- Click here
СНИМИТЕ КРЫШКУ МАСЛОНАЛИВНОЙ ГОРЛОВИНЫ В СБОРЕ
- Click here
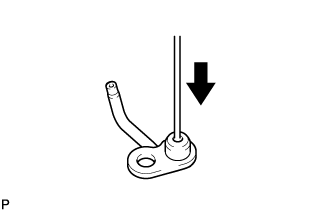
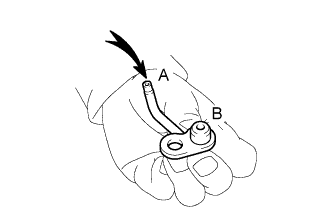
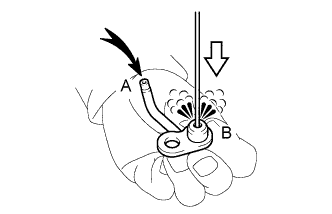
СНИМИТЕ КЛАПАН ПРИНУДИТЕЛЬНОЙ ВЕНТИЛЯЦИИ КАРТЕРА В СБОРЕ
-
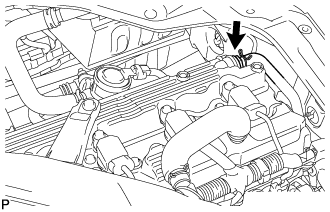
Ослабьте хомут шланга и отсоедините шланг вентиляции картера от сапуна (клапана вентиляции картера).
-
Снимите сапун.
-
- Click here
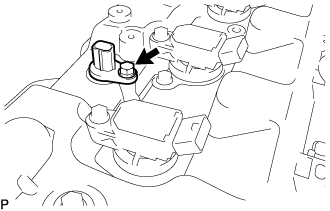
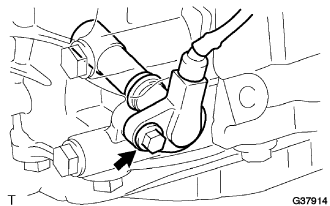
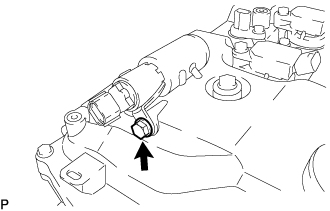
СНИМИТЕ ДАТЧИК ПОЛОЖЕНИЯ РАСПРЕДВАЛА
-
со стороны впускных каналов:
-
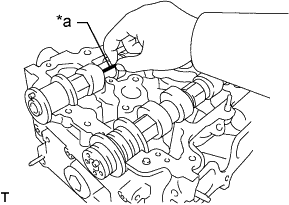
Отсоедините разъем датчика положения распредвала.
-
Выверните болт и снимите датчик положения распредвала.
-
-
со стороны выпускных каналов:
-
Отсоедините разъем датчика положения распредвала.
-
Выверните болт и снимите датчик положения распредвала.
-
-
- Click here
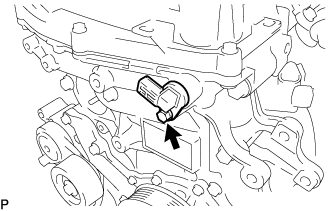
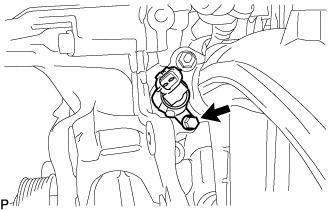
СНИМИТЕ ДАТЧИК ПОЛОЖЕНИЯ КОЛЕНЧАТОГО ВАЛА
-
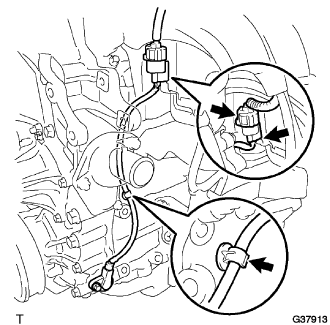
Отсоедините разъем датчика положения коленчатого вала и открепите 2 зажима жгута проводов.
-
Выверните болт и снимите датчик положения коленчатого вала.
-
- Click here
СНИМИТЕ ГИДРАВЛИЧЕСКИЙ КЛАПАН ИЗМЕНЕНИЯ ФАЗ В СБОРЕ
-
со стороны впускных каналов:
-
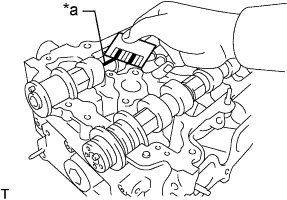
Отсоедините разъем гидравлического клапана изменения фаз.
-
Отверните болт и снимите гидравлический клапан изменения фаз с головки блока цилиндров.
-
Снимите кольцевое уплотнение с гидравлического клапана изменения фаз в сборе.
-
-
со стороны выпускных каналов:
-
Отсоедините разъем гидравлического клапана изменения фаз.
-
Отверните болт и снимите гидравлический клапан изменения фаз с крышки головки блока цилиндров.
-
Снимите кольцевое уплотнение с гидравлического клапана изменения фаз в сборе.
-
-
- Click here
СНИМИТЕ КРЫШКУ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ В СБОРЕ
-
Сдвиньте хомут и отсоедините шланг системы принудительной вентиляции картера от клапана системы принудительной вентиляции картера.
-
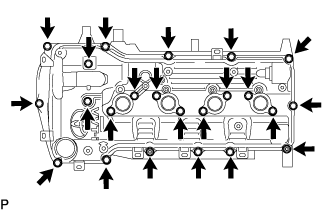
Выверните 21 болт, отверните 2 гайки с 2 плоскими шайбами и 2 уплотнительными шайбами и снимите крышку головки блока цилиндров.
-
Снимите прокладку с крышки головки блока цилиндров в сборе.
-
Снимите прокладку масляного отверстия крышки подшипника распредвала № 1 c распорной втулки крышки головки блока цилиндров.
-
- Click here
СНИМИТЕ ВЕНТИЛЯЦИОННЫЙ РАЗЪЕМ № 1
-
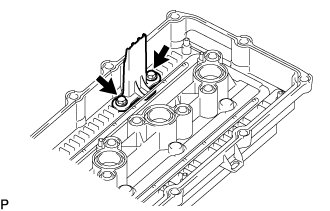
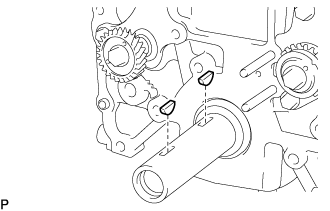
Выверните 2 болта и снимите вентиляционный разъем № 1 с крышки головки блока цилиндров в сборе.
-
- Click here
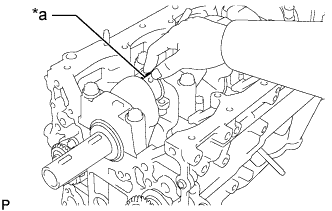
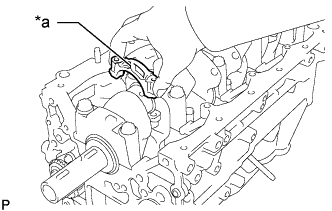
СНИМИТЕ ШКИВ КОЛЕНЧАТОГО ВАЛА
-
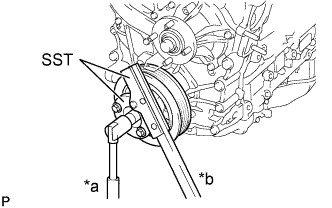
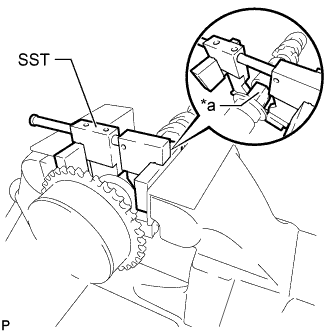
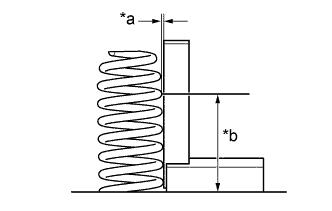
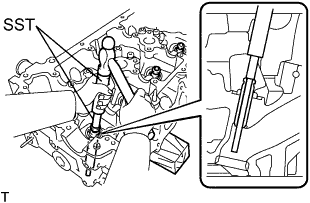
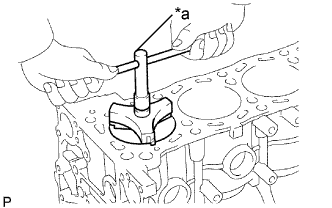
Используя SST, заблокируйте шкив коленчатого вала и ослабьте болт крепления шкива коленчатого вала.
09213-54015 91651-60855 09330-00021 Table 1. Обозначения на рисунке *a Ослабьте *b Удерживайте -
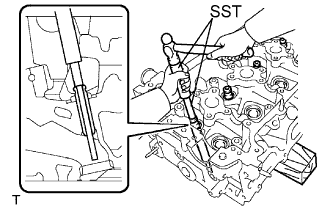
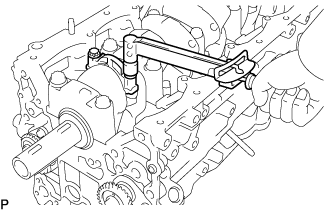
Наживите установочный болт шкива коленчатого вала в коленчатый вал на 2–3 оборота.
-
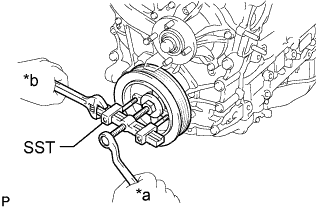
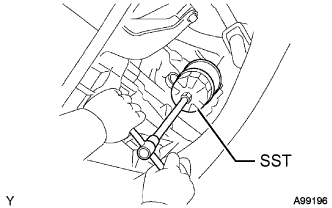
При помощи установочного болта шкива коленчатого вала и SST снимите шкив коленчатого вала.
09213-54015 91651-60855 09330-00021 09950-50013 09951-05010 09952-05010 09953-05010 09954-05021 Table 2. Обозначения на рисунке *a Поверните *b Удерживайте Tip:Нанесите смазочный материал на резьбу и конец SST.
-
- Click here
СНИМИТЕ ПОДДОН КАРТЕРА № 2 В СБОРЕ
-
Отверните пробку сливного отверстия поддона картера и снимите прокладку.
-
Выверните 18 болтов и отверните 2 гайки.
-
Вставьте лезвие инструмента для обрезки прокладки масляного поддона между масляным поддоном и масляным поддоном № 2. Срежьте нанесенный герметик и снимите масляный поддон № 2 в сборе.
Note:Соблюдайте осторожность, чтобы не повредить сопрягающиеся поверхности масляного поддона и масляного поддона № 2.
-
- Click here
СНИМИТЕ МАСЛЯНЫЙ ПОДДОН В СБОРЕ
-
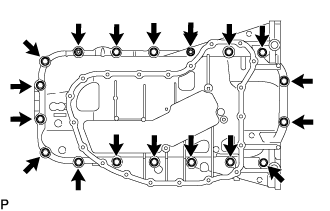
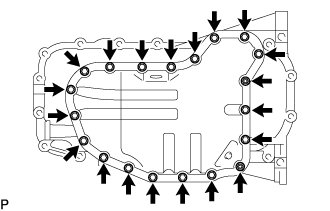
Выверните 16 болтов и отверните 2 гайки.
-
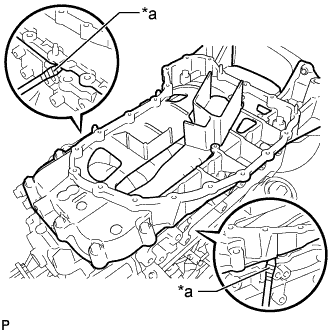
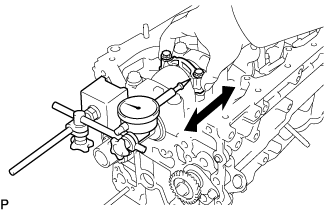
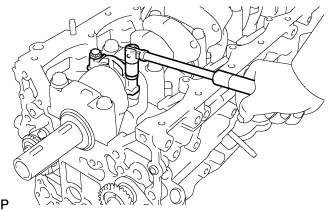
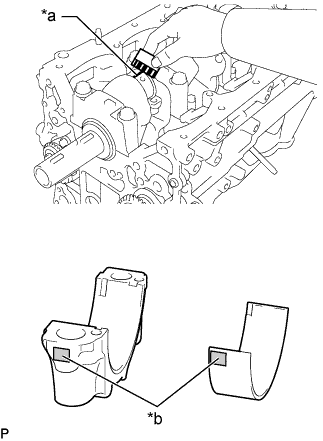
С помощью отвертки с обернутым изолентой концом отделите масляный поддон, используя ее в качестве рычага в определенных местах между блоком цилиндров и масляным поддоном, как показано на рисунке.
Table 3. Обозначения на рисунке *a Защитная клейкая лента Note:Соблюдайте осторожность, чтобы не повредить сопрягающиеся поверхности блока цилиндров и масляного поддона в сборе.
Tip:Конец отвертки перед использованием следует изолировать защитной клейкой лентой.
-
Снимите прокладку.
-
- Click here
СНИМИТЕ МАСЛОПРИЕМНИК С СЕТЧАТЫМ ФИЛЬТРОМ В СБОРЕ
-
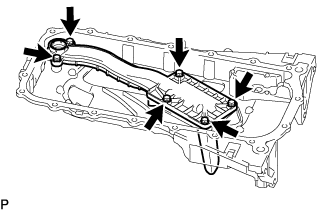
Выверните 6 болтов и снимите маслоприемник с сетчатым фильтром в сборе.
-
- Click here
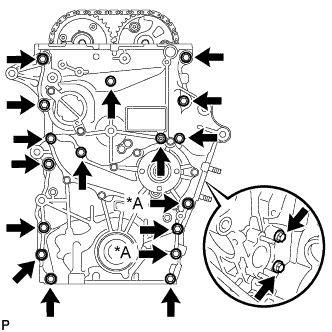
СНИМИТЕ КРЫШКУ ЦЕПНОГО ИЛИ РЕМЕННОГО ПРИВОДА ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
-
Для моделей с системой кондиционирования:
Выверните 16 болтов и отверните гайку, как показано на рисунке.
Table 4. Обозначения на рисунке *A Для моделей без системы кондиционирования -
Для моделей без системы кондиционирования:
Выверните 18 болтов и отверните гайку, как показано на рисунке.
-
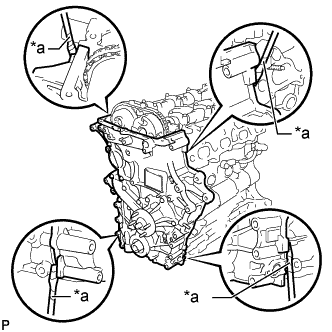
С помощью отвертки с обернутым изолентой концом снимите крышку цепного или ременного привода газораспределительного механизма в сборе, поддев ее в точках, показанных на рисунке.
Table 5. Обозначения на рисунке *a Защитная клейкая лента Note:Соблюдайте осторожность, чтобы не повредить окружающие детали.
Tip:Конец отвертки перед использованием следует изолировать защитной клейкой лентой.
-
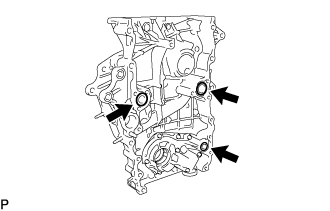
Извлеките 3 кольцевых уплотнения из крышки цепного или ременного привода газораспределительного механизма.
-
- Click here
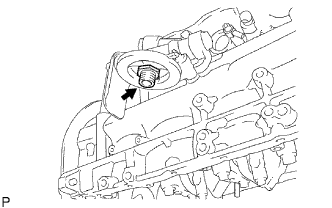
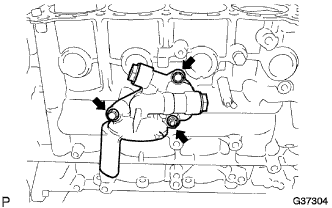
СНИМИТЕ НАСОС СИСТЕМЫ ОХЛАЖДЕНИЯ В СБОРЕ
-
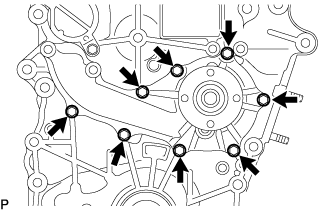
Выверните 8 болтов и снимите насос системы охлаждения двигателя в сборе и прокладку с крышки цепного или ременного привода газораспределительного механизма в сборе.
-
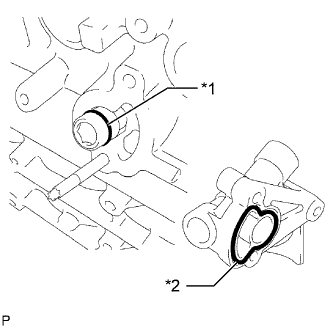
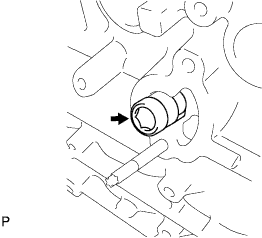
- Click here
СНИМИТЕ САЛЬНИК КАРТЕРА ЦЕПНОГО ПРИВОДА ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
-
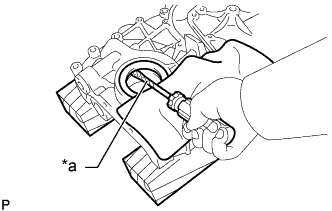
С помощью отвертки с обернутым изолентой концом извлеките сальник картера цепного привода газораспределительного механизма из крышки цепного или ременного привода газораспределительного механизма в сборе.
Table 6. Обозначения на рисунке *a Защитная клейкая лента Note:Соблюдайте осторожность, чтобы не повредить крышку цепного или ременного привода газораспределительного механизма в сборе.
Tip:Конец отвертки перед использованием следует изолировать клейкой лентой.
-
- Click here
УСТАНОВИТЕ ПОРШЕНЬ ЦИЛИНДРА №1 В ВМТ ТАКТА СЖАТИЯ
-
Временно установите болт ведущего колеса привода газораспределения.
-
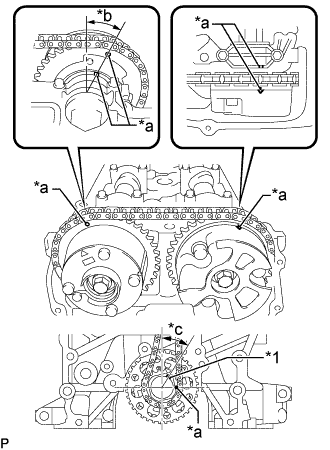
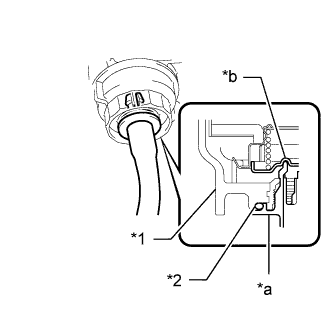
Проверните коленчатый вал по часовой стрелке и совместите установочные метки на ведущем колесе привода газораспределения и зубчатых колесах распредвала, как показано на рисунке.
Table 7. Обозначения на рисунке *1 Шпонка *a Установочная метка *b Примерно 13° *c Примерно 30° Tip:Если установочные метки не совпадают, снова поверните коленчатый вал по часовой стрелке так, чтобы совместить их.
-
Снимите болт ведущего колеса привода газораспределения.
-
- Click here
СНИМИТЕ РАЗЪЕМ КРЫШКИ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ В СБОРЕ
-
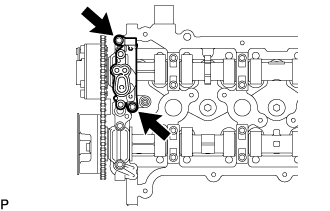
Выверните 2 болта и снимите разъем крышки головки блока цилиндров в сборе.
-
Снимите прокладку масляного отверстия крышки подшипника распредвала № 2 и 3 прокладки масляного отверстия крышки подшипника распредвала № 3 из крышки подшипника распредвала.
-
- Click here
СНИМИТЕ НАПРАВЛЯЮЩУЮ ЦЕПНОГО ПРИВОДА ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
-
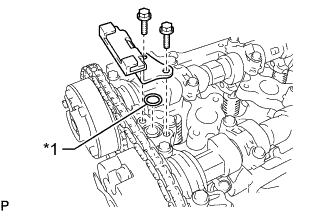
Выверните 2 болта и снимите направляющую цепного привода газораспределительного механизма с кольцевым уплотнением.
Table 8. Обозначения на рисунке *1 Кольцевое уплотнение
-
- Click here
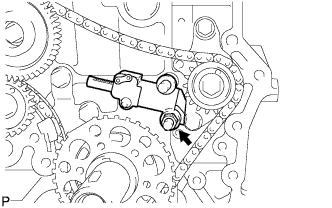
СНИМИТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 1 В СБОРЕ
Note:
-
Запрещается вращать коленчатый вал при снятом натяжителе цепи № 1 в сборе.
-
Если цепь снята, и требуется повернуть распредвал, поверните коленчатый вал на 90° вправо.
-
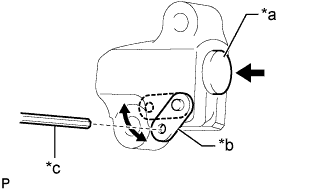
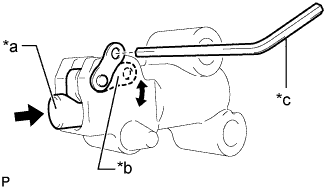
Отведите стопорную пластину вверх, чтобы освободить фиксатор, и глубоко вдавите плунжер в натяжитель.
Table 9. Обозначения на рисунке *a Плунжер *b Стопорная пластина *c Шестигранный ключ -
Опустите стопорную пластину, чтобы ввести фиксатор в зацепление, и вставьте в отверстие стопорной пластины шестигранный гаечный ключ.
-
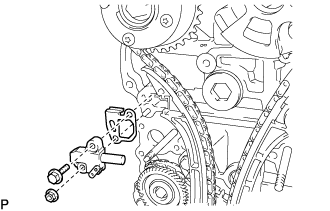
Отверните гайку, выверните болт и снимите натяжитель цепи № 1 с прокладкой.
-
- Click here
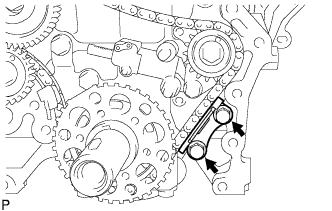
СНИМИТЕ БАШМАК НАТЯЖИТЕЛЯ ЦЕПИ
-
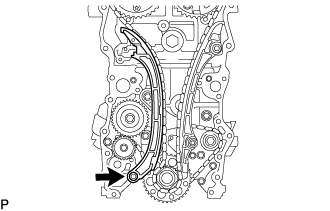
Выверните болт и снимите башмак натяжителя цепи.
-
- Click here
СНИМИТЕ УСПОКОИТЕЛЬ ЦЕПИ № 1
-
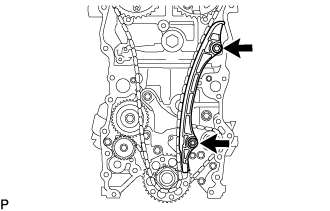
Выверните болт, отверните гайку и снимите успокоитель цепи № 1.
-
- Click here
СНИМИТЕ ЦЕПЬ В СБОРЕ
- Click here
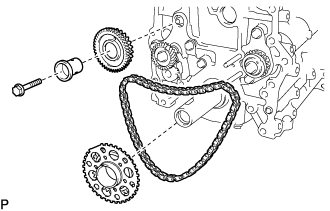
СНИМИТЕ ЗУБЧАТОЕ КОЛЕСО ИЛИ ВЕДУЩУЮ ЗВЕЗДОЧКУ С КОЛЕНЧАТОГО ВАЛА
-
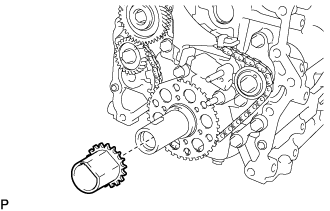
Снимите ведущую шестерню или звездочку цепи ГРМ на коленчатом валу с коленчатого вала.
-
- Click here
СНИМИТЕ КРЫШКУ ПОДШИПНИКА РАСПРЕДВАЛА
-
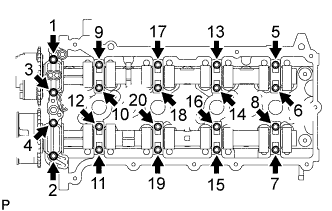
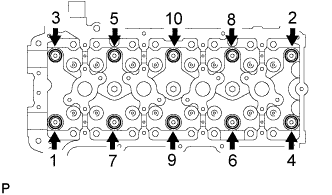
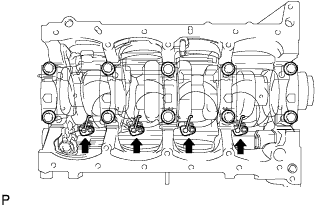
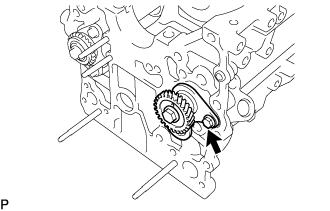
Равномерно ослабьте затяжку и выверните 20 болтов крышек подшипников в последовательности, показанной на рисунке.
Note:Равномерно ослабляйте болты, удерживая распредвалы строго горизонтально.
-
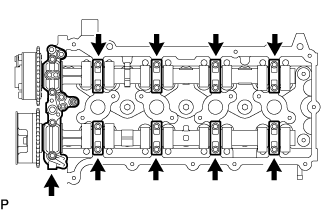
Снимите 9 крышек подшипников.
Tip:Разложите снятые детали в надлежащем порядке.
-
- Click here
СНИМИТЕ РАСПРЕДВАЛ
-
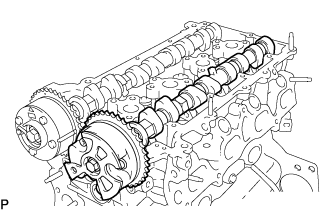
Снимите распредвал.
-
- Click here
СНИМИТЕ РАСПРЕДВАЛ № 2
-
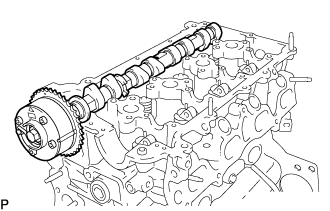
Снимите распредвал № 2.
-
- Click here
СНИМИТЕ РЫЧАГ ПРИВОДА КЛАПАНА № 1 В СБОРЕ
-
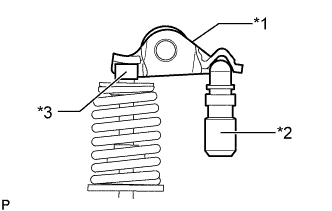
Снимите 16 рычагов привода клапанов № 1 в сборе с головок блока цилиндров.
Table 10. Обозначения на рисунке *1 Рычаг привода клапана № 1 *2 Механизм регулировки зазора в приводе клапана в сборе *3 Колпак штока клапана Tip:Разложите снятые детали в надлежащем порядке.
-
- Click here
СНИМИТЕ КОЛПАК ШТОКА КЛАПАНА
-
Снимите 16 колпачков штоков клапанов с головки блока цилиндров.
Tip:Разложите снятые детали в надлежащем порядке.
-
- Click here
СНИМИТЕ МЕХАНИЗМ РЕГУЛИРОВКИ ЗАЗОРА В ПРИВОДЕ КЛАПАНА В СБОРЕ
-
Снимите с головки блока цилиндров 16 механизма регулировки зазора в приводе клапана.
Tip:Разложите снятые детали в надлежащем порядке.
-
- Click here
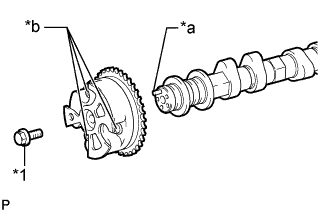
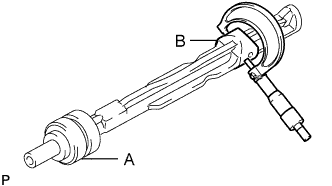
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА В СБОРЕ
-
Проверьте замок зубчатого колеса распредвала.
-
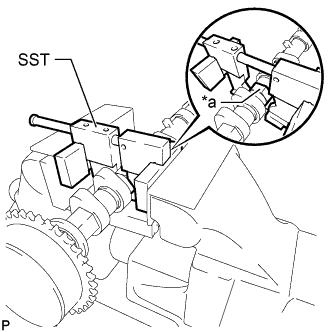
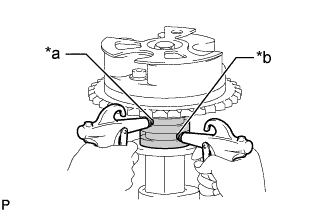
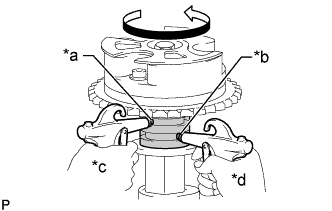
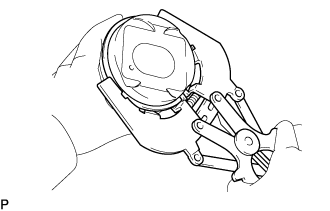
С помощью SST сожмите шестигранную часть и закрепите SST с распредвалом в тисках, как показано на рисунке, и убедитесь, что зубчатое колесо распредвала в сборе не вращается.
09212-31010 Table 11. Обозначения на рисунке *a Шестигранная часть Note:
-
Действуйте осторожно, чтобы не повредить распредвал.
-
Запрещается держать детали за любые нешестигранные части, поскольку это приведет к повреждению.
-
-
-
Извлеките стопорный штифт.
-
Очистите шейки распредвала не оставляющим осадка растворителем.
-
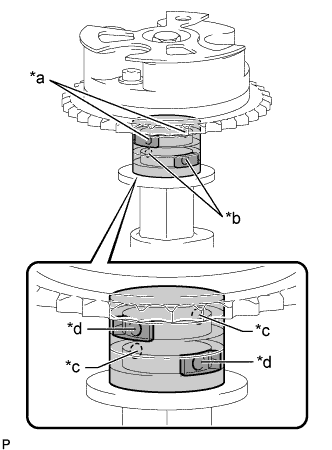
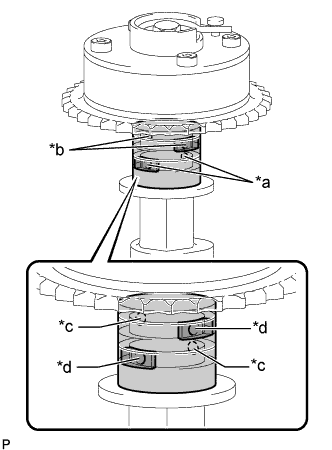
Закройте 4 масляных канала на шейке распредвала виниловой лентой, как показано на рисунке.
Table 12. Обозначения на рисунке *a Канал запаздывания *b Канал опережения *c Открыто *d Закрыто 
Кусок резины 
Виниловая лента Tip:В проточках распредвала предусмотрен 1 канал запаздывания и 1 канал опережения. Закупорьте один из каналов куском резины.
-
Проколите ленту со стороны канала опережения, а затем – со стороны канала запаздывания с противоположной стороны проточки, как показано на рисунке.
-
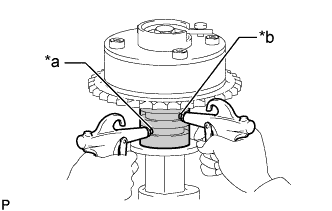
Подайте сжатый воздух под давлением около 200 кПа (2,0 кгс/см2, 28 фунтов на кв. дюйм) в 2 открытых канала, доступные через отверстия в ленте.
Table 13. Обозначения на рисунке *a Канал запаздывания *b Канал опережения Note:Перед тем, как подать давление, закройте каналы куском ткани, чтобы предотвратить разбрызгивание масла.
-
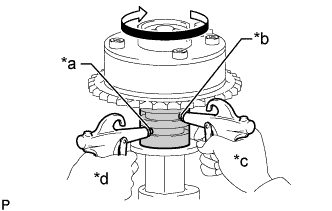
Проверьте, чтобы зубчатое колесо распредвала вращалось в направлении угла опережения при снижении давления воздуха со стороны проточки запаздывания.
OK Зубчатое колесо вращается в направлении опережения. Table 14. Обозначения на рисунке *a Канал запаздывания *b Канал опережения *c Уменьшение давления *d Поддержание давления Tip:В результате стопорный штифт, который удерживает зубчатое колесо распредвала в положении наибольшего запаздывания, высвобождается.
-
Когда зубчатое колесо распредвала займет положение, соответствующее максимальному опережению, уменьшите давление воздуха в канале со стороны запаздывания, а затем в канал со стороны опережения.
Note:
-
Не прекращайте подачу воздуха, начиная с канала со стороны проточки опережения. В этом случае зубчатое колесо может рывком сместиться в направлении проточки запаздывания и сломать стопорный штифт.
-
Сбрасывание давления воздуха из канала опережения необходимо осуществлять постепенно.
-
-
-
Проверьте плавность вращения.
-
Несколько раз поверните зубчатое колесо распредвала в пределах диапазона поворота, не доводя его до положения максимального запаздывания. Убедитесь, что шестерня вращается плавно.
CAUTION:Не используйте сжатый воздух для проверки плавности вращения.
-
-
Проверьте, фиксируется ли муфта в положении наибольшего запаздывания.
-
Убедитесь, что зубчатое колесо распредвала оказывается зафиксированным в положении наибольшего запаздывания.
-
-
- Click here
СНИМИТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА В СБОРЕ
-
С помощью SST сожмите шестигранную часть и закрепите SST с распредвалом в тисках, как показано на рисунке.
09212-31010 Table 15. Обозначения на рисунке *a Шестигранная часть Note:
-
Действуйте осторожно, чтобы не повредить распредвал.
-
Запрещается держать детали за любые нешестигранные части, поскольку это приведет к повреждению.
-
-
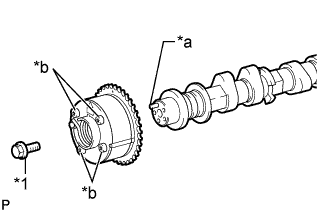
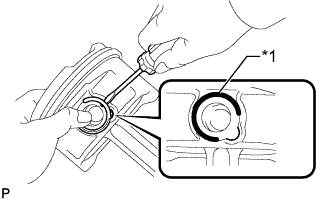
Выверните болт фланца и снимите зубчатое колесо распредвала.
Table 16. Обозначения на рисунке *1 Фланцевый болт *a Стопорный штифт *b Не снимайте Note:
-
Не выворачивайте 3 остальные болта.
-
Если зубчатое колесо предполагается использовать снова, перед его установкой необходимо освободить штифтовый замок.
-
-
- Click here
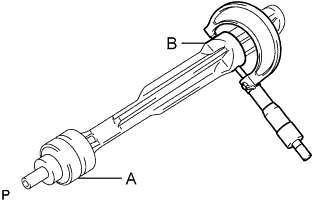
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА ВЫПУСКНЫХ КЛАПАНОВ В СБОРЕ
-
Проверьте замок зубчатого колеса распредвала выпускных клапанов в сборе.
-
С помощью SST сожмите шестигранную часть и закрепите SST с распредвалом № 2 в тисках, как показано на рисунке, и убедитесь, что зубчатое колесо распредвала выпускных клапанов в сборе не вращается.
09212-31010 Table 17. Обозначения на рисунке *a Шестигранная часть Note:
-
Соблюдайте осторожность, чтобы не повредить распредвал № 2.
-
Запрещается держать детали за любые нешестигранные части, поскольку это приведет к повреждению.
-
-
-
Извлеките стопорный штифт.
-
Очистите шейку распредвала № 2 не оставляющим осадка растворителем.
-
Закройте 4 масляных канала на шейке распредвала виниловой лентой, как показано на рисунке.
Table 18. Обозначения на рисунке *a Канал запаздывания *b Канал опережения *c Открыто *d Закрыто Кусок резины Виниловая лента Tip:В проточках распредвала № 2 расположены 4 отверстия масляных каналов. Закройте 2 канала резиновыми пробками.
-
Проколите ленту со стороны канала опережения, а затем – со стороны канала запаздывания с противоположной стороны проточки, как показано на рисунке.
-
Подайте сжатый воздух под давлением приблизительно 200 кПа (2,0 кгс/см2, 28 фунтов на кв. дюйм) в 2 открытых канала (со стороны опережения и со стороны запаздывания).
Table 19. Обозначения на рисунке *a Канал запаздывания *b Канал опережения Note:Перед тем, как подать давление, закройте каналы куском ткани, чтобы предотвратить разбрызгивание масла.
Tip:В этом состоянии стопорный штифт освобождается.
-
Убедитесь, что при снижении давления воздуха, действующего в канале со стороны опережения, зубчатое колесо распредвала выпускных клапанов поворачивается в направлении запаздывания.
Table 20. Обозначения на рисунке *a Канал запаздывания *b Канал опережения *c Уменьшение давления *d Поддержание давления Tip:Если извлечь стопорный штифт, зубчатое колесо распредвала выпускных клапанов поворачивается в направлении запаздывания.
-
Когда зубчатое колесо распредвала выпускных клапанов займет положение, соответствующее максимальному запаздыванию, уменьшите давление воздуха в канале со стороны проточки опережения, а затем – в канал со стороны проточки запаздывания.
Note:Сначала прекратите подачу воздуха в канал со стороны проточки опережения. Если сначала сбросить давление воздуха в канале со стороны запаздывания, зубчатое колесо распредвала выпускных клапанов может резко повернуться в сторону опережения, что может привести к поломке стопорного штифта или других деталей.
-
-
Проверьте плавность вращения.
-
Два-три раза поверните зубчатое колесо распредвала выпускных клапанов в сборе в пределах его диапазона поворота (21,5-23,5°), но не доводите его до положения, соответствующего максимальному углу опережения. Убедитесь, что зубчатое колесо вращается свободно.
Note:Когда сбрасывается давление воздуха в канале со стороны опережения, а затем – в канале со стороны запаздывания, зубчатое колесо под действием вспомогательной пружины центробежного регулятора опережения автоматически возвращается в положение наибольшего опережения и фиксируется. Перед проверкой плавности вращения постепенно сбросьте давление воздуха со стороны проточки запаздывания.
-
-
Проверьте фиксацию в положении наибольшего опережения.
-
Убедитесь, что зубчатое колесо распредвала выпускных клапанов зафиксировано в положении максимального опережения.
-
-
- Click here
СНИМИТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА ВЫПУСКНЫХ КЛАПАНОВ В СБОРЕ
-
С помощью SST сожмите шестигранную часть и закрепите SST с распредвалом № 2 в тисках, как показано на рисунке.
09212-31010 Table 21. Обозначения на рисунке *a Шестигранная часть Note:
-
Соблюдайте осторожность, чтобы не повредить распредвал № 2.
-
Запрещается держать детали за любые нешестигранные части, поскольку это приведет к повреждению.
-
-
Выверните болт фланца и снимите зубчатое колесо распредвала выпускных клапанов в сборе.
Table 22. Обозначения на рисунке *1 Фланцевый болт *a Стопорный штифт *b Не снимайте Note:Не выворачивайте 4 остальные болта.
-
- Click here
СНИМИТЕ ГОЛОВКУ БЛОКА ЦИЛИНДРОВ В СБОРЕ
-
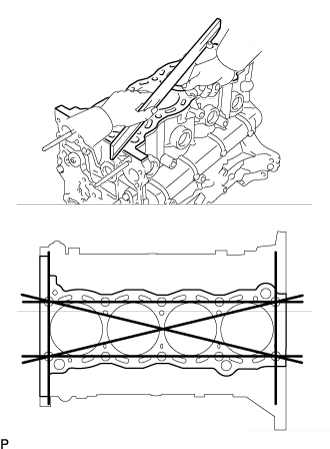
Равномерно ослабьте 10 болтов в последовательности, показанной на рисунке. Выверните 10 болтов головки блока цилиндров и снимите плоские шайбы.
Note:
-
Соблюдайте осторожность, следя за тем, чтобы плоские шайбы не упали внутрь головки блока цилиндров.
-
Если выворачивать болты в неправильной последовательности, головка блока цилиндров может покоробиться или треснуть.
-
-
Снимите головку блока цилиндров в сборе.
-
- Click here
СНИМИТЕ ПРОКЛАДКУ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
- Click here
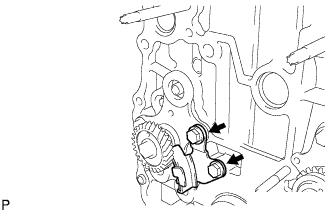
СНИМИТЕ УСПОКОИТЕЛЬ ЦЕПИ № 2
-
Отведите стопорную пластину вниз, чтобы освободить фиксатор, и глубоко вдавите плунжер в натяжитель.
Table 23. Обозначения на рисунке *a Плунжер *b Стопорная пластина *c Шестигранный ключ -
Отведите стопорную пластину вверх, чтобы ввести фиксатор в зацепление, и вставьте в отверстие стопорной пластины шестигранный гаечный ключ.
-
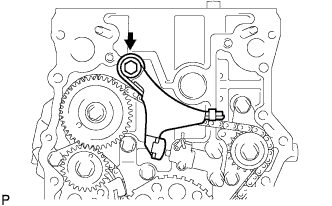
Выверните болт и снимите успокоитель цепи № 2.
-
- Click here
СНИМИТЕ УСПОКОИТЕЛЬ ЦЕПИ № 3
-
Выверните 2 болта и снимите успокоитель цепи №3.
-
- Click here
СНИМИТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 2 В СБОРЕ
-
Извлеките шестигранный гаечный ключ из натяжителя цепи № 2 в сборе.
-
Отверните гайку и снимите натяжитель цепи № 2.
-
- Click here
СНИМИТЕ ЦЕПЬ № 2 В СБОРЕ
-
Выверните болт и снимите вал приводной шестерни уравновешивающего вала и приводную шестерню уравновешивающего вала.
-
Снимите ведущую звездочку цепи ГРМ на коленчатом валу № 2 и цепь № 2 в сборе.
-
- Click here
СНИМИТЕ УСПОКОИТЕЛЬ ЦЕПИ № 4
-
Выверните 2 болта и снимите успокоитель цепи №4.
-
- Click here
СНИМИТЕ ШПОНКУ ШКИВА КОЛЕНЧАТОГО ВАЛА
-
Снимите 2 шпонки шкива коленчатого вала с коленчатого вала.
-
- Click here
СНИМИТЕ МАСЛЯНЫЙ ФИЛЬТР В СБОРЕ (для типа А)
-
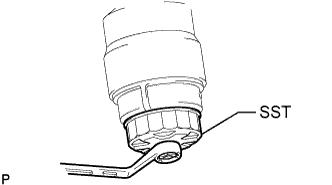
Используя специальный инструмент, снимите масляный фильтр.
09228-07501
-
- Click here
СНИМИТЕ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ МАСЛЯНОГО ФИЛЬТРА (для типа В)
-
Подсоедините к сливному трубопроводу масляного фильтра шланг с внутренним диаметром 15 мм (0,591 дюйма).
Table 24. Обозначения на рисунке *a Сливная трубка масляного фильтра *b Шланг -
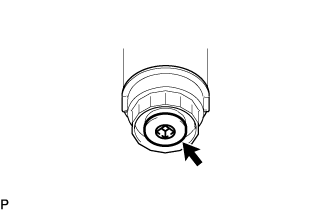
Снимите пробку сливного отверстия масляного фильтра с крышки масляного фильтра.
Note:Не снимайте кольцевое уплотнение крышки (для пробки сливного отверстия).
-
Присоедините трубопровод, к которому был присоединен шланг, к крышке масляного фильтра.
Table 25. Обозначения на рисунке *1 Крышка масляного фильтра *2 Кольцевое уплотнение (для пробки сливного отверстия) *a Патрубок *b Клапан Note:Вставьте трубопровод с кольцевым уплотнением (для пробки сливного отверстия), присоединенный со стороны крышки масляного фильтра в сборе.
Tip:Используйте резервуар для сбора сливаемого моторного масла.
-
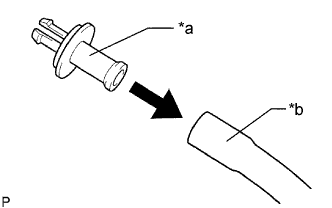
Убедитесь, что моторное масло слито, и снимите трубопровод и к кольцевое уплотнение (для пробки сливного отверстия).
Tip:Снимите трубопровод в направлении, указанном на рисунке стрелками.
-
Нанесите тонкий слой моторного масла на новое уплотнительное кольцо (пробки сливного отверстия) и установите его на пробку сливного отверстия масляного фильтра.
-
Установите пробку сливного отверстия масляного фильтра на крышку масляного фильтра.
13 Н*м 127 кгс*см 9 фунт-сила-футов -
Снимите крышку масляного фильтра с помощью SST.
09228-06501 -
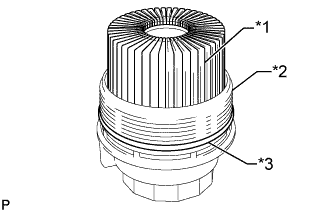
Снимите с крышки масляного фильтра фильтрующий элемент масляного фильтра и кольцевое уплотнение (крышки).
Table 26. Обозначения на рисунке *1 Фильтрующий элемент масляного фильтра *2 Крышка масляного фильтра *3 Кольцевое уплотнение (крышки)
-
- Click here
СНИМИТЕ КРОНШТЕЙН МАСЛЯНОГО ФИЛЬТРА (для типа А)
-
С помощью торцевого ключа с головкой 27 мм снимите штуцер масляного фильтра.
-
Выверните 2 болта, отверните гайку и снимите кронштейн масляного фильтра.
-
Выверните 2 резьбовые заглушки и снимите 2 прокладки с кронштейна масляного фильтра.
-
Снимите прокладку кронштейна масляного фильтра и кольцевое уплотнение.
Table 27. Обозначения на рисунке *1 Кольцевое уплотнение *2 Прокладка кронштейна масляного фильтра -
С помощью торцевого гаечного ключа снимите штуцер кронштейна масляного фильтра.
-
- Click here
СНИМИТЕ КРОНШТЕЙН МАСЛЯНОГО ФИЛЬТРА (для типа В)
-
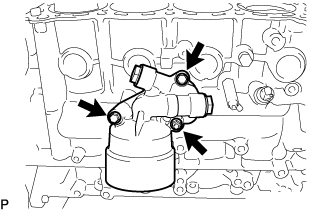
Выверните 2 болта, отверните гайку и снимите кронштейн масляного фильтра.
-
Выверните 2 резьбовые заглушки и снимите 2 прокладки с кронштейна масляного фильтра.
-
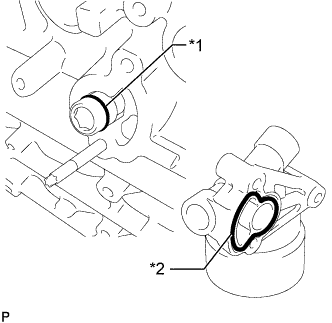
Снимите прокладку кронштейна масляного фильтра и кольцевое уплотнение.
Table 28. Обозначения на рисунке *1 Кольцевое уплотнение *2 Прокладка кронштейна масляного фильтра -
С помощью торцевого гаечного ключа снимите штуцер кронштейна масляного фильтра.
-
- Click here
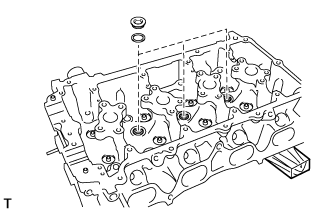
СНИМИТЕ РЕЗЬБОВУЮ ЗАГЛУШКУ С ГОЛОВКОЙ № 1
-
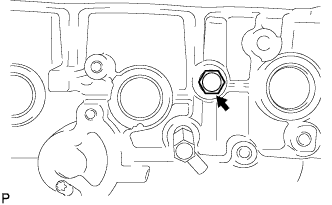
Выверните коническую резьбовую заглушку с головкой № 1 из блока цилиндров.
-
- Click here
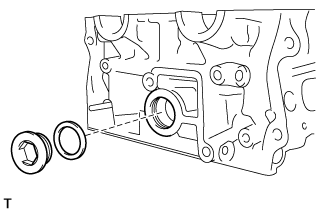
СНИМИТЕ СТОПОР ЗАДНЕГО САЛЬНИКА КОЛЕНЧАТОГО ВАЛА
-
Выверните 6 болтов .
-
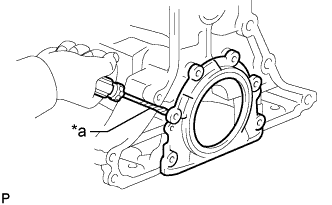
Обернув конец отвертки изолентой, снимите стопор заднего сальника коленчатого вала.
Table 29. Обозначения на рисунке *a Защитная клейкая лента Tip:Конец отвертки перед использованием следует изолировать клейкой лентой.
-
- Click here
СНИМИТЕ ЗАДНИЙ САЛЬНИК КОЛЕНЧАТОГО ВАЛА
-
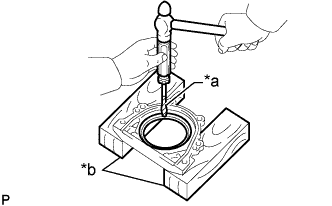
Поместите держатель заднего сальника коленчатого вала на деревянные бруски.
Table 30. Обозначения на рисунке *a Защитная клейкая лента *b Деревянные бруски -
С помощью отвертки с обернутым изолентой концом и молотка выбейте задний сальник коленчатого вала.
Tip:Конец отвертки перед использованием следует изолировать клейкой лентой.
-
- Click here
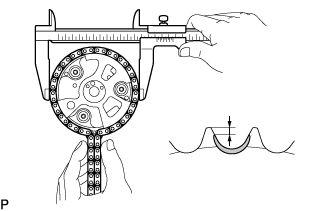
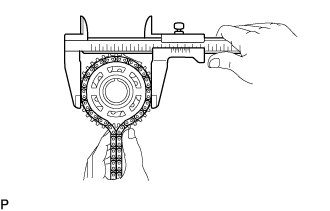
ПРОВЕРЬТЕ ЦЕПЬ В СБОРЕ
-
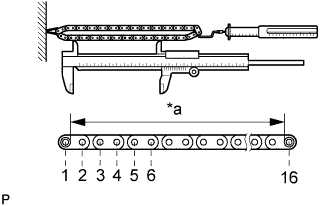
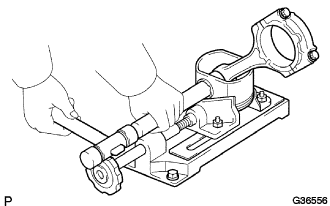
Потяните за цепь с усилием 147 Н (15 кгс, 33,0 фунт-силы), как показано на рисунке.
Table 31. Обозначения на рисунке *a Диапазон измерений -
С помощью штангенциркуля измерьте длину 16 звеньев.
Максимально допустимое удлинение цепи 147,5 мм (5,81 дюйма) Если удлинение превышает максимально допустимую величину, замените цепь в сборе.
Note:Выполните измерения на 3 произвольно выбранных участках.
Рассчитайте среднее значение для всех измерений.
-
- Click here
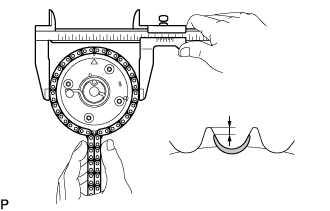
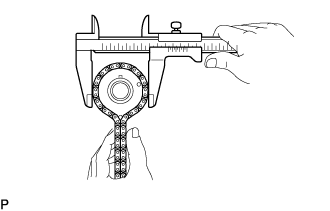
ПРОВЕРЬТЕ ЦЕПЬ № 2 В СБОРЕ
-
Потяните за цепь с усилием 147 Н (15 кгс, 33,0 фунт-силы), как показано на рисунке.
-
С помощью штангенциркуля измерьте длину 16 звеньев.
Максимально допустимое удлинение цепи 123,6 мм (4,87 дюйма) Если удлинение превышает максимально допустимую величину, замените цепь № 2 в сборе.
Note:Выполните измерения в 3 произвольно выбранных местах.
Рассчитайте среднее значение для всех измерений.
-
- Click here
ПРОВЕРЬТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 1 В СБОРЕ
-
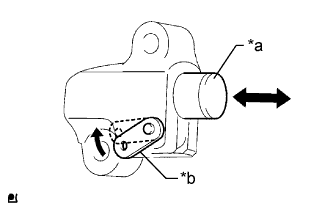
Отведите стопорную пластину вверх, чтобы освободить фиксатор. Нажмите на плунжер и убедитесь, что он перемещается плавно.
Table 32. Обозначения на рисунке *a Плунжер *b Стопорная пластина
-
- Click here
ПРОВЕРЬТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 2 В СБОРЕ
-
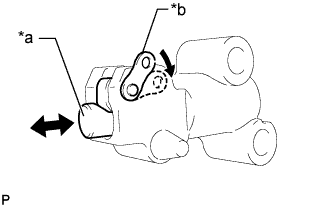
Отведите стопорную пластину вниз, чтобы освободить фиксатор. Нажмите на плунжер и убедитесь, что он перемещается плавно.
Table 33. Обозначения на рисунке *a Плунжер *b Стопорная пластина
-
- Click here
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА В СБОРЕ
-
Измерьте расстояние между самым изношенным зубцом зубчатого колеса и началом зоны износа ниже зубца.
Минимальное расстояние 1,0 мм (0,0394 дюйма) Table 34. Обозначения на рисунке Зона износа Если расстояние меньше минимально допустимого, замените зубчатое колесо распредвала в сборе.
Если зона износа слишком мала, или ее трудно отличить от нормальной зоны, выполните описанные ниже шаги (b) и (c).
-
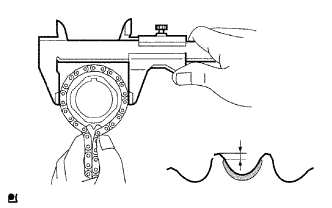
Оберните цепь вокруг зубчатого колеса.
-
Штангенциркулем измерьте диаметр звездочки с цепью в сборе.
Минимально допустимый диаметр звездочки (с цепью) 113,8 мм (4,48 дюйма) Tip:При измерении штангенциркуль должен касаться роликов цепи.
Если диаметр меньше минимально допустимого, замените цепь в сборе и зубчатое колесо распредвала.
-
- Click here
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА ВЫПУСКНЫХ КЛАПАНОВ В СБОРЕ
-
Измерьте расстояние между самым изношенным зубцом зубчатого колеса и началом зоны износа ниже зубца.
Минимальное расстояние 1,0 мм (0,0394 дюйма) Table 35. Обозначения на рисунке Зона износа Если расстояние меньше минимально допустимого, замените зубчатое колесо распредвала выпускных клапанов в сборе.
Если зона износа слишком мала, или ее трудно отличить от нормальной зоны, выполните описанные ниже шаги (b) и (c).
-
Оберните цепь вокруг зубчатого колеса.
-
Штангенциркулем измерьте диаметр звездочки с цепью в сборе.
Минимально допустимый диаметр звездочки (с цепью) 113,8 мм (4,48 дюйма) Tip:При измерении штангенциркуль должен касаться роликов цепи.
Если диаметр меньше минимально допустимого, замените цепь в сборе и зубчатое колесо распредвала выпускных клапанов.
-
- Click here
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО ИЛИ ЗВЕЗДОЧКУ КОЛЕНЧАТОГО ВАЛА
-
Измерьте расстояние между самым изношенным зубцом звездочки и началом зоны износа ниже зубца.
Минимальное расстояние 1,0 мм (0,0394 дюйма) Table 36. Обозначения на рисунке Зона износа Если расстояние меньше минимально допустимого, замените ведущее зубчатое колесо коленчатого вала или звездочку.
Если зона износа слишком мала, или ее трудно отличить от нормальной зоны, выполните описанные ниже шаги (b) и (c).
-
Оберните цепь вокруг ведущей звездочки.
-
Штангенциркулем измерьте диаметр звездочки с цепью.
Минимально допустимый диаметр звездочки (с цепью) 59,4 мм (2,34 дюйма) Tip:При измерении штангенциркуль должен касаться роликов цепи.
Если диаметр зубчатого колеса меньше минимально допустимого, замените цепь в сборе и ведущую звездочку или ведущее зубчатое колесо цепи ГРМ на коленчатом валу.
-
- Click here
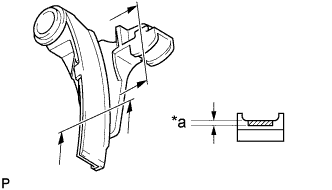
ПРОВЕРЬТЕ БАШМАК НАТЯЖИТЕЛЯ ЦЕПИ
-
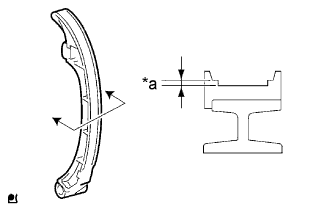
С помощью штангенциркуля измерьте износ башмака натяжителя цепи.
Максимально допустимый износ 2,0 мм (0,0787 дюйма) Table 37. Обозначения на рисунке *a Износ Если износ превышает максимально допустимую величину, замените башмак натяжителя цепи.
-
- Click here
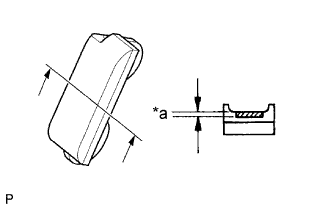
ПРОВЕРЬТЕ УСПОКОИТЕЛЬ ЦЕПИ № 1
-
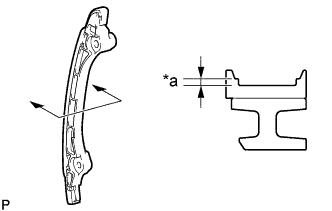
Измерьте износ успокоителя цепи № 1 штангенциркулем.
Максимально допустимый износ 2,0 мм (0,0787 дюйма) Table 38. Обозначения на рисунке *a Износ Если износ превышает максимально допустимую величину, замените успокоитель цепи № 1.
-
- Click here
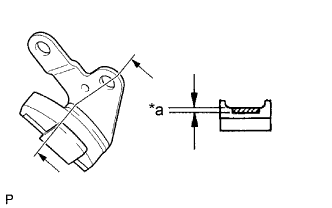
ПРОВЕРЬТЕ НАПРАВЛЯЮЩУЮ ЦЕПНОГО ПРИВОДА ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
-
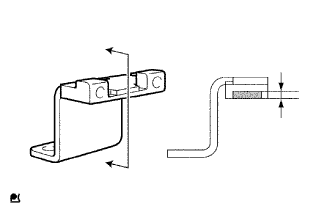
Измерьте износ направляющей цепного привода газораспределительного механизма штангенциркулем.
Максимально допустимый износ 0,5 мм (0,0197 дюйма) Table 39. Обозначения на рисунке Износ Если износ превышает максимально допустимую величину, замените направляющую цепного привода газораспределительного механизма.
-
- Click here
ПРОВЕРЬТЕ ВЕДУЩУЮ ЗВЕЗДОЧКУ № 2 ЦЕПИ ГРМ НА КОЛЕНЧАТОМ ВАЛУ
-
Оберните цепь вокруг ведущей звездочки цепи ГРМ на коленчатом валу № 2.
-
С помощью штангенциркуля измерьте диаметр ведущей звездочки цепи ГРМ на коленчатом валу № 2 с цепью № 2 в сборе.
Минимальный диаметр звездочки (с цепью № 2 в сборе) 96,7 мм (3,81 дюйма) Tip:При измерении штангенциркуль должен касаться роликов цепи.
Если диаметр меньше минимально допустимого, замените цепь № 2 в сборе и ведущую звездочку цепи ГРМ на коленчатом валу № 2.
-
- Click here
ПРОВЕРЬТЕ ПРИВОДНУЮ ШЕСТЕРНЮ УРАВНОВЕШИВАЮЩЕГО ВАЛА В СБОРЕ
-
Оберните цепь вокруг приводной шестерни уравновешивающего вала в сборе.
-
С помощью штангенциркуля измерьте диаметр приводной шестерни уравновешивающего вала с цепью № 2 в сборе.
Минимальный диаметр звездочки (с цепью № 2 в сборе) 75,9 мм (2,99 дюйма) Tip:При измерении штангенциркуль должен касаться роликов цепи.
Если диаметр зубчатого колеса меньше минимально допустимого, замените цепь № 2 в сборе и приводную шестерню уравновешивающего вала в сборе.
-
- Click here
ПРОВЕРЬТЕ УСПОКОИТЕЛЬ ЦЕПИ № 2
-
Измерьте износ успокоителя цепи № 2 штангенциркулем.
Максимально допустимый износ 1,0 мм (0,0394 дюйма) Table 40. Обозначения на рисунке *a Износ Если износ превышает максимально допустимую величину, замените успокоитель цепи № 2.
-
- Click here
ПРОВЕРЬТЕ УСПОКОИТЕЛЬ ЦЕПИ № 3
-
Измерьте износ успокоителя цепи № 3 штангенциркулем.
Максимально допустимый износ 1,0 мм (0,0394 дюйма) Table 41. Обозначения на рисунке *a Износ Если износ превышает максимально допустимую величину, замените успокоитель цепи № 3.
-
- Click here
ПРОВЕРЬТЕ УСПОКОИТЕЛЬ ЦЕПИ № 4
-
Измерьте износ успокоителя цепи № 4 штангенциркулем.
Максимально допустимый износ 1,0 мм (0,0394 дюйма) Table 42. Обозначения на рисунке *a Износ Если износ превышает максимально допустимую величину, замените успокоитель цепи № 4.
-
- Click here
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
-
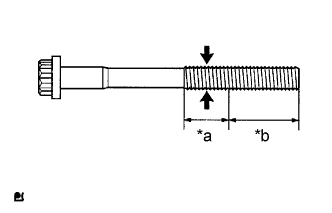
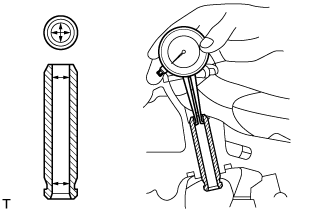
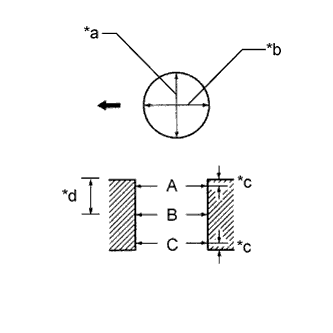
С помощью штангенциркуля измерьте диаметр самого удлиненного резьбового элемента в зоне измерения.
Номинальный наружный диаметр 10,76 - 10,97 мм (0,424 - 0,432 дюйма) Минимально допустимый наружный диаметр 10,40 мм (0,409 дюйма) Расстояние 30 мм (1,18 дюйма) Table 43. Обозначения на рисунке *a Диапазон измерений *b Расстояние Если при осмотре не удалось найти чрезмерно тонкие участки, проверьте центральную часть зоны измерения (см. рисунок) и найдите место с наименьшим диаметром.
Если диаметр меньше минимально допустимого, замените установочный болт головки блока цилиндров.
-
- Click here
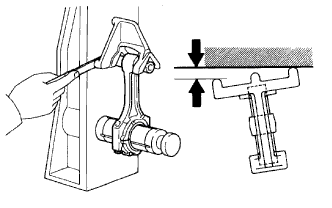
ПРОВЕРЬТЕ МЕХАНИЗМ РЕГУЛИРОВКИ ЗАЗОРА В ПРИВОДЕ КЛАПАНА В СБОРЕ
Note:
-
Не допускайте попадания грязи и посторонних частиц в механизм регулировки зазора в приводе клапанов.
-
Используйте только чистое моторное масло.
-
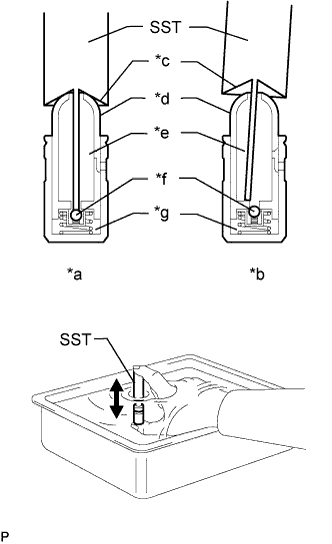
Поместите механизм регулировки клапанного зазора в емкость, наполненную свежим моторным маслом.
Table 44. Обозначения на рисунке *a ПРАВИЛЬНО *b НЕПРАВИЛЬНО *c Конусная часть *d Плунжер *e Камера низкого давления *f Запорный шарик *g Камера высокого давления -
Вставьте наконечник специального инструмента в плунжер механизма регулировки зазора в приводе клапана и надавите на запорный шарик внутри плунжера.
09276-71010 -
Прижав SST к механизму регулировки зазора в приводе клапанов в сборе, переместите плунжер вверх и вниз 5-6 раз.
-
Проверьте ход плунжера и выпустите воздух.
OK Плунжер перемещается вверх и вниз. Note:Выпуская воздух под высоким давлением из камеры сжатия, убедитесь, чтобы наконечник SST действительно прижимал запорный шарик, как показано на рисунке. Если запорный шарик не прижать, не будет стравливаться воздух.
-
После выпуска воздуха извлеките SST. Затем попробуйте быстро и с усилием нажать на плунжер пальцем.
OK Можно нажать плунжер 3 раза. Если плунжер может и дальше сжиматься после трехкратного нажатия, замените механизм регулировки клапанного зазора.
-
- Click here
СНИМИТЕ ВПУСКНОЙ КЛАПАН
-
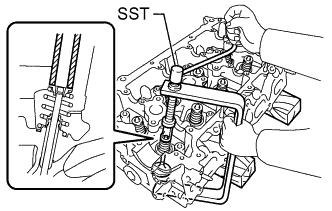
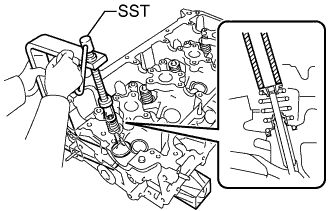
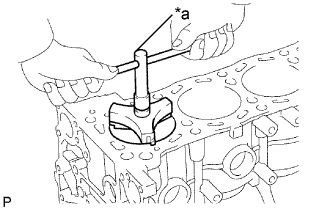
Используя SST и деревянные бруски, сожмите внутреннюю пружину сжатия и извлеките кулачки тарелки клапанной пружины.
09202-70020 09202-00021 -
Снимите внутреннюю пружину сжатия, тарелку клапанной пружины и впускной клапан.
Tip:Разложите снятые детали в надлежащем порядке.
-
- Click here
СНИМИТЕ ВЫПУСКНОЙ КЛАПАН
-
Используя SST и деревянные бруски, сожмите внутреннюю пружину сжатия и извлеките кулачки тарелки клапанной пружины.
09202-70020 09202-00021 -
Снимите внутреннюю пружину сжатия, тарелку клапанной пружины и выпускной клапан.
Tip:Разложите снятые детали в надлежащем порядке.
-
- Click here
СНИМИТЕ САЛЬНИК ШТОКА КЛАПАНА
-
С помощью острогубцев снимите сальник штока клапана.
Tip:Разложите снятые детали в надлежащем порядке.
-
- Click here
СНИМИТЕ ЧАШКУ ПРУЖИНЫ КЛАПАНА
-
Снимите чашки пружины клапана с головки блока цилиндров.
Tip:Разложите снятые детали в надлежащем порядке.
-
- Click here
СНИМИТЕ ФИЛЬТР ГИДРАВЛИЧЕСКОГО КЛАПАНА ИЗМЕНЕНИЯ ФАЗ
-
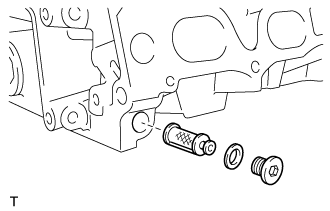
С помощью торцевого гаечного ключа на 8 мм выверните резьбовую заглушку.
-
Снимите фильтр гидравлического клапана изменения фаз с прокладкой.
-
- Click here
СНИМИТЕ РЕЗЬБОВУЮ ЗАГЛУШКУ № 1 С ГОЛОВКОЙ
Note:Если наблюдаются утечки охлаждающей жидкости из-под резьбовой заглушки с головкой № 1 или заглушка покрыта ржавчиной, замените ее.
-
С помощью шестигранного гаечного ключа на 10 мм отверните 3 прямые резьбовые заглушки № 1 с 3 прокладками.
-
- Click here
СНИМИТЕ РЕЗЬБОВУЮ ЗАГЛУШКУ № 2 С ГОЛОВКОЙ
Note:Если резьбовая заглушка № 2 с головкой имеет протечки охлаждающей жидкости или подверглась коррозии, замените ее.
-
С помощью торцевого гаечного ключа на 19 мм снимите прямую резьбовую заглушку с головкой № 2 с прокладкой.
-
- Click here
ПРОВЕРЬТЕ ГОЛОВКУ БЛОКА ЦИЛИНДРОВ В СБОРЕ
-
С помощью прецизионной поверочной линейки и щупа измерьте величину коробления плоскостей сопряжения на блоках цилиндров и коллекторах.
Максимально допустимая величина коробления 0,05 мм (0,00197 дюйма) Table 45. Обозначения на рисунке *a Сторона блока цилиндров *b Сторона впускного коллектора *c Со стороны выпускного коллектора Если коробление превышает максимально допустимую величину, замените головку блока цилиндров в сборе.
-
Методом цветной дефектоскопии проверьте впускные каналы, выпускные каналы и поверхность блока цилиндров на отсутствие трещин.
При обнаружении трещин замените головку блока цилиндров в сборе.
-
- Click here
ПРОВЕРЬТЕ СЕДЛА ВПУСКНОГО КЛАПАНА
-
Нанесите тонкий слой берлинской лазури на торец клапана.
-
Слегка вдавите клапан в седло клапана.
Tip:Не вращайте клапан, прижимая его к седлу.
-
Проверьте торец клапана и седло клапана в порядке, описанном ниже.
-
Если берлинская лазурь распределена по всему торцу клапана, клапан концентричен. В противном случае замените клапан.
-
Если берлинская лазурь распределена по всему седлу клапана, направляющая и седло клапана концентричны. В противном следует повторно прошлифовать поверхность седла клапана.
-
Убедитесь в том, что седло клапана сопрягается со средней частью торца клапана, а ширина зоны контакта равна 1,0 – 1,4 мм (0,0394 - 0,0551 дюйма).
Table 46. Обозначения на рисунке *a Ширина
-
-
- Click here
ПРОВЕРЬТЕ СЕДЛА ВЫПУСКНОГО КЛАПАНА
-
Нанесите тонкий слой берлинской лазури на торец клапана.
-
Слегка вдавите клапан в седло клапана.
Tip:Не вращайте клапан, прижимая его к седлу.
-
Проверьте торец клапана и седло клапана в порядке, описанном ниже.
-
Если берлинская лазурь распределена по всему торцу клапана, клапан концентричен. В противном случае замените клапан.
-
Если берлинская лазурь распределена по всему седлу клапана, направляющая и седло клапана концентричны. В противном следует повторно прошлифовать поверхность седла клапана.
-
Убедитесь в том, что седло клапана сопрягается со средней частью торца клапана, а ширина зоны контакта равна 1,0 – 1,4 мм (0,0394 - 0,0551 дюйма).
Table 47. Обозначения на рисунке *a Ширина
-
-
- Click here
ОТРЕМОНТИРУЙТЕ СЕДЛА ВПУСКНЫХ КЛАПАНОВ
Note:
-
При ремонте седла контролируйте его положение.
-
Не допускайте попадания на кромку посторонних предметов.
-
Подавайте фрезу постепенно, чтобы получить гладкую поверхность седла впускного клапана.
-
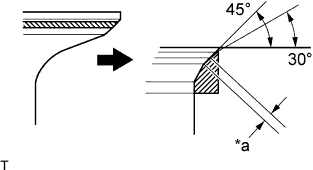
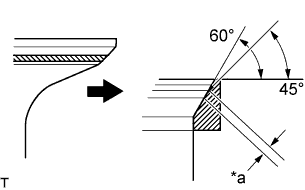
Если зона контакта на тарелке клапана расположена слишком высоко, для обработки седла используйте фрезы с углом заточки 30° и 45°.
Table 48. Обозначения на рисунке *a Ширина -
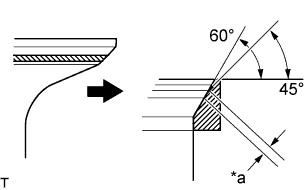
Если зона контакта на тарелке клапана расположена слишком низко, обработайте седло, используя фрезы с углами заточки 60° и 45°.
Table 49. Обозначения на рисунке *a Ширина -
Вручную со шлифовальной пастой притрите клапан с седлом клапана.
-
Проверьте положение притирки клапана.
Номинальная ширина 1,0 - 1,4 мм (0,0394 - 0,0551 дюйма)
-
- Click here
ОТРЕМОНТИРУЙТЕ СЕДЛА ВЫПУСКНОГО КЛАПАНА
Note:
-
При ремонте седла контролируйте его положение.
-
Не допускайте попадания на кромку посторонних предметов.
-
Подавайте фрезу постепенно, чтобы получить гладкую поверхность седла выпускного клапана.
-
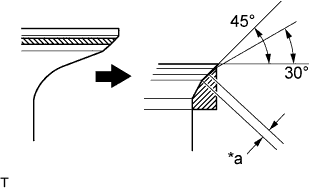
Если зона контакта на тарелке клапана расположена слишком высоко, для обработки седла используйте фрезы с углом заточки 30° и 45°.
Table 50. Обозначения на рисунке *a Ширина -
Если зона контакта на тарелке клапана расположена слишком низко, обработайте седло, используя фрезы с углами заточки 60° и 45°.
Table 51. Обозначения на рисунке *a Ширина -
Вручную со шлифовальной пастой притрите клапан с седлом клапана.
-
Проверьте положение притирки клапана.
Номинальная ширина 1,0 - 1,4 мм (0,0394 - 0,0551 дюйма)
-
- Click here
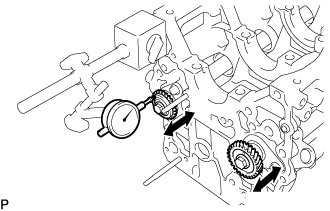
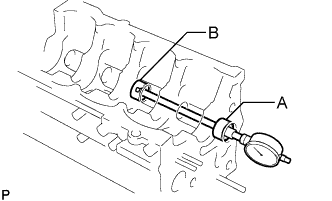
ПРОВЕРЬТЕ РАСПРЕДВАЛ
-
Проверьте биение распредвала.
-
Установите распредвал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,03 мм (0,00118 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
-
С помощью микрометра измерьте высоту выступа кулачка.
Номинальная высота кулачка 42,855 - 42,955 мм (1,687 - 1,691 дюйма) Минимально допустимая высота рабочей части кулачка 42,855 мм (1,687 дюйма) Если высота выступа кулачка меньше минимально допустимой величины, замените распредвал.
-
С помощью микрометра измерьте диаметр шейки.
Номинальный диаметр шейки Параметр / Устройство Номинальное значение Для шейки №1 35,949 - 35,965 мм (1,415 - 1,416 дюйма) Для остальных шеек 26,959 - 26,975 мм (1,061 - 1,062 дюйма) Если диаметр шейки не соответствует указанному, проверьте масляный зазор.
-
- Click here
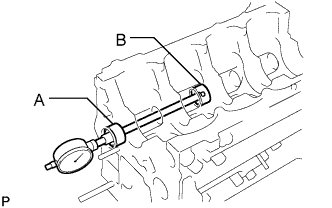
ПРОВЕРЬТЕ РАСПРЕДВАЛ № 2
-
Проверьте распредвал № 2 на биение.
-
Поместите распредвал № 2 на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,03 мм (0,00118 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал № 2.
-
-
С помощью микрометра измерьте высоту выступа кулачка.
Номинальная высота кулачка 42,854 - 42,954 мм (1,687 - 1,691 дюйма) Минимально допустимая высота рабочей части кулачка 42,854 мм (1,687 дюйма) Если высота рабочей части кулачка меньше минимально допустимой, замените распредвал № 2.
-
С помощью микрометра измерьте диаметр шейки.
Номинальный диаметр шейки Параметр / Устройство Заданные условия Для шейки №1 35,949 - 35,965 мм (1,415 - 1,416 дюйма) Для остальных шеек 26,959 - 26,975 мм (1,061 - 1,062 дюйма) Если диаметр шейки не соответствует указанному, проверьте масляный зазор.
-
- Click here
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛА
-
Установите распредвалы (см. стр.Click here).
-
Смещая распредвал вперед и назад, измерьте осевой зазор с помощью индикатора часового типа.
Номинальный осевой зазор 0,10 - 0,24 мм (0,00394 - 0,00945 дюйма) Максимально допустимый осевой зазор 0,26 мм (0,0102 дюйма) Если осевой зазор превышает максимально допустимую величину, замените головку блока цилиндров в сборе. Если упорная поверхность повреждена, замените распредвал.
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР РАСПРЕДВАЛА
-
Очистите крышки подшипников распредвала и шейки распредвала.
-
Установите распредвалы на головку блока цилиндров в сборе.
-
Поместите проволочки для измерения зазоров в осевом направлении на все шейки распределительного вала.
Table 52. Обозначения на рисунке *a Сминаемый пластмассовый калибр Plastigage -
Установите крышки подшипников распредвала (см. стр.Click here).
Note:Не поворачивайте распредвал.
-
Снимите крышки подшипников распредвала (см. стр.Click here).
-
Измерьте сминаемый пластичный калибр в наиболее широком месте.
Номинальный диаметр шейки Параметр / Устройство Заданные условия Для шейки №1 0,035 - 0,072 мм (0,00138 - 0,00283 дюйма) Остальные шейки 0,025–0,062 мм (0,000984–0,00244 дюйма) Максимальный допустимый масляный зазор 0,08 мм (0,00315 дюйма) Table 53. Обозначения на рисунке *a Сминаемый пластмассовый калибр Plastigage Если масляный зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените головку блока цилиндров в сборе.
-
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
- Click here
ПРОВЕРЬТЕ ВНУТРЕННЮЮ ПРУЖИНУ СЖАТИЯ
-
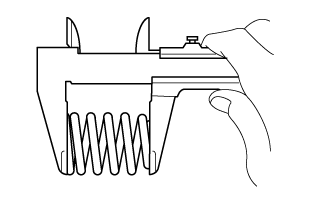
Штангенциркулем измерьте общую длину внутренней компрессионной пружины в свободном состоянии.
Номинальная длина в свободном состоянии 52,13 мм (2,05 дюйма) Если длина в свободном состоянии не соответствует номинальной величине, внутреннюю пружину сжатия следует заменить.
-
С помощью стального уголка измерьте отклонение от перпендикулярности внутренней пружины сжатия.
Максимально допустимое отклонение 1,3 мм (0,0512 дюйма) Максимальный угол 2° Table 54. Обозначения на рисунке *a Отклонение *b 35 мм (1,38 дюйма) Если отклонение превышает максимально допустимую величину, замените внутреннюю пружину сжатия.
-
- Click here
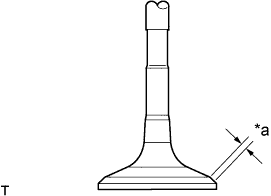
ПРОВЕРЬТЕ ВПУСКНОЙ КЛАПАН
-
С помощью штангенциркуля измерьте полную длину впускного клапана.
Номинальная общая длина 106,26 мм (4,18 дюйма) Минимально допустимая общая длина 105,96 мм (4,17 дюйма) Если общая длина меньше минимально допустимой величины, замените впускной клапан.
-
Микрометром измерьте диаметр штока клапана.
Диаметр штока клапана 5,470-5,485 мм (0,215-0,216 дюйма) -
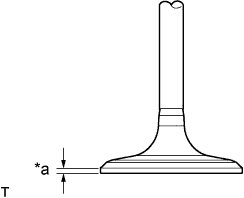
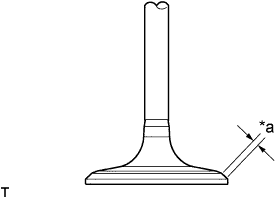
Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки клапана.
Номинальная толщина кромки 1,05 - 1,45 мм (0,0413 - 0,0571 дюйма) Минимальная толщина кромки 0,50 мм (0,0197 дюйма) Table 55. Обозначения на рисунке *a Предельно допустимая толщина: Если расстояние от рабочей фаски до края тарелки клапана меньше минимально допустимой величины, замените впускной клапан.
-
- Click here
ПРОВЕРЬТЕ ВЫПУСКНОЙ КЛАПАН
-
С помощью штангенциркуля измерьте полную длину выпускного клапана.
Номинальная общая длина 106,74 мм (4,20 дюйма) Минимально допустимая общая длина 106,44 мм (4,19 дюйма) Если общая длина клапана меньше минимально допустимой величины, замените выпускной клапан.
-
Микрометром измерьте диаметр штока клапана.
Диаметр штока клапана 5,465 - 5,480 мм (0,215 - 0,216 дюйма) -
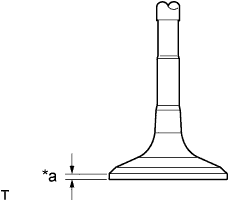
Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки клапана.
Номинальная толщина кромки 1,2 - 1,6 мм (0,0472 - 0,0630 дюйма) Минимальная толщина кромки 0,50 мм (0,0197 дюйма) Table 56. Обозначения на рисунке *a Предельно допустимая толщина: Если расстояние от рабочей фаски до края тарелки клапана меньше минимально допустимой величины, замените выпускной клапан.
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
-
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр направляющей втулки.
Номинальный внутренний диаметр втулки 5,51-5,53 мм (0,217-0,218 дюйма) -
Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки.
Номинальный масляный зазор Параметр / Устройство Номинальное значение На впуске 0,025-0,060 мм (0,000984-0,00236 дюйма) Выпуск 0,030-0,065 мм (0,00118-0,00256 дюйма) Максимальный допустимый масляный зазор Параметр / Устройство Номинальное значение На впуске 0,08 мм (0,00315 дюйма) Выпуск 0,10 мм (0,00397 дюйма) Если зазор превышает максимально допустимую величину, замените впускной клапан и направляющую втулку впускного клапана (см. порядок разборки, шаг 85, и порядок повторной сборки, шаг 20).
Если зазор превышает максимально допустимую величину, замените выпускной клапан и направляющую втулку выпускного клапана (см. порядок разборки, шаг 86, и порядок повторной сборки, шаг 21).
-
- Click here
СНИМИТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВПУСКНОГО КЛАПАНА
-
Нагрейте головку блока цилиндров в сборе до температуры 80–100°C (176–212°F).
-
Поместите головку блока цилиндров в сборе на деревянные бруски.
-
С помощью SST и молотка выбейте направляющую втулку.
09201-10000 09201-01050 09950-70010 09951-07100
-
- Click here
СНИМИТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВЫПУСКНОГО КЛАПАНА
-
Нагрейте головку блока цилиндров до температуры 80 – 100°C (176 – 212 °F).
-
Поместите головку блока цилиндров на деревянные бруски.
-
С помощью SST и молотка выбейте направляющую втулку.
09201-10000 09201-01050 09950-70010 09951-07100
-
- Click here
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР ШАТУНА
-
С помощью индикатора часового типа измерьте осевой зазор при движении шатуна назад и вперед.
Номинальный осевой зазор 0,15 - 0,35 мм (0,00591 - 0,0138 дюйма) Максимально допустимый осевой зазор 0,40 мм (0,0157 дюйма) Если осевой зазор превышает максимально допустимую величину, замените шатун в сборе. При необходимости замените коленчатый вал.
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ШАТУНА
-
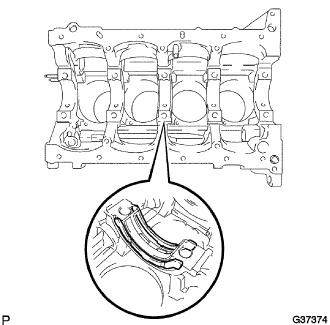
Чтобы гарантировать правильность повторной сборки, убедитесь в том, что метки на шатуне и крышке совмещены.
Tip:Сборочные метки на шатунах и крышках предназначены для обеспечения правильности сборки.
-
Выверните 2 болта крышки шатуна.
-
С помощью 2 снятых болтов крышек шатуна снимите крышку шатуна и нижний подшипник шатуна, покачивая крышку шатуна вправо и влево.
Tip:Не извлекайте нижний подшипник шатуна из крышки шатуна.
-
Очистите шатунную шейку и подшипник шатуна.
-
Убедитесь в отсутствии на штифте коленчатого вала и подшипнике шатуна следов точечной коррозии и царапин.
-
Поместите на шатунную шейку полоску сминаемого пластичного калибра (Plastigage).
Table 57. Обозначения на рисунке *a Сминаемый пластмассовый калибр Plastigage -
Убедитесь, что метка внешней стороны на крышке шатуна обращена вперед.
Table 58. Обозначения на рисунке *a Метка передней стороны -
Установите крышку шатуна (см. стр.Click here).
Note:Не поворачивайте коленчатый вал.
-
Выверните 2 болта и снимите крышку шатуна (см. операции выше).
-
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,039 - 0,066 мм (0,00154 - 0,00260 дюйма) Максимальный допустимый масляный зазор 0,066 мм (0,00260 дюйма) Table 59. Обозначения на рисунке *a Сминаемый пластмассовый калибр Plastigage *b Метка 4, 5 или 6 Если масляный зазор превышает максимально допустимую величину, замените подшипники шатуна. При необходимости замените коленчатый вал.
Для замены подшипника используйте подшипник, номер которого совпадает с номером, указанным на шатуне. Номинальная толщина каждого подшипника указывается меткой 4, 5 или 6 на его поверхности.
Номинальный диаметр шатунной шейки 52,989 - 53,002 мм (2,086 - 2,087 дюйма) Номинальный диаметр шатуна Параметр / Устройство Заданные условия Метка 4 56,000 - 56,006 мм (2,20472 - 2,20496 дюйма) Метка 5 56,007 - 56,012 мм (2,20500 - 2,20519 дюйма) Метка 6 56,013 - 56,018 мм (2,20523 - 2,20543 дюйма) Номинальная толщина центральной стенки подшипника Метка Толщина 4 1,484 - 1,487 мм (0,05843 - 0,05854 дюйма) 5 1,488 - 1,490 мм (0,05858 - 0,05866 дюйма) 6 1,491 - 1,493 мм (0,05870 - 0,05878 дюйма) -
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
Выполните описанную выше проверку для каждой шатунной шейки.
-
- Click here
СНИМИТЕ ПОРШЕНЬ С ШАТУНОМ В СБОРЕ
-
С помощью инструмента для снятия уступа полностью снимите нагар с верхней части цилиндра.
Table 60. Обозначения на рисунке *a Инструмент для снятия уступа -
Вставьте поршень, шатун в сборе и верхний подшипник шатуна в верхнюю часть блока цилиндров.
Tip:
-
Храните верхний подшипник шатуна, шатун и крышку вместе.
-
Узлы поршня и шатуна следует устанавливать в правильном порядке.
-
-
- Click here
СНИМИТЕ ПОДШИПНИК ШАТУНА
-
Снимите подшипники шатунов с шатунов и крышек шатунов.
Tip:Разложите снятые детали в надлежащем порядке.
-
- Click here
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
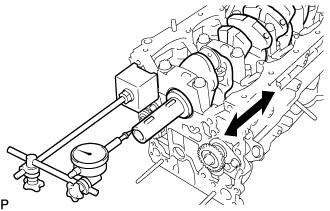
С помощью индикатора часового типа измерьте осевой зазор, двигая коленчатый вал вперед и назад с помощью отвертки.
Номинальный осевой зазор 0,02 - 0,22 мм (0,000787 - 0,00866 дюйма) Максимально допустимый осевой зазор 0,30 мм (0,0118 дюйма) Если осевой зазор превышает максимально допустимое значение, замените комплект упорных шайб. При необходимости замените коленчатый вал.
Толщина упорной шайбы 2,440 - 2,490 мм (0,0961 - 0,0980 дюйма)
-
- Click here
СНИМИТЕ КОЛЕНЧАТЫЙ ВАЛ
-
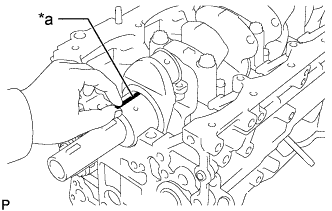
В несколько приемов равномерно ослабьте 10 болтов крышек подшипников в последовательности, показанной на рисунке.
-
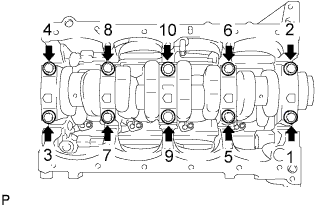
Выверните 10 болтов крышек подшипников, снимите 5 крышек подшипников коленчатого вала, 5 нижних подшипников коленчатого вала и 2 нижние упорные шайбы коленчатого вала.
Tip:
-
Держите вместе нижние подшипники коленчатого вала и крышки подшипника коленчатого вала.
-
Разложите упорные шайбы в нужном порядке.
-
-
Поднимите коленчатый вал, чтобы снять его.
-
Снимите верхние упорные шайбы с блока цилиндров.
Tip:Разложите крышки подшипника коленчатого вала, подшипники коленчатого вала и упорные шайбы в требуемом порядке.
-
- Click here
СНИМИТЕ ПОДШИПНИК КОЛЕНЧАТОГО ВАЛА
-
Снимите подшипники коленчатого вала с крышек подшипников и блока цилиндров.
Tip:Разложите снятые детали в надлежащем порядке.
-
- Click here
СНИМИТЕ НАБОР ПОРШНЕВЫХ КОЛЕЦ
-
С помощью съемника поршневых колец снимите 2 компрессионных кольца.
-
Вручную снимите расширитель маслосъемного кольца и 2 боковые направляющие маслосъемного кольца.
Tip:Разложите снятые детали в надлежащем порядке.
-
- Click here
СНИМИТЕ КРАН ДЛЯ СЛИВА ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ИЗ БЛОКА ЦИЛИНДРОВ
-
Снимите кран для слива охлаждающей жидкости из блока цилиндров.
-
Снимите пробку крана для слива охлаждающей жидкости из блока цилиндров.
-
- Click here
СНИМИТЕ ПОРШЕНЬ С ПАЛЬЦЕМ В СБОРЕ
-
Проверьте условия посадки поршня на поршневой палец.
-
Подвигайте поршень вперед и назад по поршневому пальцу.
Если при движении ощущается сопротивление, замените поршень и палец в сборе.
-
-
Отсоедините шатун от поршня.
-
С помощью отвертки подденьте 2 пружинных стопорных кольца и снимите их с поршня.
Table 61. Обозначения на рисунке *1 Пружинное стопорное кольцо -
Постепенно нагрейте поршень до температуры примерно 80-90°C (176-194°F).
-
С помощью пластмассового молотка и латунного стержня осторожно выбейте поршневой палец и снимите шатун.
Tip:
-
Поршень и поршневой палец представляют собой подобранный комплект.
-
Раскладывайте поршни, поршневые пальцы, поршневые кольца, шатуны и подшипники шатунов в надлежащем порядке.
-
-
-
- Click here
ОЧИСТИТЕ ПОРШЕНЬ С ПАЛЬЦЕМ В СБОРЕ
-
Скребком для удаления остатков прокладок снимите нагар с верхней части поршня.
-
С помощью инструмента для очистки канавок или сломанного кольца очистите поршневые канавки.
-
Используя растворитель и щетку, тщательно очистите поршень.
Note:Не используйте проволочную щетку.
-
- Click here
СНИМИТЕ ШТУЦЕР ПОДАЧИ МАСЛА № 1
-
С помощью торцевого шестигранного ключа на 5 мм выверните 4 масляных форсунки № 1 в сборе.
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ
-
Введите в обратный клапан штифт, чтобы проверить, не залип ли он.
Table 62. Обозначения на рисунке 
Нажмите Если обратный клапан заедает, замените масляную форсунку № 1 в сборе.
-
Нажмите на обратный клапан штифтом и убедитесь, что он перемещается плавно.
Если обратный клапан двигается не плавно, очистите или замените масляную форсунку № 1.
-
Подайте воздух в патрубок A. Убедитесь в отсутствии утечки воздуха через патрубок B.
Table 63. Обозначения на рисунке Воздух Если происходит утечка воздуха, очистите или замените масляную форсунку № 1.
-
Нажмите на обратный клапан, одновременно подавая воздух в патрубок А. Убедитесь, что воздух проходит через патрубок В.
Table 64. Обозначения на рисунке Воздух 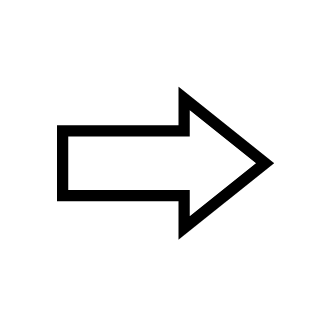
Нажмите Если воздух не выходит через отверстие B, очистите или замените масляную форсунку № 1.
-
- Click here
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР УРАВНОВЕШИВАЮЩЕГО ВАЛА
-
Смещая уравновешивающий вал вперед и назад, измерьте осевой зазор с помощью индикатора часового типа.
Номинальный осевой зазор 0,07 - 0,13 мм (0,00276 - 0,00512 дюйма) Максимально допустимый осевой зазор 0,20 мм (0,00787 дюйма) Если осевой зазор превышает максимально допустимую величину, замените упорную шайбу уравновешивающего вала. При необходимости замените уравновешивающий вал.
-
- Click here
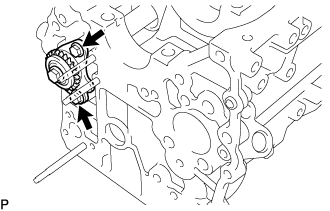
СНИМИТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 1
-
Выверните болт.
-
Снимите уравновешивающий вал № 1 с блока цилиндров.
Note:При снятии уравновешивающего вала № 1 обязательно поддерживайте его двумя руками и не допускайте царапания подшипника уравновешивающего вала № 1 на блоке цилиндров.
-
- Click here
СНИМИТЕ ВЕДОМУЮ ШЕСТЕРНЮ УРАВНОВЕШИВАЮЩЕГО ВАЛА № 1
-
Зажмите головку уравновешивающего вала № 1 в тисках.
Note:Соблюдайте осторожность, чтобы не повредить уравновешивающий вал № 1.
-
Выверните болт.
-
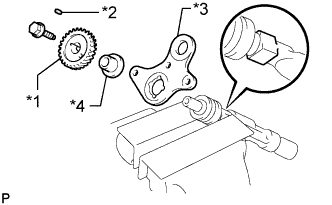
Снимите ведомую шестерню уравновешивающего вала № 1, сдвижную шпонку, упорную шайбу уравновешивающего вала и распорную втулку уравновешивающего вала.
Table 65. Обозначения на рисунке *1 Ведомая шестерня уравновешивающего вала № 1 *2 Сдвижная шпонка *3 Упорная шайба уравновешивающего вала *4 Распорная втулка уравновешивающего вала
-
- Click here
СНИМИТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 2
-
Выверните 2 болта.
-
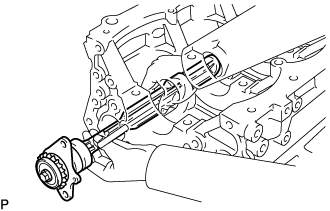
Снимите уравновешивающий вал № 2 с блока цилиндров.
Note:When removing the No. 2 balanceshaft, make sure - support the No. 2 balanceshaft with both hands and avoid scratching the No. 2 balanceshaft bearing on the cylinder block side.
-
- Click here
СНИМИТЕ ВЕДОМУЮ ШЕСТЕРНЮ УРАВНОВЕШИВАЮЩЕГО ВАЛА № 2
-
Зажмите головку уравновешивающего вала № 2 в тисках.
Note:Соблюдайте осторожность, чтобы не повредить уравновешивающий вал № 2.
-
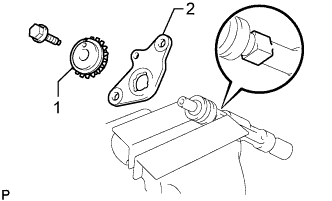
Выверните болт.
-
Снимите ведомую шестерню уравновешивающего вала № 2 и упорную шайбу уравновешивающего вала № 2.
Table 66. Обозначения на рисунке *1 Ведомая шестерня уравновешивающего вала № 2 *2 Упорная шайба уравновешивающего вала № 2
-
- Click here
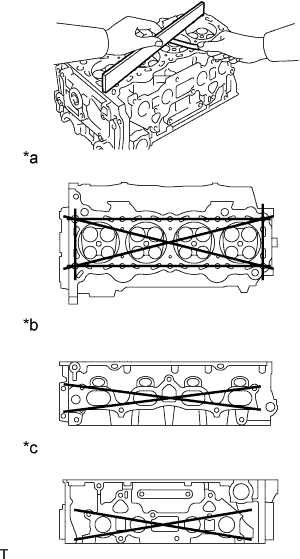
ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ
-
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхности, контактирующей с прокладкой головки блока цилиндров.
Максимально допустимая величина коробления 0,05 мм (0,00197 дюйма) Если коробление превышает максимально допустимую величину, замените блок цилиндров.
-
Проверьте, нет ли на цилиндре вертикальных царапин.
При наличии глубоких царапин расточите все 4 цилиндра. При необходимости замените блок цилиндров.
-
- Click here
ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР
-
С помощью нутромера измерьте диаметр цилиндра в точках А, В и С в осевом направлении и направлении тяги.
Справочное значение (новые детали) 94,990 - 95,003 мм (3,7398 - 3,7403 дюйма) Максимальный диаметр 95,190 мм (3,7476 дюйма) Table 67. Обозначения на рисунке *a Направление тяги *b Осевое направление *c 10 мм (0,394 дюйма) *d 70 мм (2,75 дюйма) Передняя сторона -
Проверьте уступ цилиндра.
Table 68. Обозначения на рисунке *a Инструмент для снятия уступа Если износ составляет менее 0,2 мм (0,00787 дюйма), с помощью развертки для снятия уступа отшлифуйте верхнюю поверхность цилиндра.
-
- Click here
ОЧИСТИТЕ БЛОК ЦИЛИНДРОВ
-
С помощью скребка для прокладок удалите остатки материала прокладки с верхней поверхности блока цилиндров.
-
Мягкой кистью и растворителем тщательно очистите блок цилиндров.
-
- Click here
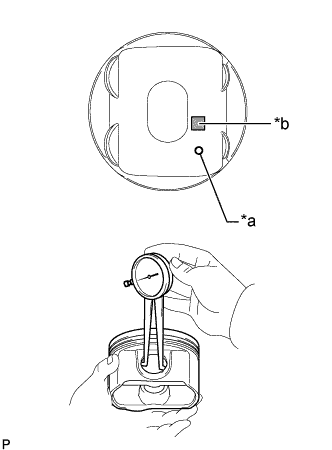
ПРОВЕРЬТЕ ДИАМЕТР ПОРШНЯ
-
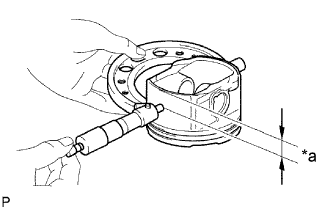
Измерьте микрометром диаметр поршня в плоскости, перпендикулярной осевой линии поршня, на заданном расстоянии от его конца.
Расстояние 13,8 мм (0,543 дюйма) Справочное значение (новые детали) 94,971 - 94,981 мм (3,7390 - 3,7394 дюйма) Table 69. Обозначения на рисунке *a Расстояние
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ
-
Измерьте диаметр цилиндра в направлении тяги (см. шаг 106).
-
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
Справочное значение (новые детали) 0,009 - 0,048 мм (0,000354 - 0,00189 дюйма) Если масляный зазор превышает максимально допустимую величину, замените все поршни. При необходимости замените блок цилиндров.
-
- Click here
ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА
-
С помощью комплекта плоских щупов измерьте зазор между новым поршневым кольцом и стенкой канавки кольца.
Номинальный зазор канавки поршневого кольца Параметр / Устройство Номинальное значение Компрессионное кольцо № 1 0,020-0,070 мм (0,000787-0,00276 дюйма) Компрессионное кольцо № 2 0,020 - 0,060 мм (0,000787 - 0,00236 дюйма) Маслосъемное кольцо 0,060 - 0,120 мм (0,00236 - 0,00472 дюйма) Если зазор канавки не соответствует требованиям, замените поршень вместе с пальцем.
-
- Click here
ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА
-
Вставьте поршневое кольцо в цилиндр.
-
С помощью поршня протолкните поршневое кольцо так, чтобы оно слегка выступало за нижний предел хода кольца, на расстояние 110 мм (4,33 дюйма) от верхней части блока цилиндров.
-
С помощью комплекта плоских щупов измерьте зазор разреза.
Номинальный зазор разреза Параметр / Устройство Номинальное значение Компрессионное кольцо № 1 0,30 - 0,35 мм (0,0118 - 0,0138 дюйма) Компрессионное кольцо № 2 0,59 - 0,71 мм (0,0232 - 0,0280 дюйма) Маслосъемное кольцо 0,10 - 0,35 мм (0,00394 - 0,0138 дюйма) Максимальный зазор разреза Параметр / Устройство Номинальное значение Компрессионное кольцо № 1 0,90 мм (0,0354 дюйма) Компрессионное кольцо № 2 1,36 мм (0,0535 дюйма) Маслосъемное кольцо 0,75 мм (0,0295 дюйма) Если величина зазора разреза превышает максимально допустимое значение, замените поршневое кольцо. Если величина зазора разреза превышает максимально допустимое значение даже после установки нового поршневого кольца, замените блок цилиндров.
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА
Tip:Для поршня с пальцем в сборе существует только 1 тип поставляемой детали.
-
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр отверстия под поршневой палец.
Номинальный внутренний диаметр отверстия под поршневой палец Параметр / Устройство Номинальное значение А 22,001 - 22,004 мм (0,86618 - 0,86630 дюйма) B 22,005 - 22,007 мм (0,86634 - 0,86642 дюйма) C 22,008 - 22,010 мм (0,86645 - 0,86653 дюйма) Table 70. Обозначения на рисунке *a Метка передней стороны *b Метка внутреннего диаметра отверстия для поршневого пальца -
Микрометром измерьте диаметр поршневого пальца.
Точка измерения Точка измерения Положение поршневого пальца a 28 мм (1,10 дюйма) b 5,0 мм (0,197 дюйма) Номинальный диаметр поршневого пальца Параметр / Устройство Номинальное значение А 21,997 - 22,000 мм (0,86602 - 0,86614 дюйма) B 22,001 - 22,003 мм (0,86618 - 0,86626 дюйма) C 22,004–22,006 мм (0,86630–0,86638 дюйма) Table 71. Обозначения на рисунке *a Метка внутреннего диаметра отверстия для поршневого пальца -
Вычтите из измеренного диаметра отверстия под поршневой палец измеренный диаметр поршневого пальца.
Номинальный масляный зазор 0,001 - 0,007 мм (0,0000394 - 0,000276 дюйма) Максимально допустимый масляный зазор 0,010 мм (0,000394 дюйма) Если масляный зазор превышает максимально допустимую величину, замените поршень и комплекте с поршневым пальцем.
-
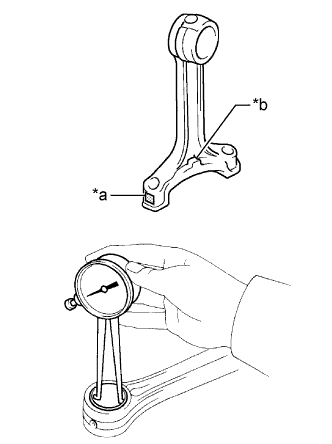
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки малого конца шатуна.
Номинальный внутренний диаметр втулки Параметр / Устройство Номинальное значение А 22,005 - 22,008 мм (0,86634 - 0,86645 дюйма) B 22,009 - 22,011 мм (0,86649 - 0,86657 дюйма) C 22,012 - 22,014 мм (0,86661 - 0,86669 дюйма) Table 72. Обозначения на рисунке *a Метка внутреннего диаметра втулки шатуна *b Метка передней стороны Если диаметр не соответствует заданному, замените втулку малого конца шатуна.
-
Вычтите измеренное значение диаметра поршневого пальца из измеренного значения внутреннего диаметра втулки малого конца шатуна.
Номинальный масляный зазор 0,005 - 0,011 мм (0,000197 - 0,000433 дюйма) Максимально допустимый масляный зазор 0,025 мм (0,000984 дюйма) Если масляный зазор превышает максимально допустимый, замените втулку малого конца шатуна. При необходимости замените шатун и поршневой палец в комплекте.
-
- Click here
ПРОВЕРЬТЕ ШАТУН В СБОРЕ
-
Проверьте центровку шатуна с помощью устройства для проверки кривизны шатуна и комплекта плоских щупов.
-
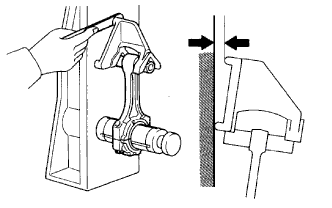
Проверьте наличие изгибов.
Максимально допустимый изгиб 0,03 мм (0,00118 дюйма) на 100 мм (3,94 дюйма) Если изгиб превышает максимально допустимое значение, замените шатун в сборе.
-
Убедитесь в отсутствии скручивания.
Максимально допустимое скручивание 0,15 мм (0,00591 дюйма) на 100 мм (3,94 дюйма) Если скручивание превышает максимально допустимое значение, замените шатун в сборе.
-
-
- Click here
СНИМИТЕ МАЛУЮ ОКОНЕЧНУЮ ВТУЛКУ ШАТУНА
-
С помощью специального инструмента и пресса выпрессуйте малую оконечную втулку шатуна.
09222-30010
-
- Click here
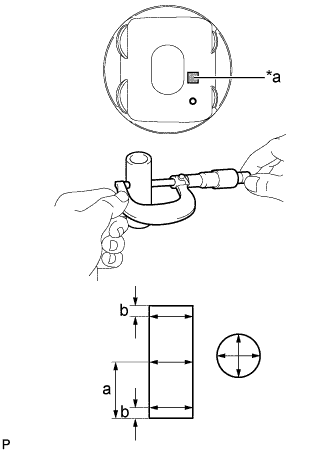
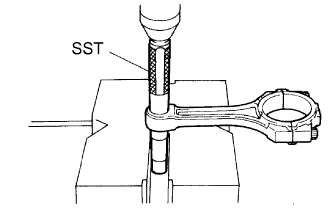
ПРОВЕРЬТЕ БОЛТ ШАТУНА
-
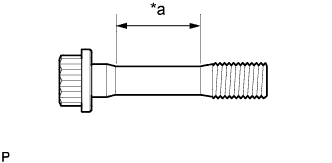
С помощью штангенциркуля измерьте диаметр напряженной части болта.
Номинальный диаметр от 7,2 до 7,3 мм (от 0,283 до 0,287 дюйма) Минимально допустимый диаметр 7,0 мм (0,276 дюйма) Table 73. Обозначения на рисунке *a Часть, испытывающая напряжение Если диаметр меньше минимально допустимого, замените болт шатуна.
-
- Click here
ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ
-
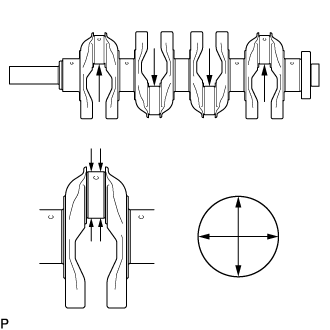
Проверьте радиальное биение.
-
Установите коленчатый вал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,03 мм (0,00118 дюйма) Если радиальное биение превышает максимально допустимую величину, замените коленчатый вал.
-
-
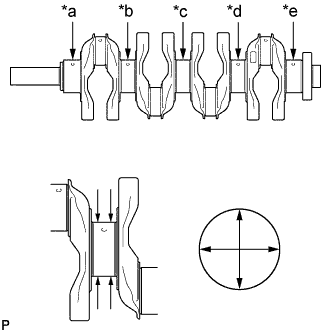
Проверьте коренные шейки.
-
Микрометром измерьте диаметр каждой коренной шейки.
Номинальный диаметр шейки (шейки № 3) 59,981 - 59,994 мм (2,36145 - 2,36196 дюйма) Номинальный диаметр шейки (других шеек) 59,987 - 60,000 мм (2,36169 - 2,36220 дюйма) Table 74. Обозначения на рисунке *a № 1 *b № 2 *c № 3 *d № 4 *e № 5 Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
-
Для каждой коренной шейки проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,005 мм (0,000197 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
Проверьте штифты коленчатого вала.
-
Микрометром измерьте диаметр каждого штифта коленчатого вала.
Номинальный диаметр 52,989 - 53,002 мм (2,086 - 2,087 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
-
Для каждого штифта коленчатого вала проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,003 мм (0,000118 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
Tip:
-
Держите вместе нижние подшипники коленчатого вала и крышки подшипника коленчатого вала.
-
Разложите упорные шайбы в нужном порядке.
-
Держите вместе верхние подшипники коленчатого вала и верхние упорные шайбы с блока цилиндров.
-
Очистите все коренные шейки и подшипники коленчатого вала.
-
Проверьте, нет ли на шейках и подшипниках царапин и следов коррозии.
При наличии повреждений на шейке или подшипнике замените подшипник.
-
Установите коленчатый вал в блок цилиндров.
-
На каждую шейку положите сминаемый пластичный калибр (Plastigage).
Table 75. Обозначения на рисунке *a Сминаемый пластмассовый калибр Plastigage -
Установите 5 крышек подшипников коленчатого вала и закрепите их 10 болтами (см. стр.Click here).
Note:Не поворачивайте коленчатый вал.
-
Выверните 10 болтов и снимите 5 крышек подшипников коленчатого вала (см. операции выше).
-
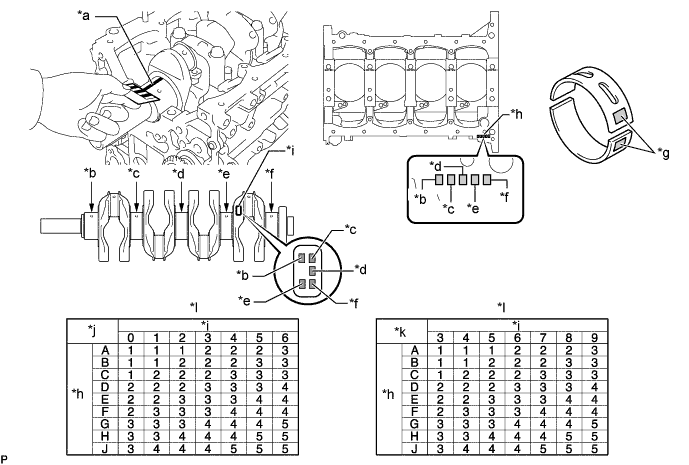
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Table 76. Обозначения на рисунке *a Сминаемый пластмассовый калибр Plastigage *b Шейка № 1 *c Шейка № 2 *d Шейка № 3 *e Шейка № 4 *f Шейка № 5 *g Код подшипника коленчатого вала *h Код шейки блока цилиндров *i Код шейки коленчатого вала *j #1J, #2J, #4J, #5J *k #3J *l Таблица кодов подшипников Номинальный масляный зазор Параметр / Устройство Номинальное значение № 3 0,030 - 0,044 мм (0,00118 - 0,00173 дюйма) Прочие 0,024-0,038 мм (0,000945-0,00150 дюйма) Максимальный допустимый масляный зазор 0,10 мм (0,00394 дюйма)
-
Если масляный зазор превышает максимально допустимую величину, замените подшипник коленчатого вала.
-
При замене блока цилиндров измерьте номинальный зазор подшипника.
-
Уточните коды шейки блока цилиндров и шейки коленчатого вала и определите размер подшипника, используя таблицу подбора подшипников коленчатого вала.
-
(Пример) (кроме шейки № 3): Если код шейки блока цилиндров — "D", а код шейки коленчатого вала — "4", то в таблице кодов подшипников необходимо выбрать код подшипника "3".
Диаметр отверстия под коренную шейку в блоке цилиндров Параметр / Устройство Номинальное значение Метка A 64,004 - 64,006 мм (2,51984 - 2,51992 дюйма) Метка B 64,007 - 64,008 мм (2,51996 - 2,51999 дюйма) Метка C 64,009 - 64,010 мм (2,52003 - 2,52007 дюйма) Метка D 64,011 - 64,012 мм (2,52011 - 2,52015 дюйма) Метка E 64,013 - 64,014 мм (2,52019 - 2,52023 дюйма) Метка F 64,015 - 64,016 мм (2,52027 - 2,52031 дюйма) Метка G 64,017 - 64,018 мм (2,52035 - 2,52039 дюйма) Метка H 64,019 - 64,020 мм (2,52043 - 2,52047 дюйма) Метка J 64,021 - 64,022 мм (2,52051 - 2,52055 дюйма) Диаметр отверстия шейки коленчатого вала Параметр / Устройство Заданные условия (шейка № 3) Заданные условия (другая шейка) Метка 0 - 59,999 - 60,000 мм (2,36216 - 2,36220 дюйма) Метка 1 - 59,997 - 59,998 мм (2,36208 - 2,36212 дюйма) Метка 2 - 59,995 - 59,996 мм (2,36200 - 2,36204 дюйма) Метка 3 59,993 - 59,994 мм (2,36192 - 2,36196 дюйма) 59,993 - 59,994 мм (2,36192 - 2,36196 дюйма) Метка 4 59,991 - 59,992 мм (2,36185 - 2,36189 дюйма) 59,991 - 59,992 мм (2,36185 - 2,36189 дюйма) Метка 5 59,989 - 59,990 мм (2,36177 - 2,36181 дюйма) 59,989 - 59,990 мм (2,36177 - 2,36181 дюйма) Метка 6 59,987 - 59,988 мм (2,36169 - 2,36173 дюйма) 59,987 - 59,988 мм (2,36169 - 2,36173 дюйма) Метка 7 59,985 - 59,986 мм (2,36161 - 2,36165 дюйма) - Метка 8 59,983 - 59,984 мм (2,36153 - 2,36157 дюйма) - Метка 9 59,981 - 59,982 мм (2,36145 - 2,36149 дюйма) - Номинальная толщина центральной стенки подшипника Параметр / Устройство Номинальное значение Метка 1 1,987 - 1,990 мм (0,07823 - 0,07835 дюйма) Метка 2 1,991 - 1,993 мм (0,07839 - 0,07846 дюйма) Метка 3 1,994 - 1,996 мм (0,07850 - 0,07858 дюйма) Метка 4 1,997 - 1,999 мм (0,07862 - 0,07870 дюйма) Метка 5 2,000 - 2,002 мм (0,07874 - 0,07882 дюйма) -
-
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
- Click here
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА
-
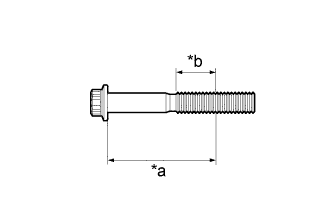
С помощью штангенциркуля измерьте диаметр самого удлиненного резьбового элемента в зоне измерения.
Расстояние 64 мм (2,52 дюйма) Номинальный диаметр 10,76 - 10,97 мм (0,424 - 0,432 дюйма) Минимально допустимый диаметр 10,66 мм (0,420 дюйма) Table 77. Обозначения на рисунке *a Расстояние *b Диапазон измерений Если диаметр меньше минимально допустимого, замените установочный болт крышки подшипника коленчатого вала.
-
- Click here
ПРОВЕРЬТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 1
-
Проверьте диаметр шейки.
-
С помощью микрометра измерьте диаметр коренных шеек уравновешивающего вала.
Номинальный диаметр коренной шейки Параметр / Устройство Номинальное значение А 37,969 - 37,985 мм (1,4948 - 1,4955 дюйма) B 37,449 - 37,465 мм (1,4744 - 1,4750 дюйма)
-
-
Проверьте диаметр подшипника.
-
С помощью нутромера измерьте внутренний диаметр подшипника уравновешивающего вала.
Номинальный внутренний диаметр подшипника Параметр / Устройство Номинальное значение А 38,025 - 38,045 мм (1,4970 - 1,4978 дюйма) B 37,525 - 37,545 мм (1,4774 - 1,4781 дюйма)
-
-
Проверьте масляный зазор.
-
Вычтите измеренный диаметр коренной шейки уравновешивающего вала из измеренного внутреннего диаметра подшипника уравновешивающего вала.
Номинальный масляный зазор Параметр / Устройство Номинальное значение А 0,040 - 0,076 мм (0,00157 - 0,00299 дюйма) B 0,060 - 0,096 мм (0,00236 - 0,00378 дюйма) Максимальный допустимый масляный зазор 0,15 мм (0,00591 дюйма) Если масляный зазор превышает максимально допустимую величину, замените блок цилиндров и уравновешивающий вал.
-
-
- Click here
ПРОВЕРЬТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 2
-
Проверьте диаметр шейки.
-
С помощью микрометра измерьте диаметр коренных шеек уравновешивающего вала.
Номинальный диаметр коренной шейки Параметр / Устройство Номинальное значение А 37,969 - 37,985 мм (1,4948 - 1,4955 дюйма) B 37,449 - 37,465 мм (1,4744 - 1,4750 дюйма)
-
-
Проверьте диаметр подшипника.
-
С помощью нутромера измерьте внутренний диаметр подшипника уравновешивающего вала.
Номинальный внутренний диаметр подшипника Параметр / Устройство Номинальное значение А 38,025 - 38,045 мм (1,4970 - 1,4978 дюйма) B 37,525 - 37,545 мм (1,4774 - 1,4781 дюйма)
-
-
Проверьте масляный зазор.
Номинальный масляный зазор Параметр / Устройство Номинальное значение А 0,040 - 0,076 мм (0,00157 - 0,00299 дюйма) B 0,060 - 0,096 мм (0,00236 - 0,00378 дюйма) Максимально допустимый масляный зазор 0,15 мм (0,00591 дюйма) Если масляный зазор превышает максимально допустимую величину, замените блок цилиндров и уравновешивающий вал.
-
- Click here
СНИМИТЕ СОЕДИНИТЕЛЬНОЕ КОЛЬЦО
Tip:Снимать соединительное кольцо нужно только в случае его замены.
- Click here
ИЗВЛЕКИТЕ СТОПОРНЫЙ ШТИФТ
Tip:Снимать стопорный штифт нужно только в случае его замены.
- Click here
СНИМИТЕ РЕЗЬБОВУЮ ШПИЛЬКУ
Tip:Если шпилька деформирована или повреждена ее резьба, замените шпильку.
- Click here
СНИМИТЕ ПРОБКУ
Tip:Если наблюдаются утечки охлаждающей жидкости из-под пробок, или пробки покрыты ржавчиной, замените их.