- Click here
ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ
-
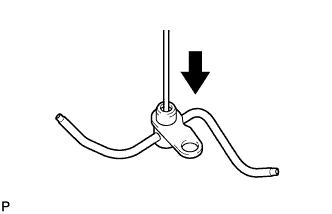
Введите в обратный клапан штифт, чтобы проверить, не залип ли он.
Если обнаружено залипание, замените масляную форсунку № 1.
-
Нажмите на обратный клапан штифтом и убедитесь, что он перемещается плавно.
Если он перемещается не плавно, очистите или замените масляную форсунку № 1.
-
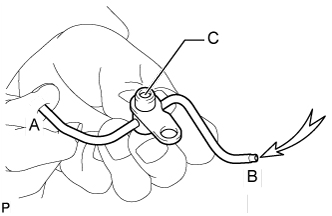
Закрыв отверстие A, подайте сжатый воздух в отверстие B. Убедитесь, что воздух не выходит через отверстие C. Выполните проверку еще раз, закрыв отверстие B и подав воздух в отверстие A.
Если происходит утечка воздуха, очистите или замените масляную форсунку № 1.
-
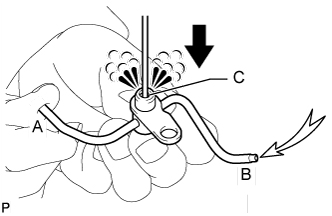
Закрыв отверстие A, нажмите обратный клапан и подайте сжатый воздух в отверстие B. Убедитесь, что воздух выходит через отверстие C. Выполните проверку еще раз, закрыв отверстие B, нажав обратный клапан и подав воздух в отверстие A.
Если воздух не выходит через отверстие С, очистите или замените масляную форсунку № 1.
-
- Click here
ПРОВЕРЬТЕ БЛОК ЦИЛИНДРОВ В СБОРЕ
-
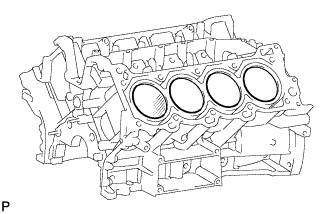
Проверьте, нет ли на цилиндре вертикальных царапин. При необходимости замените блок цилиндров в сборе.
-
-
Click here
ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ
-
С помощью прецизионной поверочной линейки и щупа измерьте величину коробления контактных поверхностей на блоке цилиндров и прокладках головки блока цилиндров.
Максимально допустимая величина коробления 0,07 мм (0,00276 дюйма) Если коробление превышает максимально допустимую величину, замените блок цилиндров.
-
-
Click here
ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР
-
С помощью нутромера измерьте диаметр отверстия под цилиндр в точках А, В и С в осевом и радиальном направлениях.
Номинальный диаметр 94,000 - 94,012 мм (3,7008 - 3,7013 дюйма) Максимальный диаметр 94,200 мм (3,7087 дюйма) Если диаметр превышает максимально допустимую величину, замените блок цилиндров в сборе.
-
- Click here
ПРОВЕРЬТЕ ПОРШЕНЬ С ПАЛЬЦЕМ В СБОРЕ
-
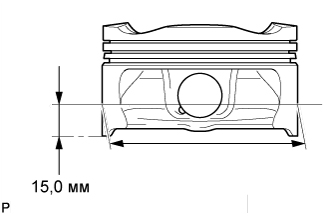
С помощью микрометра измерьте диаметр поршня на расстоянии 15,0 мм (0,591 дюйма) от низа поршня (см. рисунок).
Номинальный диаметр 93,950-93,960 мм (3,6988-3,6992 дюйма) Минимально допустимый диаметр 93,815 мм (3,6935 дюйма) Если диаметр меньше минимально допустимого, замените поршень.
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ
-
Измерьте диаметр отверстия под цилиндр в направлении тяги.
-
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
Номинальный масляный зазор 0,040-0,062 мм (0,00157-0,00244 дюйма) Максимальный допустимый масляный зазор 0,385 мм (0,0152 дюйма) Если масляный зазор превышает максимально допустимую величину, замените все поршни. При необходимости замените блок цилиндров в сборе.
-
- Click here
ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА
-
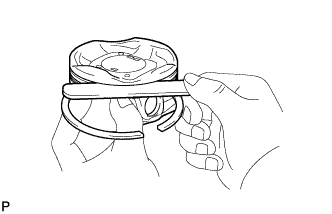
С помощью комплекта плоских щупов измерьте зазор между новым поршневым кольцом и стенкой канавки кольца.
Номинальный зазор канавки поршневого кольца Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,020-0,070 мм (0,000787-0,00276 дюйма) Компрессионное кольцо № 2 0,020 - 0,060 мм (0,000787 - 0,00236 дюйма) Маслосъемное кольцо 0,070-0,145 мм (0,00276-0,00571 дюйма) Если зазор не соответствует указанному значению, замените поршень.
-
- Click here
ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА
-
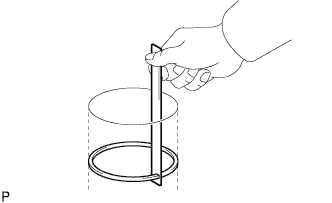
Вставьте поршневое кольцо в цилиндр.
-
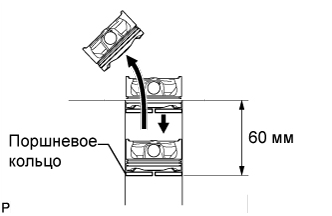
С помощью поршня протолкните поршневое кольцо так, чтобы оно слегка выступало за нижний предел хода кольца, на расстоянии 60 мм (2,36 дюйма) от верхней части блока цилиндров.
-
С помощью комплекта плоских щупов измерьте зазор разреза.
Номинальный зазор разреза Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,22 - 0,32 мм (0,00866 - 0,0126 дюйма) Компрессионное кольцо № 2 0,35-0,45 мм (0,0138-0,0177 дюйма) Маслосъемное кольцо (продольная направляющая) 0,10-0,40 мм (0,00394-0,0157 дюйма) Максимальный зазор разреза Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,42 мм (0,0165 дюйма) Компрессионное кольцо № 2 0,55 мм (0,0217 дюйма) Маслосъемное кольцо (продольная направляющая) 0,45 мм (0,0177 дюйма) Если величина зазора разреза превышает максимально допустимое значение, замените поршневое кольцо. Если величина зазора разреза превышает максимально допустимое значение даже после установки нового поршневого кольца, замените блок цилиндров в сборе.
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА
Tip:Для поршня с пальцем в сборе существует только 1 тип поставляемой детали.
-
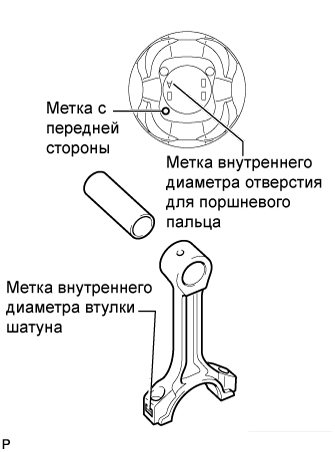
Проверьте все отметки на поршне, поршневом пальце и шатуне.
-
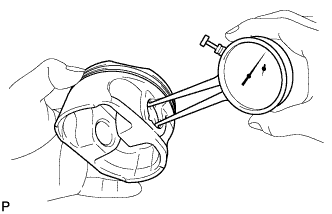
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр отверстия под поршневой палец.
Номинальный внутренний диаметр отверстия под поршневой палец Метка Заданные условия А 21,998-22,001 мм (0,86606-0,86618 дюйма) B 22,001-22,004 мм (0,86618-0,86630 дюйма) C 22,004-22,007 мм (0,86630-0,86642 дюйма) -
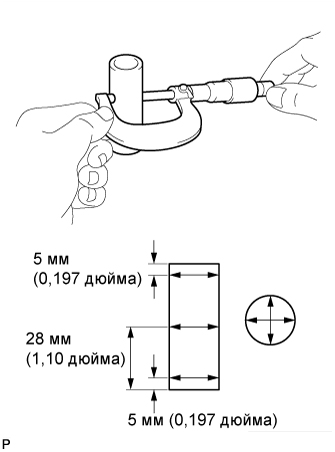
Микрометром измерьте диаметр поршневого пальца.
Номинальный диаметр поршневого пальца Метка Заданные условия А 21,998-22,001 мм (0,86606-0,86618 дюйма) B 22,001-22,004 мм (0,86618-0,86630 дюйма) C 22,004-22,007 мм (0,86630-0,86642 дюйма) -
Вычтите из измеренного диаметра отверстия под поршневой палец измеренный диаметр поршневого пальца.
Номинальный масляный зазор от -0,002 до 0,004 мм (от -0,0000787 до 0,000157 дюйма) Максимальный допустимый масляный зазор 0,015 мм (0,000591 дюйма) Если масляный зазор превышает максимально допустимую величину, замените поршень и комплекте с поршневым пальцем.
-
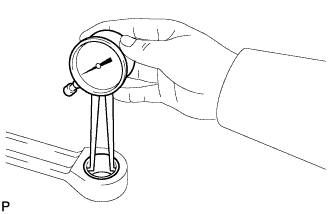
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки шатуна.
Номинальный внутренний диаметр втулки Метка Заданные условия А 22,005 - 22,008 мм (0,86634 - 0,86645 дюйма) B 22,008-22,011 мм (0,86645-0,86657 дюйма) C 22,011-22,014 мм (0,86657-0,86669 дюйма) -
Вычтите из измеренного диаметра поршневого пальца измеренный внутренний диаметр втулки.
Номинальный масляный зазор 0,005 - 0,011 мм (0,000197 - 0,000433 дюйма) Максимальный допустимый масляный зазор 0,03 мм (0,00118 дюйма) Если масляный зазор превышает максимально допустимую величину, замените шатун и поршень с поршневым пальцем в комплекте.
-
- Click here
ПРОВЕРЬТЕ ШАТУН В СБОРЕ
-
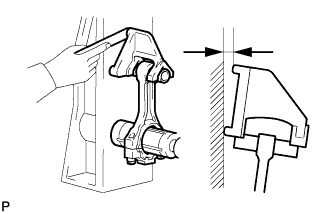
Проверьте центровку шатуна с помощью устройства для проверки кривизны шатуна и комплекта плоских щупов.
-
Проверьте наличие изгибов.
Максимально допустимый изгиб 0,05 мм (0,00197 дюйма) на 100 мм (3,94 дюйма) Если изгиб превышает максимально допустимое значение, замените шатун в сборе.
-
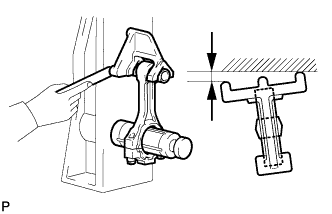
Убедитесь в отсутствии скручивания.
Максимально допустимое скручивание 0,15 мм (0,00591 дюйма) на 100 мм (3,94 дюйма) Если скручивание превышает максимально допустимое значение, замените шатун в сборе.
-
-
- Click here
ПРОВЕРЬТЕ БОЛТ ШАТУНА
-
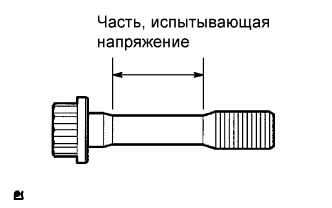
С помощью штангенциркуля измерьте диаметр напряженной части болта.
Номинальный диаметр 8,5-8,6 мм (0,335-0,339 дюйма) Минимально допустимый диаметр 8,3 мм (0,327 дюйма) Если диаметр меньше минимально допустимого, замените болт.
-
-
Click here
ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ
-
Проверьте радиальное биение.
-
Установите коленчатый вал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,06 мм (0,00236 дюйма) Если радиальное биение превышает максимально допустимую величину, замените коленчатый вал.
-
-
Проверьте коренные шейки.
-
С помощью микрометра измерьте диаметр каждой коренной шейки.
Номинальный диаметр шейки 66,988–67,000 мм (2,6373–2,6378 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
-
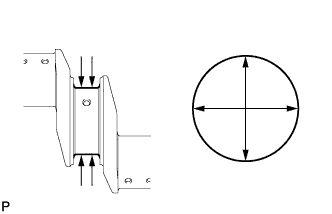
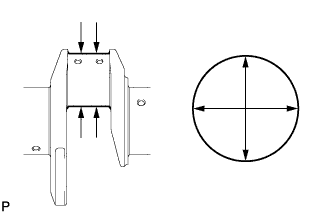
Для каждой коренной шейки проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,02 мм (0,000787 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
Проверьте штифты коленчатого вала.
-
С помощью микрометра измерьте диаметр каждой шатунной шейки.
Номинальный диаметр шатунной шейки 55,982-56,000 мм (2,2040-2,2047 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
-
Для каждого штифта коленчатого вала проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,02 мм (0,000787 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
Очистите все коренные шейки и подшипники коленчатого вала.
-
Проверьте, нет ли на шейках и подшипниках царапин и следов коррозии.
При наличии повреждений на шейке или подшипнике коленчатого вала замените подшипник коленчатого вала.
-
Установите коленчатый вал в блок цилиндров.
-
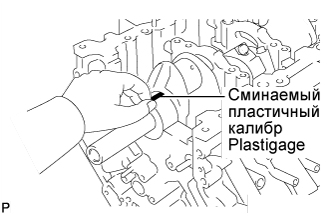
На каждую шейку положите сминаемый пластичный калибр (Plastigage).
-
Установите крышки подшипников коленчатого вала (см. стр.Click here).
-
Выверните 30 болтов и снимите крышки подшипников.
-
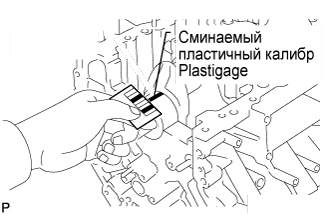
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
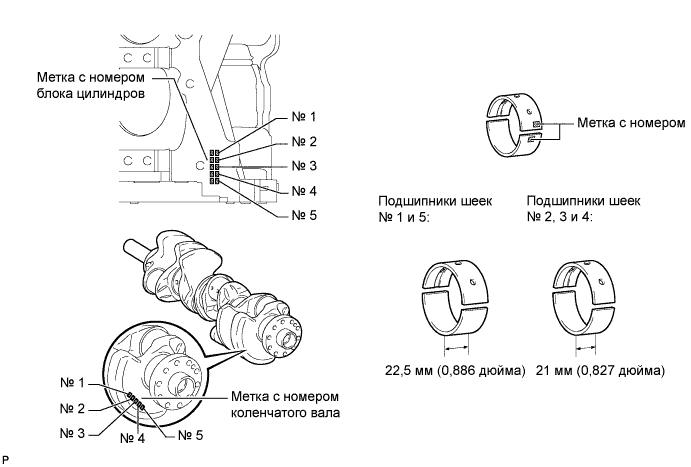
Номинальный масляный зазор Метка с номером Заданные условия Шейки № 1 и № 5: 0,017-0,030 мм (0,000669-0,00118 дюйма) Остальные шейки 0,024-0,037 мм (0,000945-0,00146 дюйма) Максимальный допустимый масляный зазор Метка с номером Заданные условия Шейки № 1 и № 5: 0,050 мм (0,00197 дюйма) Остальные шейки 0,060 мм (0,00236 дюйма) Если масляный зазор превышает максимально допустимую величину, замените подшипники коленчатого вала. При необходимости замените коленчатый вал.
Tip:При замене подшипника устанавливайте подшипник с таким же номером. Если номер подшипника коленчатого вала определить не удается, вычислите надлежащий номер, сложив номера, указанные на блоке цилиндров и коленчатом валу. Выберите подходящий подшипник по приведенной ниже таблице. Существует 6 стандартных типоразмеров подшипников. В позициях № 1 и № 5 используйте подшипники с номерами 4, 5, 6, 7, 8 и 9. В остальных позициях используйте подшипники с номерами 3, 4, 5, 6, 7 и 8.
Пример:
Блок цилиндров "07" + коленчатый вал "06" = Сумма 13 (возьмите подшипник "6" (верхний) и "7" (нижний))
Tip:А = Метка с номером блока цилиндров
В = Метка с номером коленчатого вала
Номинальная толщина центральной стенки подшипника Table 1. Шейки № 1 и № 5 (A) + (B) Верхний подшипник Нижний подшипник Метка с номером Заданные условия Метка с номером Заданные условия 00-02 4 2,501-2,504 мм (0,0985-0,0986 дюйма) 5 2,488-2,491 мм (0,0980-0,0981 дюйма) 03-05 5 2,504-2,507 мм (0,0986-0,0987 дюйма) 5 2,488-2,491 мм (0,0980-0,0981 дюйма) 06-08 5 2,504-2,507 мм (0,0986-0,0987 дюйма) 6 2,491-2,494 мм (0,0981-0,0982 дюйма) 09-11 6 2,507–2,510 мм (0,0987–0,0988 дюйма) 6 2,491-2,494 мм (0,0981-0,0982 дюйма) 12-14 6 2,507–2,510 мм (0,0987–0,0988 дюйма) 7 2,494-2,497 мм (0,0982-0,0983 дюйма) 15-17 7 2,510-2,513 мм (0,0988-0,0989 дюйма) 7 2,494-2,497 мм (0,0982-0,0983 дюйма) 18-20 7 2,510-2,513 мм (0,0988-0,0989 дюйма) 8 2,497-2,500 мм (0,0983-0,0984 дюйма) 21-23 8 2,513-2,516 мм (0,0989-0,0991 дюйма) 8 2,497-2,500 мм (0,0983-0,0984 дюйма) 24-26 8 2,513-2,516 мм (0,0989-0,0991 дюйма) 9 2,500-2,503 мм (0,0984-0,0985 дюйма) 27-28 9 2,516-2,519 мм (0,0991-0,0992 дюйма) 9 2,500-2,503 мм (0,0984-0,0985 дюйма) Остальные шейки (A) + (B) Верхний подшипник Нижний подшипник Метка с номером Заданные условия Метка с номером Заданные условия 00–02 3 2,482-2,485 мм (0,0977-0,0978 дюйма) 4 2,501 - 2,504 мм (0,0985 - 0,0986 дюйма) 03–05 4 2,485-2,488 мм (0,0978-0,0980 дюйма) 4 2,501-2,504 мм (0,0985-0,0986 дюйма) 06–08 4 2,485-2,488 мм (0,0978-0,0980 дюйма) 5 2,504-2,507 мм (0,0986-0,0987 дюйма) 09–11 5 2,488-2,491 мм (0,0980-0,0981 дюйма) 5 2,504-2,507 мм (0,0986-0,0987 дюйма) 12–14 5 2,488-2,491 мм (0,0980-0,0981 дюйма) 6 2,507–2,510 мм (0,0987–0,0988 дюйма) 15-17 6 2,491-2,494 мм (0,0981-0,0982 дюйма) 6 2,507–2,510 мм (0,0987–0,0988 дюйма) 18-20 6 2,491-2,494 мм (0,0981-0,0982 дюйма) 7 2,510-2,513 мм (0,0988-0,0989 дюйма) 21-23 7 2,494-2,497 мм (0,0982-0,0983 дюйма) 7 2,510-2,513 мм (0,0988-0,0989 дюйма) 24-26 7 2,494-2,497 мм (0,0982-0,0983 дюйма) 8 2,513-2,516 мм (0,0989-0,0991 дюйма) 27-28 8 2,497-2,500 мм (0,0983-0,0984 дюйма) 8 2,513-2,516 мм (0,0989-0,0991 дюйма) -
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
-
Click here
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА
-
С помощью штангенциркуля измерьте минимальный диаметр удлиненного резьбового элемента в точке измерения.
Точка замера 54,5 мм (2,15 дюйма) Номинальный диаметр Пункт Заданные условия Болт A 10,5-11,0 мм (0,413-0,433 дюйма) Болт B 9,5-10,0 мм (0,374-0,394 дюйма) Минимально допустимый диаметр Пункт Заданные условия Болт A 10,4 мм (0,409 дюйма) Болт B 9,4 мм (0,370 дюйма) Если диаметр меньше минимально допустимого, замените болт.
-