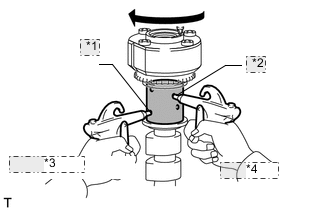
*1 Поверните *2 Удерживайте Удерживая шестигранный участок распредвала ключом, ослабьте болт.
-
Снимите крышки подшипника распредвала (см. стр. Click here).
-
*1 Не снимайте Выверните болт и снимите зубчатое колесо распредвала выпускных клапанов.
-
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ
-
Проверьте распредвал на биение.
-
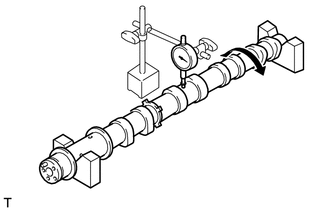
Установите распредвал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,04 мм (0,00157 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
Tech Tips
После замены распредвала проверьте масляный зазор.
-
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота кулачка Параметр / Устройство Заданные условия На впуске 44,293-44,443 мм (1,744-1,750 дюйма) На выпуске 44,316-44,466 мм (1,745-1,751 дюйма) Минимально допустимая высота рабочей части кулачка Параметр / Устройство Заданные условия На впуске 44,243 мм (1,742 дюйма) На выпуске 44,266 мм (1,743 дюйма) Если высота рабочей части кулачка меньше минимально допустимой, замените распредвал.
-
Микрометром измерьте диаметр шейки.
Номинальный диаметр шейки Параметр / Устройство Заданные условия Шейка №1 29,956 - 29,970 мм (1,179 - 1,180 дюйма) Для остальных шеек 25,959 - 25,975 мм (1,022 - 1,023 дюйма) Если диаметр шейки не соответствует указанному, проверьте масляный зазор.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР РАСПРЕДВАЛА
-
Очистите крышки подшипника, корпус распредвала и шейки распредвала.
-
Установите распредвалы в корпус распредвалов.
-
*1 Сминаемый пластмассовый калибр Plastigage Поместите проволочки для измерения зазоров в осевом направлении на все шейки распределительного вала.
-
Установите крышки подшипников распредвала (см. стр. Click here).
Note
Не поворачивайте распредвал.
-
Установите кожух распредвала (см. стр. Click here).
Note
Не поворачивайте распредвал.
-
Снимите крышки подшипника распредвала (см. стр. Click here).
-
*1 Сминаемый пластмассовый калибр Plastigage *2 Шейка № 1 *3 Для остальных шеек Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор Параметр / Устройство Заданные условия Шейка № 1 0,030 – 0,065 мм (0,00118 – 0,00256 дюйма) Для остальных шеек 0,025–0,062 мм (0,000984–0,00244 дюйма) Максимальный допустимый масляный зазор Параметр / Устройство Заданные условия Шейка №1 0,09 мм (0,00354 дюйма) Для остальных шеек 0,09 мм (0,00354 дюйма) Если масляный зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените корпус распредвала.
-