РАСПРЕДВАЛ ПРОВЕРКА
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ
-
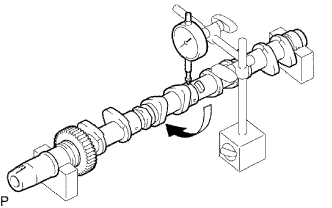
Проверьте радиальное биение.
-
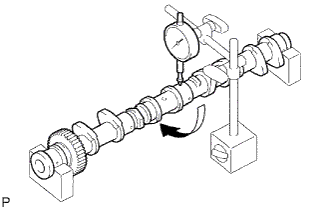
Установите распредвал на V-образные призмы.
-
Измерьте радиальное биение индикатором часового типа.
Максимальное радиальное биение 0,03 мм (0,0012 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
-
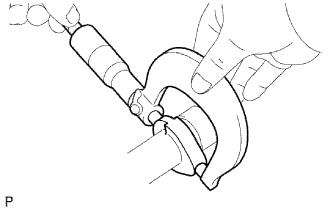
Проверьте рабочую высоту кулачков.
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота кулачка 47,180 - 47,280 мм (1,8575 - 1,8614 дюйма) Минимально допустимая высота рабочей части кулачка 46,760 мм (1,8409 дюйма) Если высота рабочей части кулачка меньше минимально допустимой, замените распредвал.
-
-
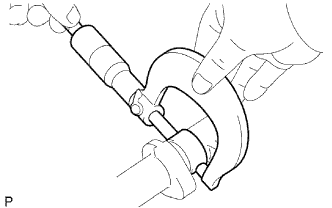
Проверьте диаметр шейки распредвала.
-
С помощью микрометра измерьте диаметр шейки под подшипник распредвала.
Номинальный диаметр шейки 27,969 - 27,985 мм (1,1011 - 1,1018 дюйма) Если диаметр шейки не соответствует указанному, проверьте масляный зазор.
-
-
Проверьте масляный зазор.
-
Очистите крышки подшипников и шейки.
-
Проверьте, нет ли следов растрескивания или зарубок на подшипниках.
Если подшипники повреждены, замените крышки подшипников и головку блока цилиндров в сборе.
-
Установите подшипники в крышки подшипников и головку блока цилиндров.
-
Установите распредвал в головку блока цилиндров.
-
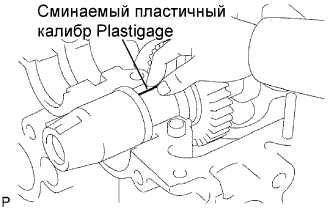
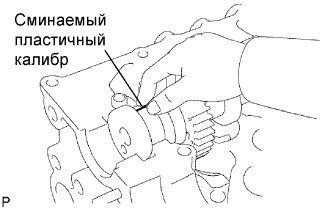
Положите полоски сминаемого пластичного калибра Plastigage на все шейки распредвала.
-
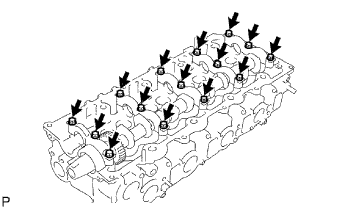
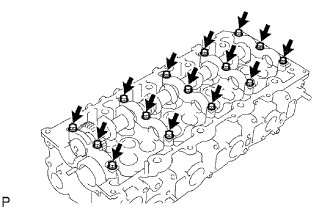
Установите крышки подшипников.
Note
Не поворачивайте распредвал.
-
Снимите крышки подшипников.
-
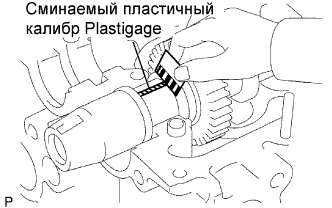
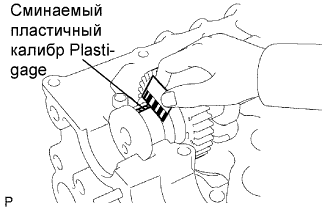
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,025-0,062 мм (0,0010-0,0024 дюйма) Максимальный допустимый масляный зазор 0,10 мм (0,0039 дюйма) Если масляный зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените крышки подшипников и головку блока цилиндров в сборе.
-
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
Снимите распредвал. (см. стр. Click here)
-
-
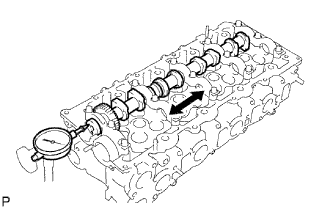
Измерьте осевой зазор.
-
Установите распредвал. (см. стр. Click here)
-
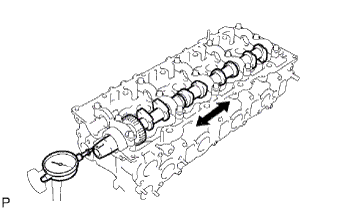
Смещая распредвал вперед и назад, измерьте осевой зазор с помощью индикатора часового типа.
Номинальный осевой зазор 0,035 - 0,185 мм (0,0014 - 0,0073 дюйма) Максимально допустимый осевой зазор 0,25 мм (0,0098 дюйма) Если осевой зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените крышки подшипников и головку блока цилиндров в сборе.
-
-
Индикатором часового типа измерьте боковой зазор.
-
Установите 2 распредвала.
-
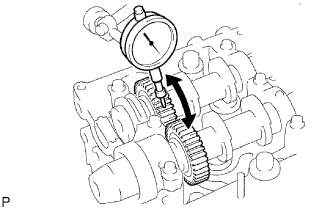
Индикатором часового типа измерьте боковой зазор.
Номинальный боковой зазор 0,035 - 0,089 мм (0,0014 - 0,0035 дюйма) Максимальный зазор 0,189 мм (0,0074 дюйма) Если зазор превышает максимально допустимый, замените распредвал.
-
Снимите 2 распредвала. (см. стр. Click here)
-
-
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ № 2
-
Проверьте радиальное биение.
-
Установите распредвал на V-образные призмы.
-
Измерьте радиальное биение индикатором часового типа.
Максимальное радиальное биение 0,03 мм (0,0012 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
-
Проверьте рабочую высоту кулачков.
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота кулачка 48,071 - 48,171 мм (1,8925 - 1,8965 дюйма) Максимальная допустимая высота кулачка 47,920 мм (1,8866 дюйма) Если высота выступа кулачка меньше минимально допустимой величины, замените распредвал.
-
-
Проверьте диаметр шейки распредвала.
-
С помощью микрометра измерьте диаметр шейки под подшипник распредвала.
Номинальный диаметр шейки 27,969 - 27,985 мм (1,1011 - 1,1018 дюйма) Если диаметр шейки не соответствует указанному, проверьте масляный зазор.
-
-
Проверьте масляный зазор.
-
Очистите крышки подшипников и шейки.
-
Проверьте, нет ли следов растрескивания или зарубок на подшипниках.
Если подшипники повреждены, замените крышки подшипников и головку блока цилиндров в сборе.
-
Установите подшипники в крышки подшипников и головку блока цилиндров.
-
Установите распредвал в головку блока цилиндров.
-
Положите полоски сминаемого пластичного калибра Plastigage на все шейки распредвала.
-
Установите крышки подшипников.
Note
Не поворачивайте распредвал.
-
Снимите крышки подшипников.
-
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,025-0,062 мм (0,0010-0,0024 дюйма) Максимально допустимый масляный зазор 0,10 мм (0,0039 дюйма) Если масляный зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените крышки подшипников и головку блока цилиндров в сборе.
-
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
Снимите распредвал. (см. стр. Click here)
-
-
Измерьте осевой зазор.
-
Установите распредвал. (см. стр. Click here)
-
Смещая распредвал вперед и назад, индикатором часового типа измерьте осевой зазор.
Номинальный осевой зазор 0,035 - 0,185 мм (0,0014 - 0,0073 дюйма) Максимально допустимый осевой зазор 0,25 мм (0,0098 дюйма) Если осевой зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените крышки подшипников и головку блока цилиндров в сборе.
-
Снимите распредвал. (см. стр. Click here)
-
-