PROCEDURE
- Click here
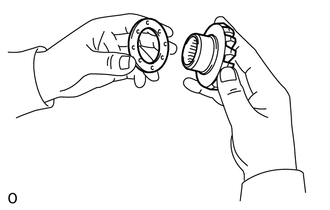
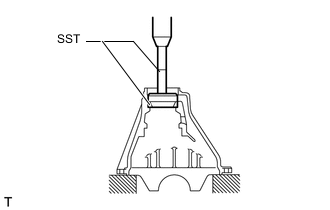
INSPECT AND ADJUST ADJUSTING SHIM
-
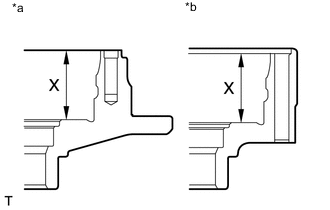
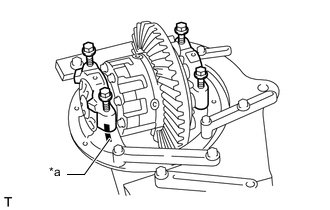
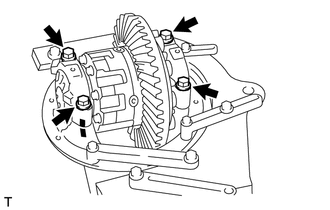
Measure the differential case LH and RH dimensions labeled X shown in the illustration.
Table 1. Text in Illustration *a RH *b LH -
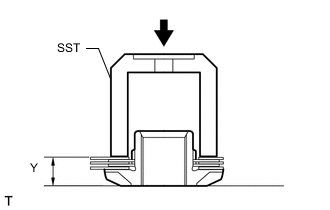
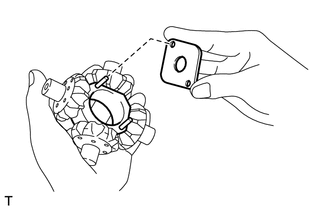
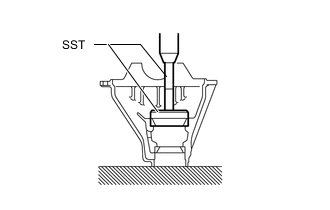
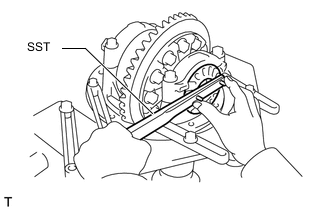
Install the 3 thrust washers and 2 clutch plates to the side gear.
-
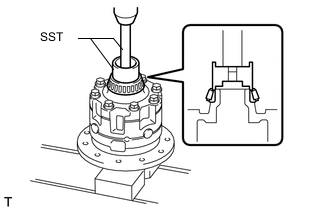
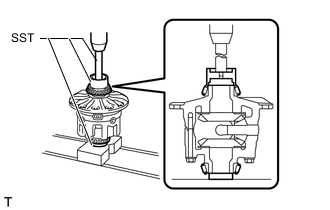
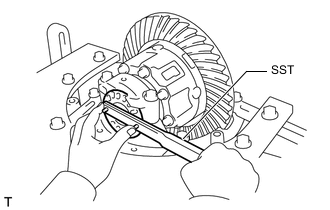
Using SST to press down the thrust washers and clutch plates with a force of approximately 98 N (10 kgf, 22 lbf), measure dimension "Y" shown in the illustration.
09649-17010 -
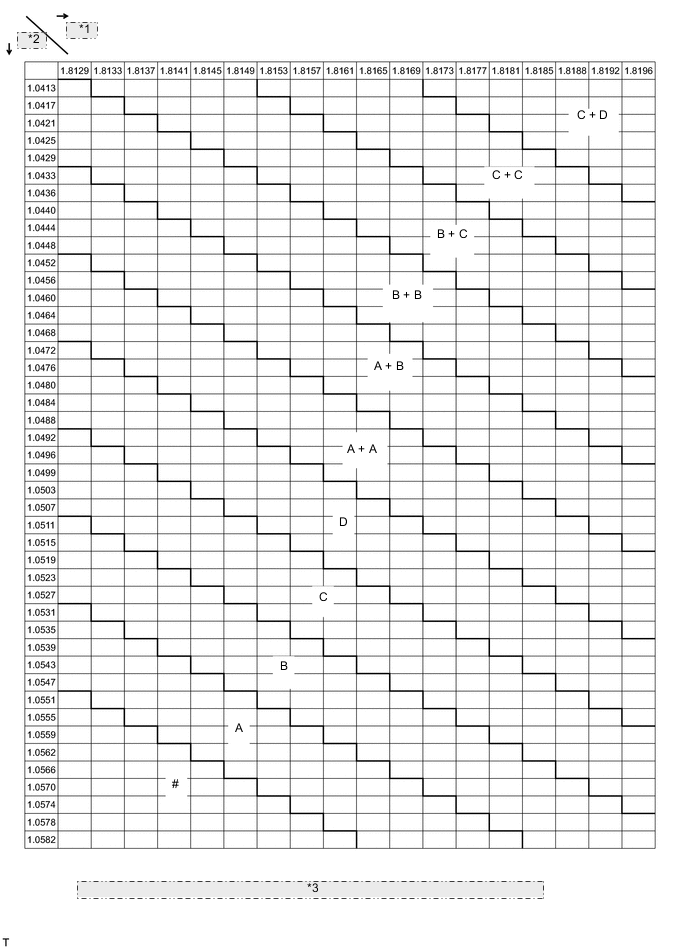
Table 3. *1 X in. *2 Y in. *3 #: Reassemble another type of shim or check the backlash after assembling shim A. 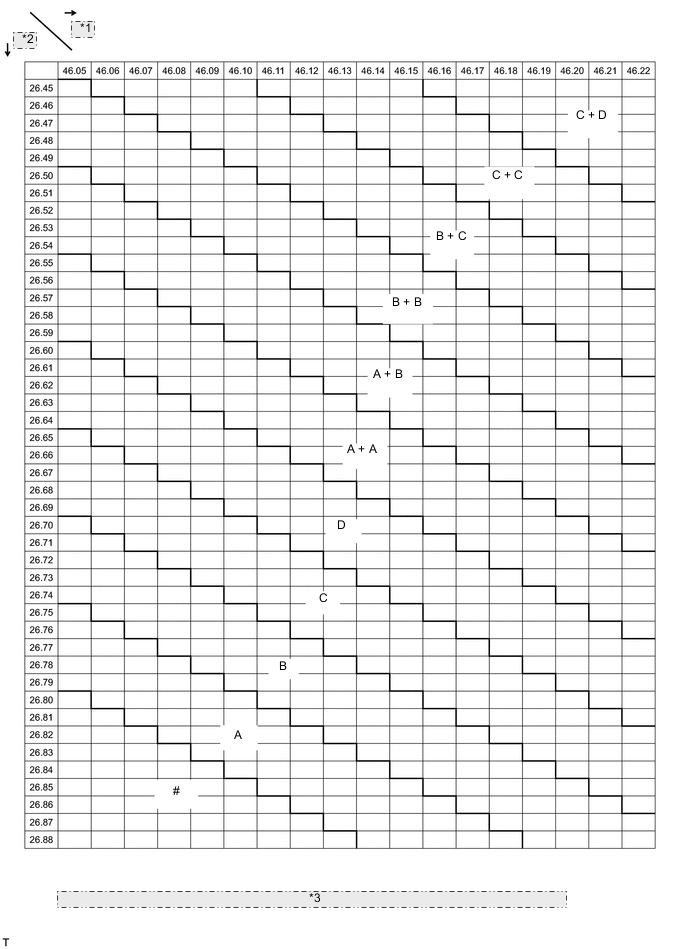
Table 2. *1 X mm *2 Y mm *3 #: Reassemble another type of shim or check the backlash after assembling shim A. Referring to the following table, select the proper adjusting shim.
Standard Adjusting Shim Thickness Adjusting shim thickness = X - Y - 19.08 mm (0.751 in.) Mark Specified Condition A 0.20 mm (0.00787 in.) B 0.25 mm (0.00984 in.) C 0.30 mm (0.0118 in.) D 0.35 mm (0.0138 in.)
-
- Click here
INSPECT REAR DIFFERENTIAL SIDE GEAR
-
Install the thrust washers, clutch plates and adjusting shim to the side gear.
Tip:When installing the adjusting shim, make sure the surface with no oil groove faces the differential case side.
-
Install the side gear to the differential case.
-
Install the 4 pinion gears and thrust washers to the spider.
-
Align the spring retainer holes with the straight pins and install the retainer.
-
Install the spider assembly to the differential case.
Tip:Install the spider to the differential case tightly and do not move the spring retainer.
-
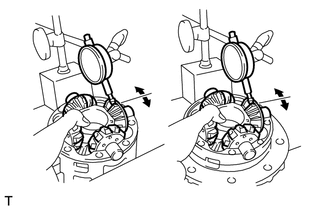
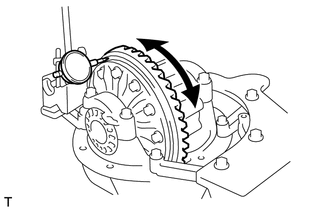
Using the dial indicator, measure the side gear backlash while holding the side gear and spider.
Standard backlash 0.02 to 0.15 mm (0.000788 to 0.00590 in.) Tip:
-
Measure at all 4 pinion gear locations.
-
Measure the backlash at the differential case LH and RH.
-
Apply hypoid gear oil LSD to each sliding surface and rotating part.
If the backlash is not within the specification, replace the side gear thrust washers with washers of a different thickness.
-
-
- Click here
ASSEMBLE DIFFERENTIAL CASE
-
Install the spider assembly to the differential case LH.
Tip:Install the spider to the differential case LH tightly and do not move the spring retainer.
-
Install the compression spring and spring retainer RH.
-
Install the side gear assembly RH.
Note:
-
Be careful not to drop the side gear.
-
Check the pinion and side gear alignment.
-
-
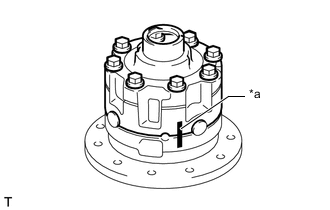
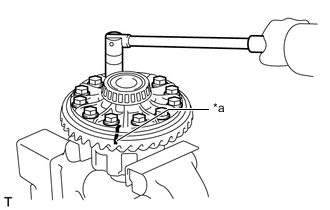
Align the matchmarks and assemble the differential case LH and RH.
Table 4. Text in Illustration *a Matchmark -
Install the 8 bolts and tighten them uniformly, a little at a time.
47 N*m 480 kgf*cm 35 ft.*lbf
-
- Click here
INSTALL REAR DIFFERENTIAL CASE BEARING
-
Using SST and a press, press the RH side bearing (inner race) into the differential case.
09710-30050 09950-70010 09951-07150 -
Using SST and a press, press the LH side bearing (inner race) into the differential case.
09710-30050 09950-60010 09951-00480 09950-70010 09951-07150
-
- Click here
INSTALL DIFFERENTIAL RING GEAR
-
Clean the threads of the bolts and differential case with non-residue solvent.
-
Clean the contact surface of the differential case and ring gear.
-
Heat the ring gear to about 100°C (212°F) in boiling water.
-
Carefully take the ring gear out of the boiling water.
-
After the moisture on the ring gear has completely evaporated, quickly align the matchmarks on the ring gear and differential case and set the ring gear onto the differential case. Then temporarily install the 12 bolts so that the bolt holes in the ring gear and differential case are aligned.
-
After the ring gear cools down sufficiently, remove the 12 bolts. Then apply thread lock adhesive to the 12 bolts and install them.
Table 5. Text in Illustration *a Matchmark Thread lock Toyota Genuine Adhesive 1360 K, Three Bond 1360 K or equivalent 137 N*m 1397 kgf*cm 101 ft.*lbf
-
- Click here
INSPECT DIFFERENTIAL RING GEAR RUNOUT
-
Install the differential case assembly to the differential carrier, and then install the adjust nut so that the case bearing does not rattle.
Note:Make sure to install the case bearings (outer races) and adjust nuts to the correct side (LH or RH).
-
Install the 2 bearing caps with the 4 bearing cap bolts.
90 N*m 918 kgf*cm 66 ft.*lbf -
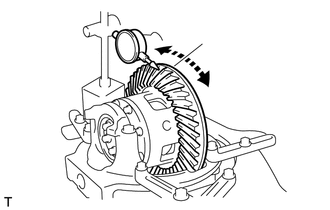
Using a dial indicator, measure the ring gear runout.
Maximum runout 0.05 mm (0.00197 in.) If the runout is more than the maximum, replace the ring gear.
-
Remove the differential case.
Note:Separate the case bearings (outer races) and adjust nuts for the LH and RH sides.
-
- Click here
INSTALL REAR DRIVE PINION FRONT TAPERED ROLLER BEARING
-
Using SST and a press, press in the bearing (outer race).
09950-60020 09951-00890 09950-70010 09951-07150
-
- Click here
INSTALL REAR DRIVE PINION REAR TAPERED ROLLER BEARING
-
Using SST and a press, press in the bearing (outer race).
09950-60020 09951-00890 09950-70010 09951-07150
-
- Click here
INSTALL REAR DRIVE PINION REAR TAPERED ROLLER BEARING
-
Install the washer to the drive pinion.
Tip:After installing the washer, check the tooth contact pattern. If necessary, replace the washer with one of a different thickness.
-
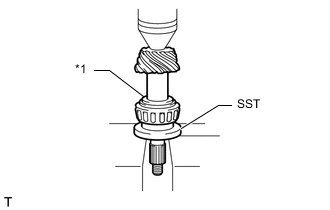
Using SST and a press, press the rear bearing (inner race) into the drive pinion.
09506-35010 Table 6. Text in Illustration *1 Plate Washer
-
- Click here
INSPECT DIFFERENTIAL DRIVE PINION PRELOAD
-
Install the drive pinion, front bearing (inner race) and oil slinger.
Tip:Install the spacer and oil seal after adjusting the gear contact pattern.
-
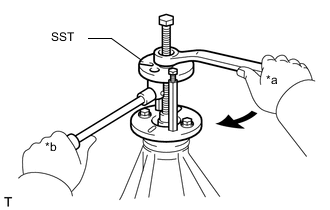
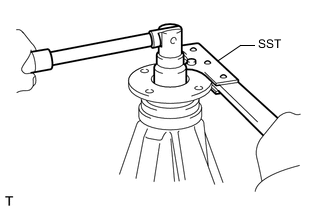
Using SST, install the companion flange.
09950-30012 09951-03010 09953-03010 09954-03010 09955-03030 09956-03040 Table 7. Text in Illustration *a Turn *b Hold -
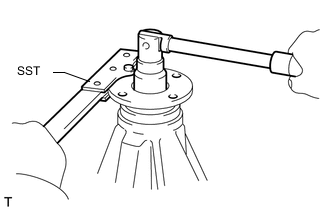
Using SST to hold the companion flange in place, then slowly tighten the nut within the drive pinion preload adjustment range so that it reaches the specified drive pinion preload (at Starting).
09330-00021 09330-00030 Limit Torque Value 441 N*m (4497 kgf*cm, 325 ft.*lbf) or less Note:
-
Apply hypoid gear oil LSD to the nut.
-
As there is no spacer, tighten a little at a time, being careful not to overtighten it.
-
-
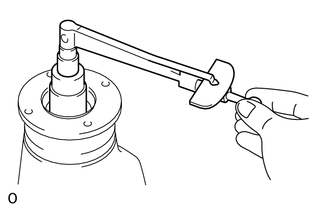
Using a torque wrench, measure the preload.
Standard Preload (at Starting) Bearing Specified Condition New 0.73 to 1.38 N*m (8 to 14 kgf*cm, 7 to 12 in.*lbf) Reused 0.54 to 1.06 N*m (6 to 10 kgf*cm, 5 to 9 in.*lbf) Tip:Measure the total preload after turning the bearing clockwise and counterclockwise several times to make the bearing smooth.
-
- Click here
INSTALL REAR DIFFERENTIAL CASE SUB-ASSEMBLY
-
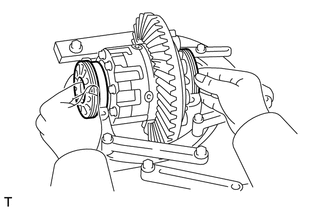
Place the bearing outer races on their respective bearings.
Tip:Do not interchange the left and right outer races.
-
Install the differential case to the carrier.
Tip:Make sure that there is backlash between the ring gear and drive pinion.
-
- Click here
INSTALL REAR DIFFERENTIAL BEARING ADJUSTING NUT
-
Install the 2 adjusting nuts to the carrier, making sure the nuts are threaded properly.
-
- Click here
INSPECT DIFFERENTIAL RING GEAR BACKLASH
-
Align the matchmarks on the bearing caps and carrier. Screw in the 4 bearing cap bolts 2 or 3 turns and press down the bearing caps by hand.
Table 8. Text in Illustration *a Matchmark Tip:If the bearing caps do not fit tightly on the carrier, the adjusting nuts are not engaged properly. Reinstall the adjusting nuts if necessary.
-
Tighten the 4 bolts.
90 N*m 918 kgf*cm 66 ft.*lbf -
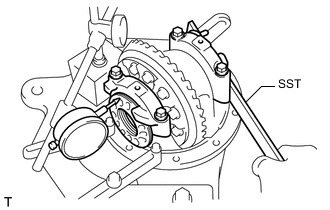
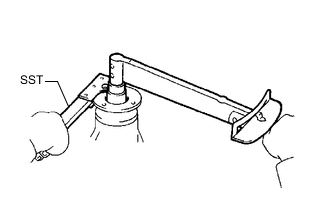
Loosen the 4 bolts to the point where the adjusting nuts can be turned by SST.
09504-00011 -
Using SST, tighten the adjusting nut on the ring gear side until the ring gear has a backlash of about 0.2 mm (0.00787 in.).
-
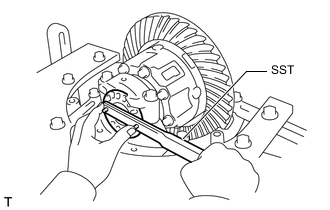
While turning the ring gear, use SST to tighten the adjusting nut on the drive pinion side. After the bearings are settled, loosen the adjusting nut on the drive pinion side.
-
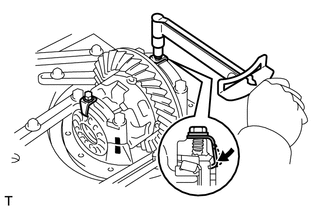
Place a dial indicator on the top of the adjusting nut on the ring gear side.
09504-00011 -
Adjust the side bearing to 0 preload by tightening the other adjusting nut until the pointer on the indicator begins to move.
-
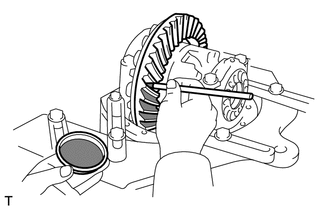
Using SST, tighten the adjusting nut 1 to 1.5 notches from the 0 preload position.
09504-00011 -
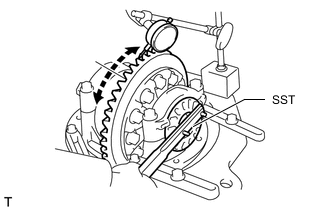
Using a dial indicator, adjust the ring gear backlash until it is within the specification.
09504-00011 Standard backlash 0.10 to 0.20 mm (0.00394 to 0.00787 in.) Tip:The backlash is adjusted by turning the left and right adjusting nuts by an equal amount. For example, loosen the nut on the left side 1 notch and tighten the nut on the right side 1 notch.
-
Tighten the 4 bearing cap bolts.
90 N*m 918 kgf*cm 66 ft.*lbf -
After rotating the ring gear 5 turns or more, recheck the ring gear backlash.
Standard backlash 0.10 to 0.20 mm (0.00394 to 0.00787 in.)
-
- Click here
INSPECT TOTAL PRELOAD
-
Using a torque wrench, measure the preload with the teeth of the drive pinion and ring gear in contact.
Standard Drive Pinion Preload (at Starting) Bearing Specified Condition New 1.11 to 2.01 N*m (12 to 20 kgf*cm, 10 to 17 in.*lbf) Reused 0.92 to 1.69 N*m (10 to 17 kgf*cm, 9 to 14 in.*lbf)
-
- Click here
INSPECT TOOTH CONTACT BETWEEN RING GEAR AND DRIVE PINION
-
Coat 3 or 4 teeth at 3 different positions on the ring gear with Prussian blue.
-
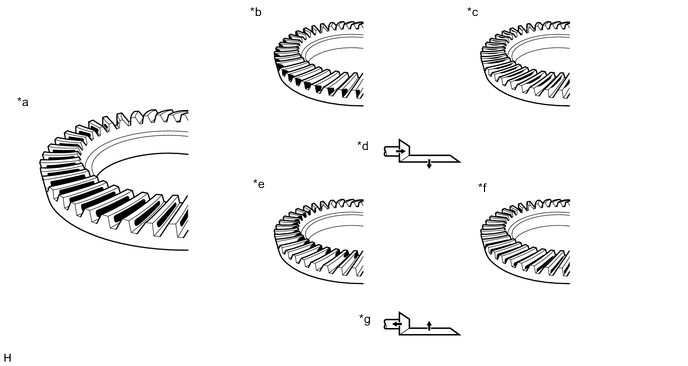
Turn the companion flange in both directions to inspect the ring gear for proper tooth contact.
Table 9. Text in Illustration *a Proper Contact *b Heel Contact *c Face Contact *d Select an adjusting washer that will shift the drive pinion closer to the ring gear (*b, *c) *e Toe Contact *f Flank Contact *g Select an adjusting washer that will shift the drive pinion away from the ring gear (*e, *f) - - If the teeth are not contacting properly, use the following table to select a proper washer for correction.
Standard Washer Thickness Part No. Specified Condition Part No. Specified Condition 90564-40004 1.04 to 1.06 mm (0.0410 to 0.0417 in.) 90564-40016 1.315 to 1.335 mm (0.0518 to 0.0525 in.) 90564-40006 1.065 to 1.085 mm (0.0420 to 0.0427 in.) 90564-40017 1.34 to 1.36 mm (0.0528 to 0.0535 in.) 90564-40007 1.09 to 1.11 mm (0.0430 to 0.0437 in.) 90564-40018 1.365 to 1.385 mm (0.0538 to 0.0545 in.) 90564-40008 1.115 to 1.135 mm (0.0439 to 0.0446 in.) 90564-40019 1.39 to 1.41 mm (0.0548 to 0.0555 in.) 90564-40009 1.14 to 1.16 mm (0.0449 to 0.0456 in.) 90564-40020 1.415 to 1.435 mm (0.0557 to 0.0564 in.) 90564-40010 1.165 to 1.185 mm (0.0459 to 0.0466 in.) 90564-40021 1.44 to 1.46 mm (0.0567 to 0.0574 in.) 90564-40011 1.19 to 1.21 mm (0.0469 to 0.0476 in.) 90564-40022 1.465 to 1.485 mm (0.0577 to 0.0584 in.) 90564-40012 1.215 to 1.235 mm (0.0479 to 0.0486 in.) 90564-40023 1.49 to 1.51 mm (0.0587 to 0.0594 in.) 90564-40013 1.24 to 1.26 mm (0.0489 to 0.0496 in.) 90564-40024 1.515 to 1.535 mm (0.0597 to 0.0604 in.) 90564-40014 1.265 to 1.285 mm (0.0498 to 0.0505 in.) 90564-40025 1.54 to 1.56 mm (0.0607 to 0.0614 in.) 90564-40015 1.29 to 1.31 mm (0.0508 to 0.0515 in.) - -
-
- Click here
REMOVE DRIVE PINION COMPANION FLANGE REAR NUT
-
Using SST to hold the flange, remove the nut.
09330-00021 09330-00030
-
- Click here
REMOVE REAR DRIVE PINION COMPANION FLANGE REAR SUB-ASSEMBLY
- Click here
REMOVE REAR DIFFERENTIAL DRIVE PINION OIL SLINGER
- Click here
REMOVE REAR DRIVE PINION FRONT TAPERED ROLLER BEARING
- Click here
INSTALL REAR DIFFERENTIAL DRIVE PINION BEARING SPACER
-
Install a new spacer to the drive pinion.
-
- Click here
INSTALL REAR DRIVE PINION FRONT TAPERED ROLLER BEARING
-
Using SST and a hammer, tap in the bearing (outer race).
09316-60011 09316-00011 09316-00021 -
Install the bearing (inner race).
-
- Click here
INSTALL REAR DIFFERENTIAL DRIVE PINION OIL SLINGER
- Click here
INSTALL REAR DIFFERENTIAL CARRIER OIL SEAL
- Click here
INSTALL REAR DRIVE PINION COMPANION FLANGE REAR SUB-ASSEMBLY
-
Using SST, install the companion flange.
09950-30012 09951-03010 09953-03010 09954-03010 09955-03030 09956-03040 Table 10. Text in Illustration *a Turn *b Hold -
Coat the threads of a new nut with hypoid gear oil.
-
Using SST to hold the companion flange in place, then slowly tighten the nut within the drive pinion preload adjustment range so that it reaches the specified drive pinion preload (at Starting).
09330-00021 09330-00030 Limit Torque Value 441 N*m (4497 kgf*cm, 325 ft.*lbf) or less -
Using a torque wrench, measure the preload.
Standard Drive Pinion Preload (at Starting) Bearing Specified Condition New 1.08 to 1.73 N*m (12 to 17 kgf*cm, 10 to 15 in.*lbf) Reused 0.89 to 1.41 N*m (10 to 14 kgf*cm, 8 to 12 in.*lbf)
-
- Click here
INSPECT TOTAL PRELOAD
-
Using a torque wrench, measure the preload with the teeth of the drive pinion and ring gear in contact.
Standard Drive Pinion Preload (at Starting) Bearing Specified Condition New 1.46 to 2.36 N*m (15 to 24 kgf*cm, 13 to 20 in.*lbf) Reused 1.27 to 2.04 N*m (13 to 20 kgf*cm, 12 to 18 in.*lbf)
-
- Click here
INSPECT DIFFERENTIAL RING GEAR
-
Using a dial indicator, measure the ring gear backlash.
Standard backlash 0.10 to 0.20 mm (0.00394 to 0.00787 in.) Tip:Measure at 3 or more positions around the circumference of the ring gear.
If the backlash is not as specified, adjust the side bearing preload or repair as necessary.
-
- Click here
INSPECT RUNOUT OF REAR DRIVE PINION COMPANION FLANGE REAR SUB-ASSEMBLY
-
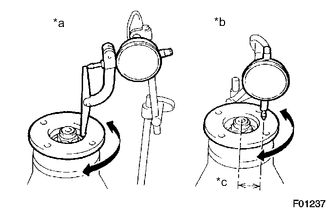
Using a dial indicator, measure the runout of the companion flange vertically and laterally.
Maximum Runout Runout Specified Condition Vertical runout 0.10 mm (0.00394 in.) Lateral runout 0.10 mm (0.00394 in.) Table 11. Text in Illustration *a Vertical Runout *b Lateral Runout *c 35 mm (1.38 in.) If the runout is more than the maximum, replace the companion flange.
-
- Click here
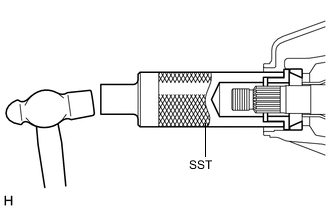
STAKE DRIVE PINION COMPANION FLANGE REAR NUT
-
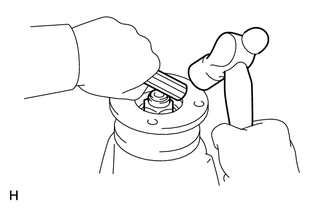
Using a chisel and hammer, stake the nut.
-
- Click here
INSTALL REAR DIFFERENTIAL BEARING ADJUSTING NUT LOCK
-
Install 2 new nut locks to the bearing caps.
-
Install the 2 bolts, and bend the nut locks.
13 N*m 130 kgf*cm 9 ft.*lbf
-