TRANSFER ASSEMBLY INSPECTION

-
INSPECT PRELOAD
-
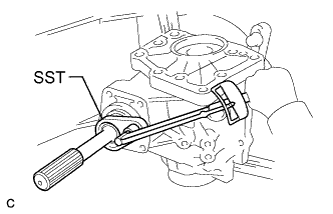
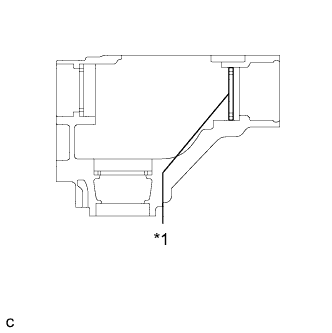
Text in Illustration *1 No. 2 Transfer Ring Gear Mounting Case Washer Using SST and a torque wrench, measure the preload of the backlash between the driven pinion and ring gear.
- SST
- 09326-20011
Preload (at Starting) Item Preload without SST 0.56 to 0.94 N*m (6 to 9 kgf*cm, 5 to 8 in.*lbf) with SST 0.40 to 0.67 N*m (4 to 6 kgf*cm, 4 to 5 in.*lbf) Tech Tips
-
Use a torque wrench with a fulcrum length of 130 mm (5.12 in.).
-
Turn the driven pinion counterclockwise and clockwise several times.
-
If the preload is too high, replace the transfer pinion bearing spacer with a new one.
-
If the preload is too low, tighten the gear nut further by turning it 5 to 10 degrees at a time, and then measure the preload again. Repeat this operation until the specified preload is obtained.
-
If the preload remains too low even after the gear nut has been tightened to a level in excess of the specified torque, loosen the gear nut and check its threads and those of the driven pinion for damage.
-
If there is no damage, replace the transfer pinion bearing spacer with a new one. Apply hypoid gear oil to the threads and repeat the steps above.
-
Write down the preload for use as a reference during the total preload measurement.
-
Using SST and a torque wrench, measure the total preload.
- SST
- 09326-20011
Preload (at Starting) Item Preload without SST 0.35 to 0.53 N*m (4 to 5 kgf*cm, 3 to 4 in.*lbf) + driven pinion preload with SST 0.25 to 0.38 N*m (3 to 4 kgf*cm, 3 to 3.3 in.*lbf) + driven pinion preload Tech Tips
-
Use a torque wrench with a fulcrum length of 130 mm (5.12 in.).
-
Turn the driven pinion counterclockwise and clockwise several times.
If the preload is outside the specified range, replace the No. 2 transfer ring gear mounting case washer with one that is thicker or thinner as necessary and recheck.
Washer Thickness: mm (in.) Mark Thickness Mark Thickness G7 2.47 (0.0972) M7 3.47 (0.1366) G8 2.49 (0.0980) M8 3.49 (0.1374) G9 2.51 (0.0988) M9 3.51 (0.1382) H0 2.53 (0.0996) N0 3.53 (0.1390) H1 2.55 (0.1004) N1 3.55 (0.1398) H2 2.57 (0.1012) N2 3.57 (0.1406) H3 2.59 (0.1020) N3 3.59 (0.1413) H4 2.61 (0.1028) N4 3.61 (0.1421) H5 2.63 (0.1035) N5 3.63 (0.1429) H6 2.65 (0.1043) N6 3.65 (0.1437) H7 2.67 (0.1051) N7 3.67 (0.1445) H8 2.69 (0.1059) N8 3.69 (0.1453) H9 2.71 (0.1067) N9 3.71 (0.1461) J0 2.73 (0.1075) P0 3.73 (0.1469) J1 2.75 (0.1083) P1 3.75 (0.1476) J2 2.77 (0.1091) P2 3.77 (0.1484) J3 2.79 (0.1098) P3 3.79 (0.1492) J4 2.81 (0.1106) P4 3.81 (0.1500) J5 2.83 (0.1114) P5 3.83 (0.1508) J6 2.85 (0.1122) P6 3.85 (0.1516) J7 2.87 (0.1130) P7 3.87 (0.1524) J8 2.89 (0.1138) P8 3.89 (0.1531) J9 2.91 (0.1146) P9 3.91 (0.1539) K0 2.93 (0.1154) Q0 3.93 (0.1547) K1 2.95 (0.1161) Q1 3.95 (0.1555) K2 2.97 (0.1169) Q2 3.97 (0.1563) K3 2.99 (0.1177) Q3 3.99 (0.1571) K4 3.01 (0.1185) Q4 4.01 (0.1579) K5 3.03 (0.1193) Q5 4.03 (0.1587) K6 3.05 (0.1201) Q6 4.05 (0.1594) K7 3.07 (0.1209) Q7 4.07 (0.1602) K8 3.09 (0.1217) Q8 4.09 (0.1610) K9 3.11 (0.1224) Q9 4.11 (0.1618) L0 3.13 (0.1232) R0 4.13 (0.1626) L1 3.15 (0.1240) R1 4.15 (0.1634) L2 3.17 (0.1248) R2 4.17 (0.1642) L3 3.19 (0.1256) R3 4.19 (0.1650) L4 3.21 (0.1264) R4 4.21 (0.1657) L5 3.23 (0.1272) R5 4.23 (0.1665) L6 3.25 (0.1280) R6 4.25 (0.1673) L7 3.27 (0.1287) R7 4.27 (0.1681) L8 3.29 (0.1295) R8 4.29 (0.1689) L9 3.31 (0.1303) R9 4.31 (0.1697) M0 3.33 (0.1311) S0 4.33 (0.1705) M1 3.35 (0.1319) S1 4.35 (0.1713) M2 3.37 (0.1327) S2 4.37 (0.1720) M3 3.39 (0.1335) S3 4.39 (0.1728) M4 3.41 (0.1343) S4 4.41 (0.1736) M5 3.43 (0.1350) S5 4.43 (0.1744) M6 3.45 (0.1358) S6 4.45 (0.1752)
-
-
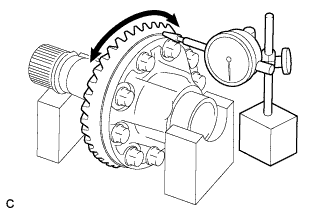
INSPECT RING GEAR BACKLASH
-
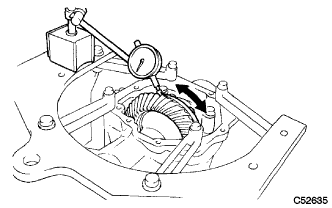
Using a dial indicator, check the backlash of the ring gear.
Backlash 0.14 to 0.25 mm (0.00551 to 0.00984 in.) If the backlash is not within the specification, adjust the side bearing preload or repair as necessary.
Note
Check at least 3 positions on the circumference of the ring gear.
-
-
INSPECT TOOTH CONTACT BETWEEN RING GEAR AND DRIVE PINION
-
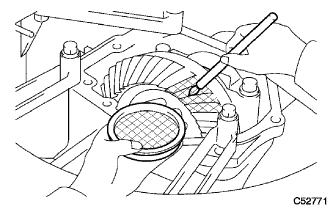
Coat 3 or 4 teeth at 4 different positions on the ring gear with Prussian blue.
-
Turn the driven pinion to rotate the ring gear 10 times or more clockwise and 10 times or more counterclockwise.
-
Rotate the ring gear to inspect the tooth pattern.
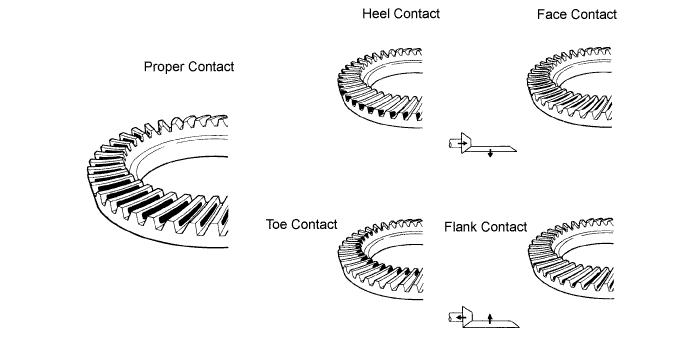
-
If the tooth contact pattern is not correct, select a new transfer output shaft washer that is thicker or thinner as necessary and recheck.
-
-
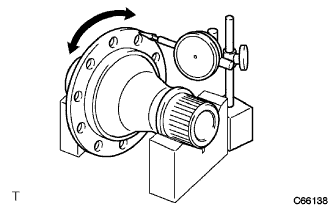
INSPECT RUNOUT OF RING GEAR
-
Place the transfer ring gear mounting case on the V-blocks.
-
Using a dial indicator, check the runout of the ring gear.
Maximum runout 0.06 mm (0.00236 in.) Tech Tips
If the runout is more than maximum, replace the ring gear with a new one.
-
-
INSPECT TRANSFER RING GEAR MOUNTING CASE
-
Place the transfer ring gear mounting case on the V-blocks.
-
Using a dial indicator, check the runout of the transfer ring gear mounting case.
Maximum runout 0.04 mm (0.00157 in.) Tech Tips
If the runout is more than maximum, replace the transfer ring gear mounting case with a new one.
-