CYLINDER BLOCK REPAIR

CAUTION / NOTICE / HINT
Tech Tips
-
Bore all 4 cylinders to fit the O/S piston outside diameter.
-
Replace all the piston rings with ones to match the O/S pistons.
PROCEDURE
-
BORE CYLINDER
-
Prepare 4 new O/S pistons.
-
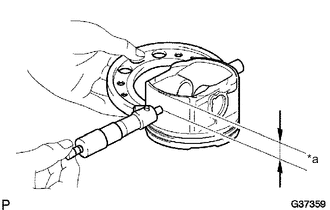
Text in Illustration *a Distance Using a micrometer, measure the piston diameter at right angles to the piston center line where the distance from the piston end is as specified.
Standard piston diameter (O/S 0.50) 95.471 to 95.481 mm (3.7587 to 3.7591 in.) Distance 13.8 mm (0.543 in.) -
Calculate the amount each cylinder is to be rebored as follows.
Tech Tips
-
Size to be rebored = P + C - H
P = Piston diameter
C = Piston oil clearance: 0.009 to 0.048 mm (0.000354 to 0.00189 in.)
H = Allowance for honing: 0.02 mm (0.000787 in.) or less
-
-
Bore and hone the cylinders to the calculated dimensions.
Note
Excess honing will destroy the finished roundness.
-
Using a cylinder gauge, measure the cylinder bore diameter and calculate the honing allowance.
Tech Tips
Honing allowance = cylinder bore diameter - (piston diameter + oil clearance)
-
Finish the cylinder bore using the calculated value.
-
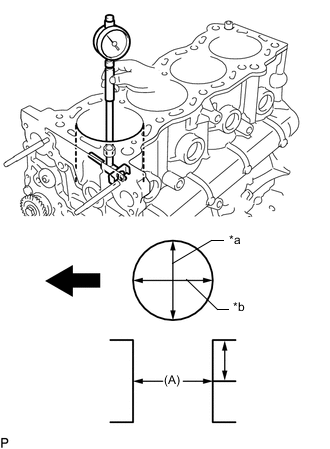
Text in Illustration *a Thrust Direction *b Axial Direction 
Front Using a cylinder gauge, measure the cylinder bore diameter.
Standard oil clearance 0.009 to 0.048 mm (0.000354 to 0.00189 in.)
-