ПОРЯДОК ВЫПОЛНЕНИЯ
- Click here
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА В СБОРЕ
-
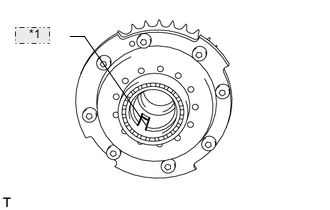
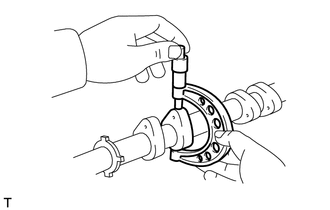
Table 1. *1 Вырез Штангенциркулем измерьте ширину выреза в эксцентриковом валу зубчатого колеса распредвала.
Номинальная ширина 6,0-6,2 мм (0,236-0,244 дюйма) Максимальная ширина 6,7 мм (0,264 дюйма) Если полученная величина превышает максимальную, замените зубчатое колесо распредвала.
-
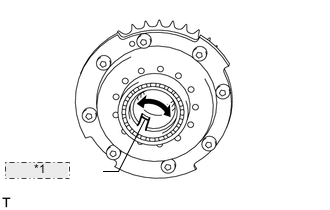
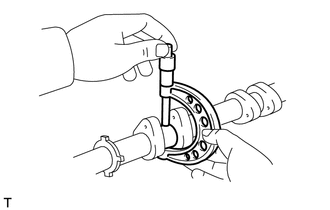
Table 2. *1 Шпоночный паз Убедитесь, что шпоночная канавка в эксцентриковом валу зубчатого колеса распредвала вращается плавно при проворачивании эксцентрикового вала рукой.
OK Вращается плавно Если результат проверки не отвечает требованиям, замените зубчатое колесо распредвала в сборе.
Note:
-
Будьте осторожны, не уроните зубчатое колесо распредвала в сборе. В случае падения замените его.
-
Не разбирайте зубчатое колесо распредвала в сборе. В противном случае замените его.
-
-
- Click here
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА ВЫПУСКНЫХ КЛАПАНОВ В СБОРЕ
-
Установите крышки подшипников распредвала (см. стр.Click here).
Tip:Установите распредвал выпускных клапанов.
-
Установите кожух распредвала (см. стр.Click here).
-
Смажьте распредвал и зубчатое колесо распредвала выпускных клапанов тонким слоем моторного масла.
-
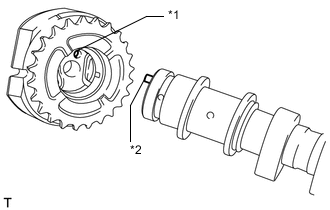
Table 3. *1 Отверстие для поршневого пальца *2 Штифт Повращайте распредвал за шестигранную часть так, чтобы совместить штифт распредвала с отверстием под штифт в шестерне распредвала выпускных клапанов.
Note:
-
Не прилагайте чрезмерные усилия при установке шестерни распредвала выпускных клапанов. Это может привести к тому, что наконечник штифта распредвала может повредить установочную поверхность шестерни распредвала выпускных клапанов.
-
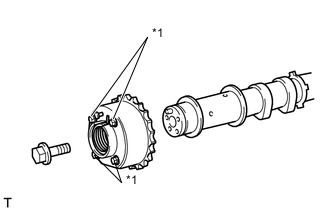
Table 4. *1 Не снимайте Не выворачивайте 4 оставшихся болта. Если они были вывернуты, замените шестерню распредвала выпускных клапанов.
-
-
Нанесите тонкий слой моторного масла на резьбу и под головки болтов.
-
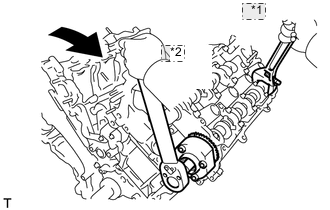
Table 5. *1 Удерживайте *2 Поверните Удерживая гаечным ключом распредвал за шестигранную часть, закрепите шестерню распредвала выпускных клапанов, затянув болт.
100 Н*м 1020 кгс*см 74 фунт-сила-фута -
Снимите крышки подшипника распредвала (см. стр.Click here).
-
Проверьте замок зубчатого колеса распредвала выпускных клапанов.
-
Убедитесь, что зубчатое колесо распредвала выпускных клапанов зафиксировано.
-
-
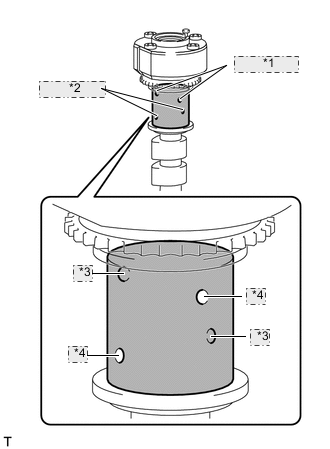
Table 6. *1 Канал опережения *2 Канал запаздывания *3 Закрыто *4 Открыто Извлеките стопорный штифт.
-
Закройте 4 масляных канала на шейке распредвала виниловой лентой, как показано на рисунке.
-
Проколите ленту со стороны канала опережения. Проколите ленту со стороны канала запаздывания, с противоположной стороны канала опережения, как показано на рисунке.
-
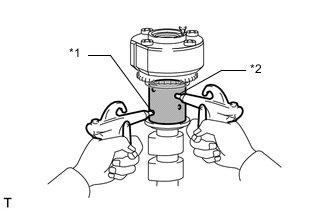
Table 7. *1 Канал опережения *2 Канал запаздывания Подайте воздух под давлением примерно 200 кПа (2,0 кгс/см2, 28 фунтов на кв. дюйм) в два открытых канала (со стороны канала опережения и со стороны канала запаздывания).
CAUTION:Перед тем, как подать давление, закройте каналы куском ткани, чтобы предотвратить разбрызгивание масла.
-
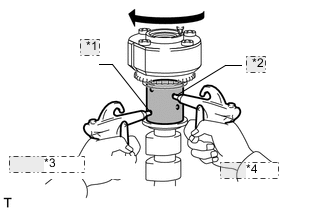
Table 8. *1 Канал запаздывания *2 Канал опережения *3 Поддерживайте давление *4 Уменьшение давления Проверьте, чтобы зубчатое колесо распредвала выпускных клапанов вращалось в направлении угла запаздывания при снижении давления воздуха в канале со стороны проточки опережения.
Tip:При выполнении этой операции стопорный штифт освобождается для достижения положения наибольшего запаздывания.
-
Когда зубчатое колесо распредвала выпускных клапанов займет положение, соответствующее максимальному углу запаздывания, уменьшите давление воздуха в канале со стороны проточки опережения, а затем – в канале со стороны проточки запаздывания, именно в этом порядке.
Note:Не прекращайте подачу воздуха начиная с канала со стороны проточки запаздывания. В этом случае зубчатое колесо может рывком сместиться в направлении проточки опережения и сломать стопорный штифт.
-
-
Проверьте плавность вращения.
-
Два-три раза поверните зубчатое колесо распредвала выпускных клапанов в пределах его диапазона поворота (18,5°), но не доводите его до положения, соответствующего максимальному углу опережения. Убедитесь, что зубчатое колесо вращается свободно.
Note:Не используйте сжатый воздух для проверки плавности вращения.
-
-
Проверьте, фиксируется ли муфта в положении наибольшего опережения.
-
Убедитесь, что зубчатое колесо распредвала фиксируется в положении наибольшего опережения.
-
-
Установите крышки подшипников распредвала (см. стр.Click here).
Tip:Установите распредвал выпускных клапанов.
-
Установите кожух распредвала (см. стр.Click here).
-
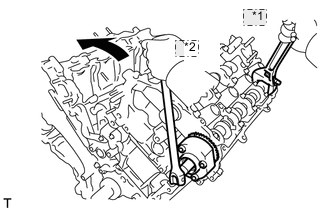
Table 9. *1 Удерживайте *2 Поверните Удерживая шестигранный участок распредвала ключом, ослабьте болт.
-
Снимите крышки подшипника распредвала (см. стр.Click here).
-
Table 10. *1 Не снимайте Выверните болт и снимите зубчатое колесо распредвала выпускных клапанов.
Note:Не выворачивайте 4 остальные болта.
-
- Click here
ПРОВЕРЬТЕ РАСПРЕДВАЛ
-
Проверьте распредвал на биение.
-
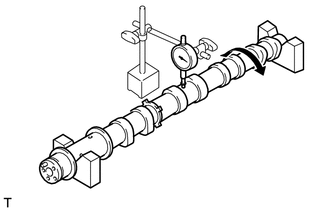
Установите распредвал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,04 мм (0,00157 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
Tip:После замены распредвала проверьте масляный зазор.
-
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота кулачка Параметр / Устройство Заданные условия На впуске 44,293-44,443 мм (1,744-1,750 дюйма) На выпуске 44,316-44,466 мм (1,745-1,751 дюйма) Минимально допустимая высота рабочей части кулачка Параметр / Устройство Заданные условия На впуске 44,243 мм (1,742 дюйма) На выпуске 44,266 мм (1,743 дюйма) Если высота рабочей части кулачка меньше минимально допустимой, замените распредвал.
-
Микрометром измерьте диаметр шейки.
Номинальный диаметр шейки Параметр / Устройство Заданные условия Шейка №1 29,956 - 29,970 мм (1,179 - 1,180 дюйма) Для остальных шеек 25,959 - 25,975 мм (1,022 - 1,023 дюйма) Если диаметр шейки не соответствует указанному, проверьте масляный зазор.
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР РАСПРЕДВАЛА
-
Очистите крышки подшипника, корпус распредвала и шейки распредвала.
-
Установите распредвалы в корпус распредвалов.
-
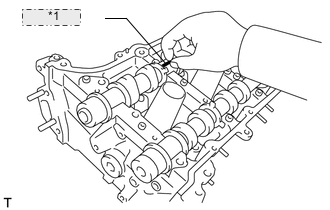
Table 11. *1 Сминаемый пластмассовый калибр Plastigage Поместите проволочки для измерения зазоров в осевом направлении на все шейки распределительного вала.
-
Установите крышки подшипников распредвала (см. стр.Click here).
Note:Не поворачивайте распредвал.
-
Установите кожух распредвала (см. стр.Click here).
Note:Не поворачивайте распредвал.
-
Снимите крышки подшипника распредвала (см. стр.Click here).
-
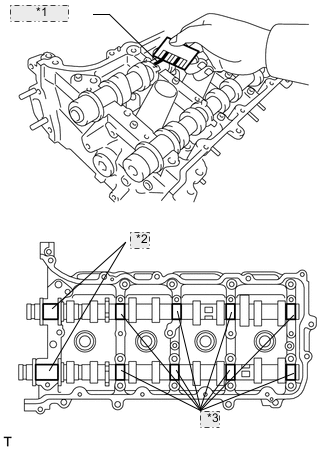
Table 12. *1 Сминаемый пластмассовый калибр Plastigage *2 Шейка № 1 *3 Для остальных шеек Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор Параметр / Устройство Заданные условия Для шейки №1 0,030 - 0,065 мм (0,00118 - 0,00256 дюйма) Остальные шейки 0,025 - 0,062 мм (0,000984 - 0,00244 дюйма) Максимальный допустимый масляный зазор Параметр / Устройство Заданные условия Для шейки №1 0,09 мм (0,00354 дюйма) Остальные шейки 0,09 мм (0,00354 дюйма) Если масляный зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените корпус распредвала.
-