- Click here
ОТРЕМОНТИРУЙТЕ СЕДЛО ВПУСКНОГО КЛАПАНА
Note:
-
При ремонте седла контролируйте его положение.
-
Не допускайте попадания на кромку посторонних материалов.
-
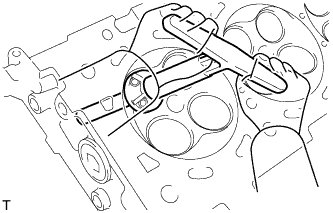
Устройством для расточки седел с углом заточки 45° обработайте поверхность седла клапана так, чтобы ширина седла превышала требуемое значение.
-
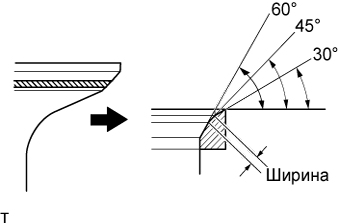
Резцами с углами заточки 30° и 60° подправьте седло клапана так, чтобы клапан касался седла по всему периметру. Касание должно осуществляться в центре седла клапана, а ширина седла клапана должна соответствовать указанному диапазону по всему периметру.
Номинальная ширина 1,1-1,5 мм (0,0433-0,0591 дюйма) -
Вручную со шлифовальной пастой притрите клапан с седлом клапана.
-
Проверьте положение притирки клапана.
-
- Click here
ОТРЕМОНТИРУЙТЕ СЕДЛО ВЫПУСКНОГО КЛАПАНА
Note:
-
При ремонте седла контролируйте его положение.
-
Не допускайте попадания на кромку посторонних материалов.
-
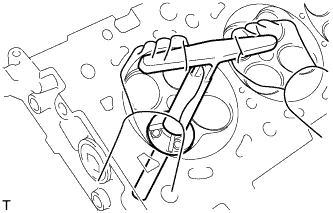
Устройством для расточки седел с углом заточки 45° обработайте поверхность седла клапана так, чтобы ширина седла превышала требуемое значение.
-
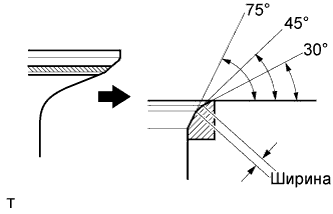
Резцами с углами заточки 30° и 75° подправьте седло клапана так, чтобы клапан касался седла по всему периметру. Касание должно осуществляться в центре седла клапана, а ширина седла клапана должна соответствовать указанному диапазону по всему периметру.
Номинальная ширина 1,1-1,5 мм (0,0433-0,0591 дюйма) -
Вручную со шлифовальной пастой притрите клапан с седлом клапана.
-
Проверьте положение притирки клапана.
-