ГОЛОВКА БЛОКА ЦИЛИНДРОВ РЕМОНТ
-
ОТРЕМОНТИРУЙТЕ СЕДЛО ВПУСКНОГО КЛАПАНА
-
Проверьте положение притирки клапана.
-
Нанесите тонкий слой берлинской лазури на торец клапана.
-
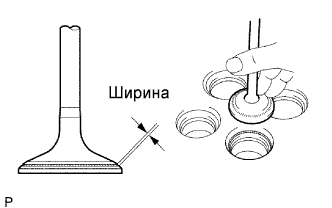
Слегка вдавите клапан в седло клапана. Не вращайте клапан.
-
-
У конуса и гнезда клапана проверьте следующее:
-
Если непрерывный след пасты имеется по всей окружности фаски клапана, тарелка клапана не имеет перекоса. В противном случае замените клапан.
-
Если непрерывный след пасты распределен по всей окружности седла клапана, оси направляющей втулки, тарелки клапана и седла совпадают. В противном случае повторно отшлифуйте поверхность седла клапана.
-
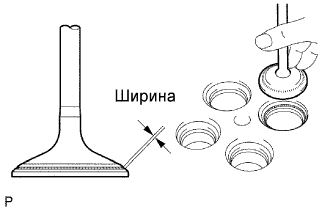
Убедитесь, что седло клапана касается середины рабочей поверхности клапана в пределах зоны, ширина которой указана ниже.
Номинальная ширина 1,2 - 1,6 мм (0,047 - 0,063 дюйма)
-
-
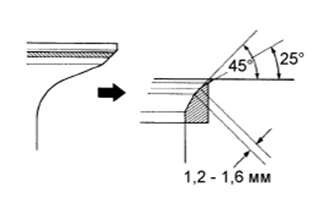
Если зона контакта на тарелке клапана расположена слишком высоко, для обработки седла используйте фрезы с углом заточки 25° и 45°.
-
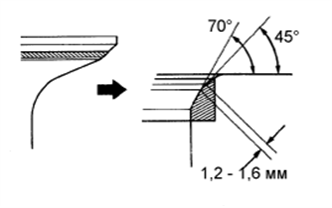
Если зона контакта на тарелке клапана расположена слишком низко, обработайте седло, используя фрезы с углами заточки 70° и 45°.
-
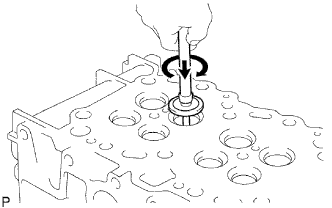
Вручную со шлифовальной пастой притрите клапан с седлом клапана.
-
После притирки очистите клапан и седло клапана от остатков шлифовальной пасты.
-
-
ОТРЕМОНТИРУЙТЕ СЕДЛО ВЫПУСКНОГО КЛАПАНА
-
Проверьте положение притирки клапана.
-
Нанесите тонкий слой берлинской лазури на торец клапана.
-
Слегка вдавите клапан в седло клапана. Не поворачивайте клапан.
-
-
У конуса и гнезда клапана проверьте следующее:
-
Если непрерывный след пасты имеется по всей окружности фаски клапана, тарелка клапана не имеет перекоса. В противном случае замените клапан.
-
Если непрерывный след пасты распределен по всей окружности седла клапана, оси направляющей втулки, тарелки клапана и седла совпадают. В противном случае повторно отшлифуйте поверхность седла клапана.
-
Убедитесь, что седло клапана касается середины рабочей поверхности клапана в пределах зоны, ширина которой указана ниже.
Номинальная ширина 1,6 - 2,0 мм (0,063 - 0,079 дюйма)
-
-
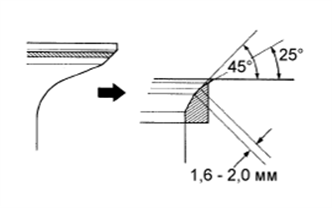
Если зона контакта на тарелке клапана расположена слишком высоко, для обработки седла используйте фрезы с углом заточки 25° и 45°.
-
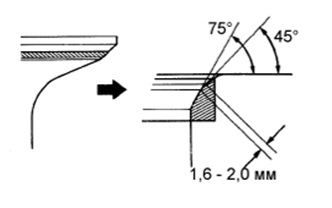
Если зона контакта на тарелке клапана расположена слишком низко, обработайте седло, используя фрезы с углами заточки 75° и 45°.
-
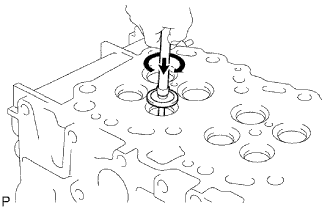
Вручную со шлифовальной пастой притрите клапан с седлом клапана.
-
После притирки очистите клапан и седло клапана от остатков шлифовальной пасты.
-