ЗАЗОР В ПРИВОДЕ КЛАПАНОВ РЕГУЛИРОВКА
Note
-
При замене форсунок (включая перестановку форсунок между цилиндрами), топливной системы Common Rail или головки блока цилиндров заменяйте соответствующие топливные трубки высокого давления новыми.
-
В случае замены нагнетающего топливного насоса, топливной системы Common Rail, блока цилиндров, головки блока цилиндров, прокладки головки блока цилиндров или картера газораспределительного механизма необходимо заменить трубку подвода топлива новой.
-
После снятия топливных трубок высокого давления очистите их щеткой и сжатым воздухом.
Tech Tips
Для проверки зазора в приводе клапанов не требуется снимать форсунки.
-
СНИМИТЕ КРЫШКУ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ В СБОРЕ
(см. стр. Click here)
-
УСТАНОВИТЕ ПОРШЕНЬ ЦИЛИНДРА № 1 В ВМТ ТАКТА СЖАТИЯ
-
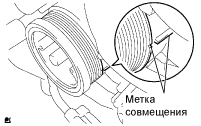
Повернув коленчатый вал по часовой стрелке, совместите метки совмещения на шкиве коленчатого вала и крышке картера газораспределительного механизма.
Tech Tips
Убедитесь, что оба кулачка (со стороны впуска и со стороны выпуска) цилиндра № 1 направлены вверх.
-
-
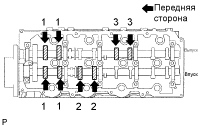
ПРОВЕРЬТЕ ЗАЗОР В ПРИВОДЕ КЛАПАНОВ
-
Проверьте только указанные клапаны.
-
Щупом измерьте зазоры между толкателями клапанов и распредвалом.
Номинальный зазор в приводе клапанов (в холодном состоянии) На впуске На выпуске 0,20 - 0,30 мм (0,008 - 0,012 дюйма) 0,35 - 0,45 мм (0,014 - 0,018 дюйма) Запишите результаты измерений зазоров в приводе клапанов, не соответствующие техническим условиям. Эти измерения затем будут использованы для определения толщины регулировочной шайбы.
-
-
Проверните коленчатый вал на 360° и установите поршень цилиндра № 4 в ВМТ такта сжатия.
-
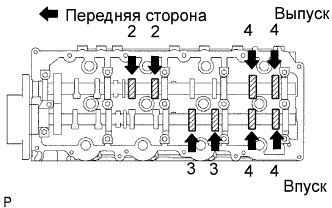
Проверьте только указанные клапаны.
-
Щупом измерьте зазоры между толкателями клапанов и распредвалом.
Номинальный зазор в приводе клапанов На впуске На выпуске 0,20 - 0,30 мм (0,008 - 0,012 дюйма) 0,35 - 0,45 мм (0,014 - 0,018 дюйма) Запишите результаты измерений зазоров в приводе клапанов, не соответствующие техническим условиям. Эти измерения затем будут использованы для определения толщины регулировочной шайбы.
-
-
-
ОТРЕГУЛИРУЙТЕ ЗАЗОР В ПРИВОДЕ КЛАПАНОВ
-
Снимите распредвалы (см. стр. Click here).
-
Снимите 8 толкателей клапанов.
-

Микрометром измерьте толщину снятого толкателя клапана.
-
Вычислите толщину нового толкателя клапана, чтобы зазор в приводе клапанов соответствовал предписанному значению.
А B C Толщина нового толкателя Толщина используемого толкателя Измеренный зазор в приводе клапанов Толщина нового толкателя Впуск A = B + (C - 0,25 мм (0,0098 дюйма)) Выпуск A = B + (C - 0,40 мм (0,00158 дюйма)) -
Выберите новый толкатель с ближайшей к рассчитанному значению толщиной.
Tech Tips
Поставляются регулировочные толкатели клапанов 35 размеров с шагом 0,020 мм (0,0008 дюйма), от 5,060 мм (0,1992 дюйма) до 5,740 мм (0,2260 дюйма).
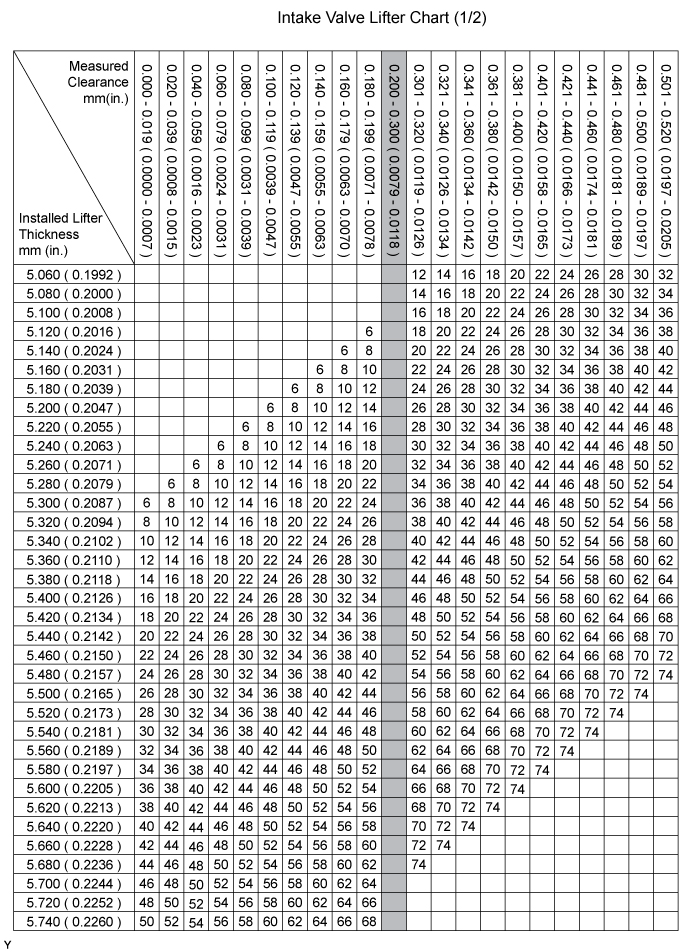
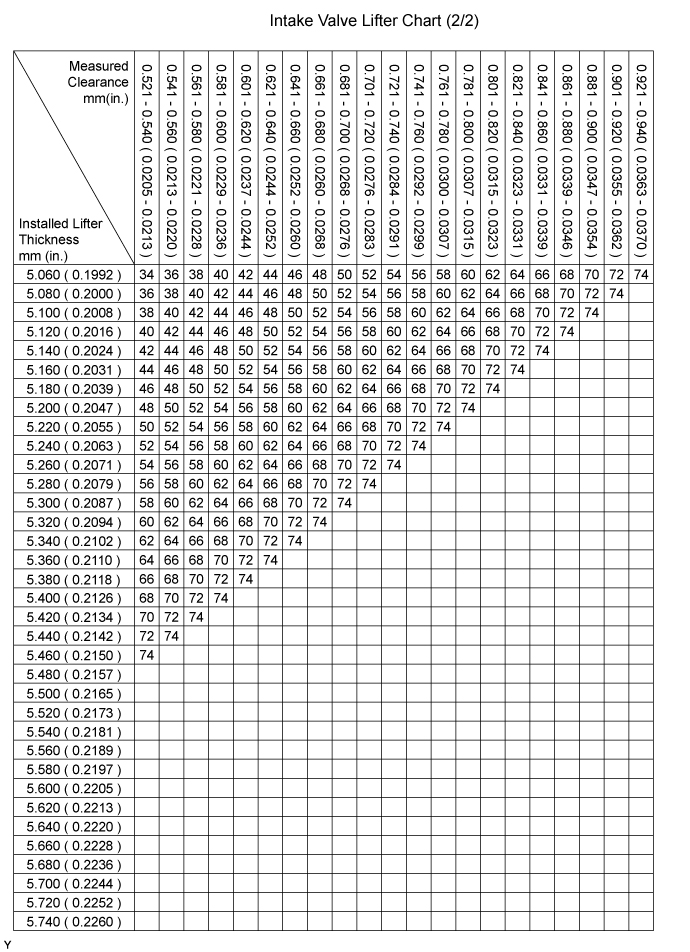
Номинальный зазор в приводе впускных клапанов (в холодном состоянии) 0,20 - 0,30 мм (0,008 - 0,012 дюйма) ПРИМЕР Толщина установленного толкателя составляет 5,250 мм (0,2067 дюйма), измеренный зазор составляет 0,400 мм (0,0158 дюйма). Замените шайбу 5,250 мм (0,2067 дюйма) толкателем № 40. Толщина нового толкателя, мм (дюйм) Шайба № Толщина Шайба № Толщина Шайба № Толщина 06 5,060 (0,1992) 30 5,300 (0,2087) 54 5,540 (0,2181) 08 5,080 (0,2000) 32 5,320 (0,2094) 56 5,560 (0,2189) 10 5,100 (0,2008) 34 5,340 (0,2102) 58 5,580 (0,2197) 12 5,120 (0,2016) 36 5,360 (0,2110) 60 5,600 (0,2205) 14 5,140 (0,2024) 38 5,380 (0,2118) 62 5,620 (0,2213) 16 5,160 (0,2031) 40 5,400 (0,2126) 64 5,640 (0,2220) 18 5,180 (0,2039) 42 5,420 (0,2134) 66 5,660 (0,2228) 20 5,200 (0,2047) 44 5,440 (0,2142) 68 5,680 (0,2236) 22 5,220 (0,2055) 46 5,460 (0,2150) 70 5,700 (0,2244) 24 5,240 (0,2063) 48 5,480 (0,2157) 72 5,720 (0,2252) 26 5,260 (0,2071) 50 5,500 (0,2165) 74 5,740 (0,2260) 28 5,280 (0,2079) 52 5,520 (0,2173) - - 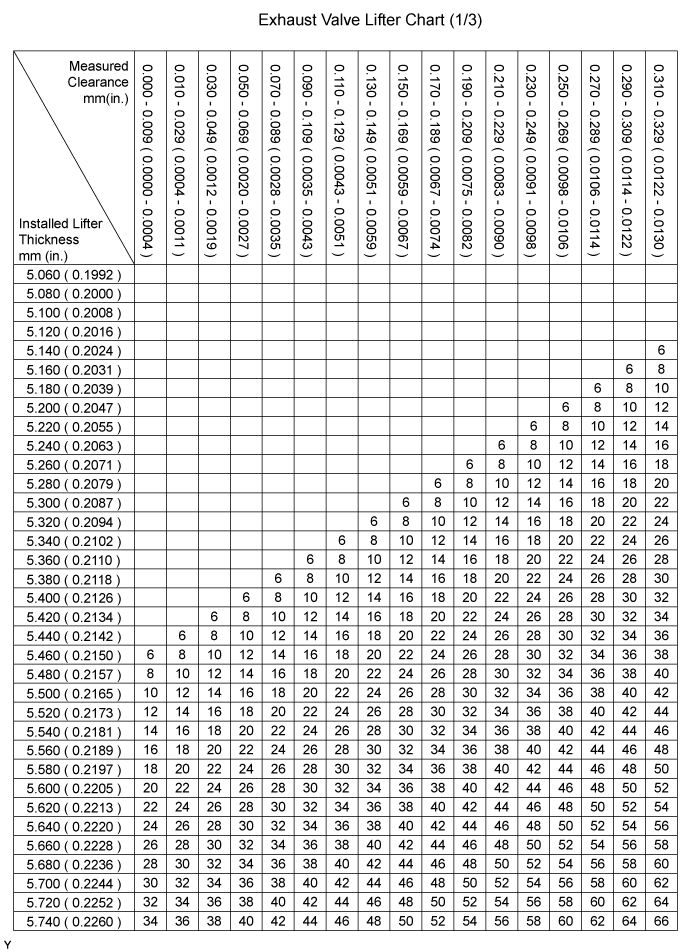
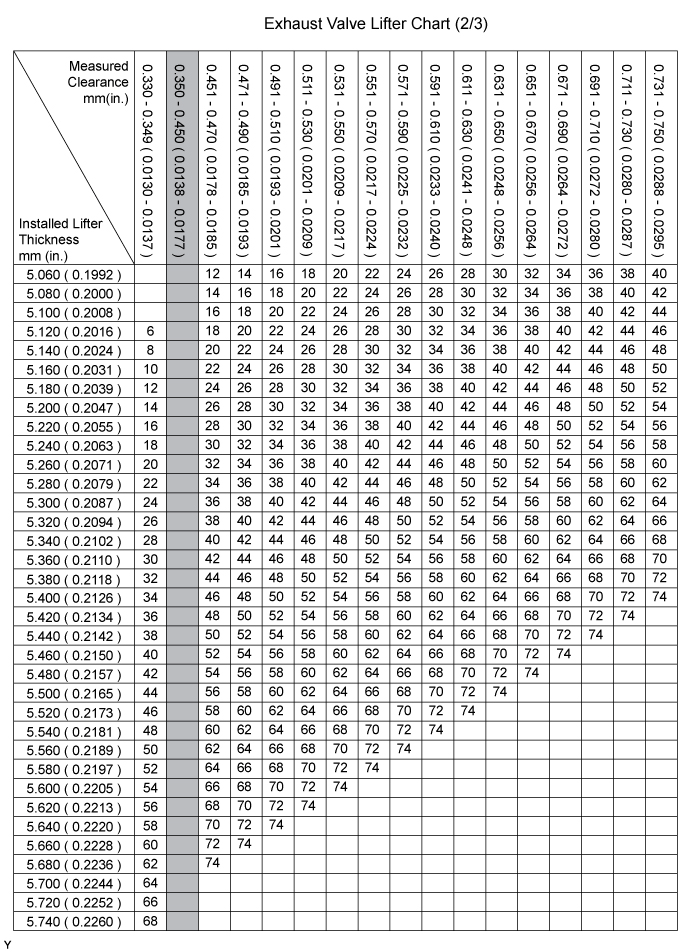
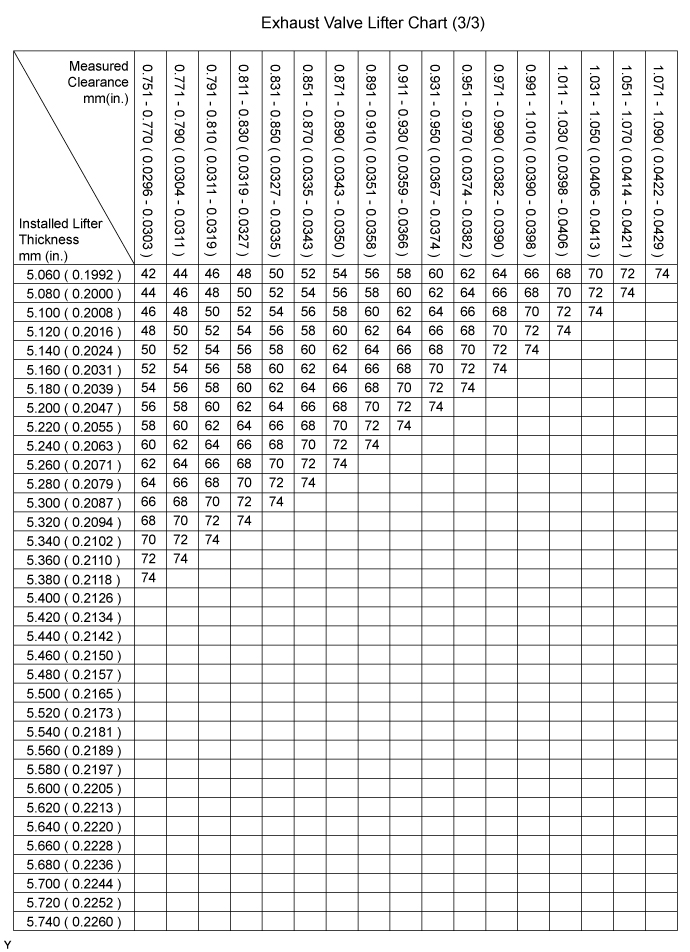
Номинальный зазор в приводе выпускных клапанов (в холодном состоянии) 0,35 - 0,45 мм (0,014 - 0,018 дюйма) ПРИМЕР Толщина установленного толкателя составляет 5,340 мм (0,2102 дюйма), измеренный зазор составляет 0,480 мм (0,0189 дюйма). Замените шайбу 5,340 мм (0,2102 дюйма) толкателем № 42. Толщина нового толкателя, мм (дюйм) Шайба № Толщина Шайба № Толщина Шайба № Толщина 06 5,060 (0,1992) 30 5,300 (0,2087) 54 5,540 (0,2181) 08 5,080 (0,2000) 32 5,320 (0,2094) 56 5,560 (0,2189) 10 5,100 (0,2008) 34 5,340 (0,2102) 58 5,580 (0,2197) 12 5,120 (0,2016) 36 5,360 (0,2110) 60 5,600 (0,2205) 14 5,140 (0,2024) 38 5,380 (0,2118) 62 5,620 (0,2213) 16 5,160 (0,2031) 40 5,400 (0,2126) 64 5,640 (0,2220) 18 5,180 (0,2039) 42 5,420 (0,2134) 66 5,660 (0,2228) 20 5,200 (0,2047) 44 5,440 (0,2142) 68 5,680 (0,2236) 22 5,220 (0,2055) 46 5,460 (0,2150) 70 5,700 (0,2244) 24 5,240 (0,2063) 48 5,480 (0,2157) 72 5,720 (0,2252) 26 5,260 (0,2071) 50 5,500 (0,2165) 74 5,740 (0,2260) 28 5,280 (0,2079) 52 5,520 (0,2173) - - -
Установите выбранные толкатели клапанов.
-
Установите распредвалы (см. стр. Click here).
-
-
УСТАНОВИТЕ КРЫШКУ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ В СБОРЕ
(см. стр. Click here)