БЛОК ДВИГАТЕЛЯ (для моделей с DPF) ПРОВЕРКА
-
ПРОВЕРЬТЕ ПОДШИПНИК ШЕСТЕРНИ НАСОСА ВЫСОКОГО ДАВЛЕНИЯ
-
Проверьте, не изношен ли подшипник и не имеет ли он повреждений.
При необходимости замените шестерню насоса высокого давления.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПРОМЕЖУТОЧНОЙ ШЕСТЕРНИ № 1
-
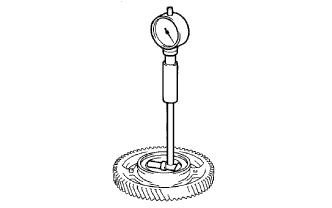
С помощью нутромера измерьте диаметр отверстия в промежуточной шестерне.
Номинальный внутренний диаметр промежуточной шестерни 44,000 - 44,025 мм (1,732 - 1,734 дюйма) -

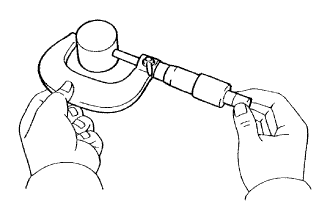
Используя микрометр, измерьте диаметр вала промежуточной шестерни.
Номинальный диаметр вала промежуточной шестерни 43,955 - 43,990 мм (1,730 - 1,732 дюйма) -
Вычтите диаметр оси промежуточной шестерни из диаметра отверстия в промежуточной шестерне.
Номинальный масляный зазор 0,01 - 0,07 мм (0,000394 - 0,00276 дюйма) Максимально допустимый масляный зазор 0,20 мм (0,00787 дюйма) Если масляный зазор превышает максимально допустимый, замените шестерню и вал.
-
-
ПРОВЕРЬТЕ ТОЛКАТЕЛЬ КЛАПАНА
-
С помощью микрометра измерьте диаметр толкателя.
Номинальный диаметр толкателя 30,966 - 30,976 мм (1,219 - 1,220 дюйма) -
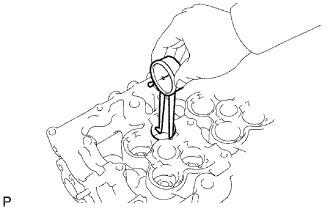
С помощью индикатора часового типа для отверстий измерьте диаметр отверстия под толкатель клапана в головке блока цилиндров.
Номинальный внутренний диаметр толкателя клапана 31,000 - 31,021 мм (1,220 - 1,221 дюйма) -
Рассчитайте масляный зазор, вычтя измеренный диаметр толкателя из измеренного диаметра отверстия под толкатель.
Номинальный масляный зазор 0,024 - 0,055 мм (0,000945 - 0,00217 дюйма) Максимально допустимый масляный зазор 0,095 мм (0,00374 дюйма) Если масляный зазор превышает максимально допустимый, замените толкатель. При необходимости замените головку блока цилиндров.
-
-
ПРОВЕРЬТЕ ВПУСКНОЙ КОЛЛЕКТОР
-

С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте величину коробления поверхности впускного коллектора, соприкасающейся с головкой блока цилиндров.
Максимально допустимая величина коробления 0,1 мм (0,00394 дюйма) Если коробление превышает максимально допустимую величину, замените впускной коллектор.
-
-
ПРОВЕРЬТЕ ВЫПУСКНОЙ КОЛЛЕКТОР
-
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте величину коробления поверхности выпускного коллектора, соприкасающейся с головкой блока цилиндров.
Максимально допустимая величина коробления 0,2 мм (0,00787 дюйма) Если коробление превышает максимально допустимую величину, замените выпускной коллектор.
-
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ
-
Проверьте радиальное биение.
-
Установите распредвал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,03 мм (0,00118 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
-
Проверьте рабочую высоту кулачков.
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота кулачка 46,99 - 47,09 мм (1,850 - 1,854 дюйма) Минимально допустимая высота рабочей части кулачка 46,57 мм (1,833 дюйма) Если высота рабочей части кулачка меньше минимально допустимой, замените распредвал.
-
-
Проверьте диаметр шейки распредвала.
-
С помощью микрометра измерьте диаметр шейки распредвала под подшипник распредвала.
Номинальный диаметр 27,969 - 27,985 мм (1,101 - 1,102 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор.
-
-
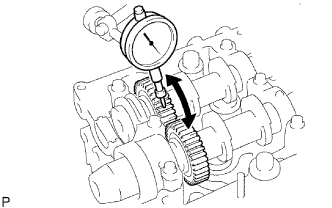
Индикатором часового типа измерьте боковой зазор.
-
Установите 2 распредвала.
-
Индикатором часового типа измерьте боковой зазор.
Номинальный зазор 0,035 - 0,089 мм (0,00138 - 0,00350 дюйма) Максимальное значение боковой зазор 0,189 мм (0,00744 дюйма) Если боковой зазор превышает максимально допустимый, замените 2 распредвала.
-
Снимите 2 распредвала.
-
-
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ № 2
-
Проверьте радиальное биение.
-
Установите распредвал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,03 мм (0,00118 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
-
Проверьте рабочую высоту кулачков.
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота кулачка 48,31 - 48,41 мм (1,902 - 1,906 дюйма) Минимально допустимая высота рабочей части кулачка 48,16 мм (1,896 дюйма) Если высота выступа кулачка меньше минимально допустимой величины, замените распредвал.
-
-
Проверьте диаметр шейки распредвала.
-
С помощью микрометра измерьте диаметр шейки распредвала под подшипник распредвала.
Номинальный диаметр 27,969 - 27,985 мм (1,101 - 1,102 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР РАСПРЕДВАЛА
-
Очистите крышки подшипников и шейки.
-
Проверьте, нет ли следов растрескивания или зарубок на подшипниках.
Если подшипники повреждены, замените крышки подшипников и головку блока цилиндров в сборе.
-
Установите распредвал в головку блока цилиндров.
-
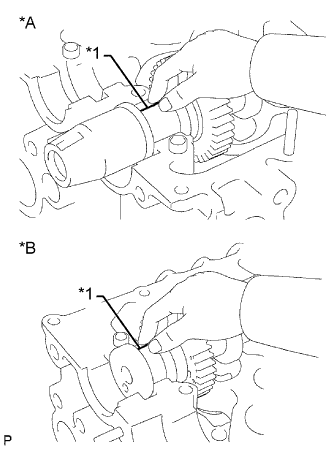
Обозначения на рисунке *A Со стороны впуска *B Со стороны выпуска *1 Сминаемый пластичный калибр Plastigage Положите полоски сминаемого пластичного калибра Plastigage на все шейки распредвала.
-
Установите крышки подшипников.
Note
Не поворачивайте распредвал.
-
Снимите крышки подшипников.
-
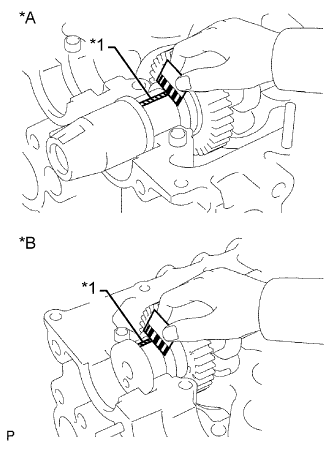
Обозначения на рисунке *A Со стороны впуска *B Со стороны выпуска *1 Сминаемый пластичный калибр Plastigage Измерьте сминаемый пластичный калибр в наиболее широком месте.
Номинальный масляный зазор 0,025–0,062 мм (0,000984–0,00244 дюйма) Максимальный допустимый масляный зазор 0,1 мм (0,00394 дюйма) Если масляный зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените крышки подшипников и головку блока цилиндров в сборе.
-
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
Снимите распредвал.
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛА
-
Установите распредвал.
-
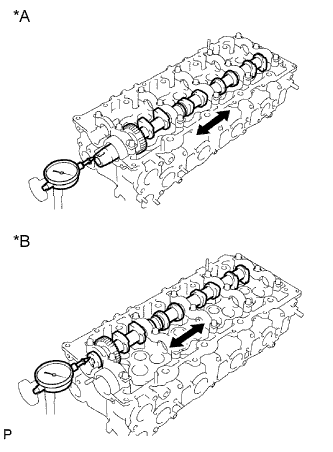
Обозначения на рисунке *A Со стороны впуска *B Со стороны выпуска Смещая распредвал вперед и назад, измерьте осевой зазор с помощью индикатора часового типа.
Номинальный осевой зазор 0,035 - 0,185 мм (0,00138 - 0,0728 дюйма) Максимально допустимый осевой зазор 0,25 мм (0,00984 дюйма) Если осевой зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените крышки подшипников и головку блока цилиндров в сборе.
-
Снимите распредвал.
-
-
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
-
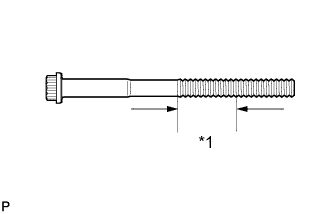
Обозначения на рисунке *1 Диапазон измерений С помощью штангенциркуля измерьте диаметр самого удлиненного резьбового элемента в зоне измерения.
Диапазон измерений 33 мм (1,30 дюйма) Номинальный наружный диаметр 11,76 - 11,97 мм (0,463 - 0,471 дюйма) Минимально допустимый наружный диаметр 11,6 мм (0,457 дюйма) Tech Tips
Если при осмотре не удалось найти чрезмерно тонкие участки, проверьте центральную часть болта (см. рисунок) и найдите место с наименьшим диаметром.
Если диаметр меньше минимально допустимого, замените установочный болт головки блока цилиндров.
-