ГОЛОВКА БЛОКА ЦИЛИНДРОВ ПРОВЕРКА
-
ОЧИСТИТЕ ГОЛОВКУ БЛОКА ЦИЛИНДРОВ В СБОРЕ
-
Почистите головку блока цилиндров.
-
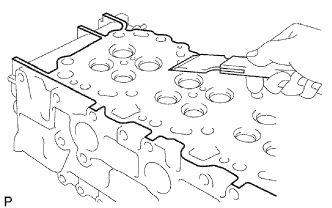
Скребком удалите старую прокладку с контактной поверхности блока цилиндров.
Note
Соблюдайте осторожность, чтобы не повредить контактную поверхность блока цилиндров.
-
-
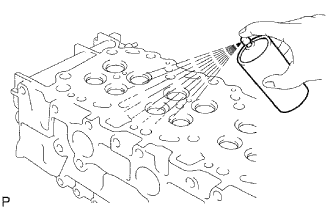
С помощью специальной кисти растворителем очистите все направляющие втулки клапанов.
-
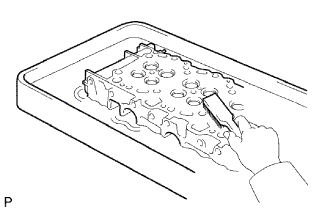
Мягкой кистью и растворителем тщательно очистите головку блока цилиндров.
-
-
ПРОВЕРЬТЕ ГОЛОВКУ БЛОКА ЦИЛИНДРОВ В СБОРЕ
-
Проверьте отсутствие коробления головки блока цилиндров.
-
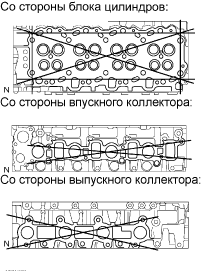
С помощью прецизионной поверочной линейки и щупа измерьте величину коробления плоскостей, сопряженных с блоком цилиндров и с коллекторами.
Максимально допустимая величина коробления 0,15 мм (0,005 дюйма) Если коробление превышает максимально допустимую величину, замените головку блока цилиндров.
-
-
Проверьте головку блока цилиндров на отсутствие трещин.
-
Методом цветной дефектоскопии проверьте камеру сгорания, впускные каналы, выпускные каналы и поверхность блока цилиндров на отсутствие трещин.
При обнаружении трещин замените головку блока цилиндров.
-
-
-
ОЧИСТИТЕ ВПУСКНОЙ КЛАПАН
-
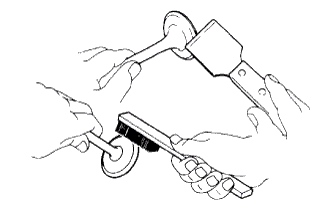
Удалите с тарелки клапана нагар скребком для удаления остатков прокладок.
-
Тщательно очистите клапан металлической щеткой.
-
-
ПРОВЕРЬТЕ ВПУСКНОЙ КЛАПАН
-
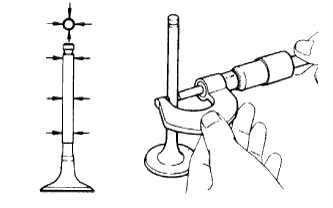
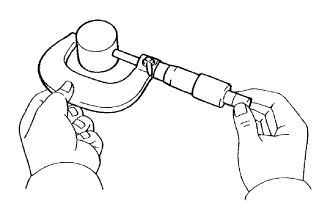
Микрометром измерьте диаметр штока клапана.
Номинальный диаметр штока клапана 5,970 - 5,985 мм (0,2350 - 0,2356 дюйма) Если диаметр не соответствует требованиям, замените клапан.
-
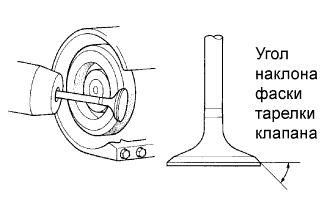
Проверьте угол наклона рабочей фаски на тарелке клапана.
-
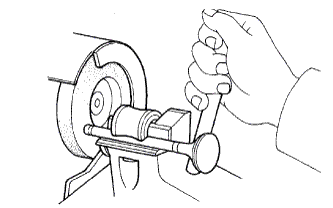
Прошлифуйте клапан, чтобы удалить раковины и нагар.
-
Убедитесь, что рабочая фаска на тарелке клапана имеет правильный угол наклона.
Номинальный угол наклона рабочей фаски тарелки клапана 44,5° Если клапан изношен, замените клапан.
-
-

Проверьте предельно допустимую толщину кромки тарелки клапана.
Номинальная толщина кромки 1,1 мм (0,043 дюйма) Минимальное расстояние от рабочей фаски до края тарелки клапана 0,8 мм (0,032 дюйма) Если толщина кромки меньше минимально допустимой величины, замените клапан.
-
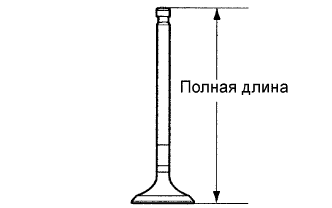
Проверьте общую длину клапана.
Номинальная общая длина 105,15 - 105,75 мм (4,1398 - 4,1634 дюйма) Минимально допустимая общая длина 104,65 мм (4,1201 дюйма) Если полная длина меньше минимально допустимой величины, замените клапан.
-
Проверьте степень износа торца штока клапана.
Если торец штока клапана изношен, восстановите его форму шлифовкой или замените клапан.
Note
При шлифовке соблюдайте минимально допустимые размеры.
-
-
ОЧИСТИТЕ ВЫПУСКНОЙ КЛАПАН
-
Удалите с тарелки клапана нагар скребком для удаления остатков прокладок.
-
Тщательно очистите клапан металлической щеткой.
-
-
ПРОВЕРЬТЕ ВЫПУСКНОЙ КЛАПАН
-
Микрометром измерьте диаметр штока клапана.
Номинальный диаметр штока клапана 5,960 - 5,975 мм (0,2346 - 0,2352 дюйма) Если диаметр не соответствует требованиям, замените клапан.
-
Проверьте угол наклона рабочей фаски на тарелке клапана.
-
Прошлифуйте клапан, чтобы удалить раковины и нагар.
-
Убедитесь, что рабочая фаска на тарелке клапана имеет правильный угол наклона.
Номинальный угол наклона рабочей фаски тарелки клапана 44,5° Если рабочая фаска на тарелке клапана изношена, замените клапан.
-
-
Проверьте предельно допустимую толщину кромки тарелки клапана.
Номинальная толщина кромки 1,2 мм (0,047 дюйма) Минимальное расстояние от рабочей фаски до края тарелки клапана 0,7 мм (0,028 дюйма) Если толщина кромки меньше минимально допустимой величины, замените клапан.
-
Проверьте общую длину клапана.
Номинальная общая длина 105,02 - 105,62 мм (4,1347 - 4,1583 дюйма) Минимально допустимая общая длина 104,52 мм (4,1150 дюйма) Если полная длина меньше минимально допустимой величины, замените клапан.
-
Проверьте степень износа торца штока клапана.
Если торец штока клапана изношен, восстановите его форму шлифовкой или замените клапан.
Note
При шлифовке соблюдайте минимально допустимые размеры.
-
-
ПРОВЕРЬТЕ ВНУТРЕННЮЮ ПРУЖИНУ СЖАТИЯ
-
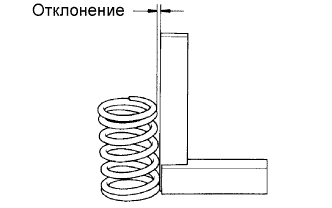
С помощью стального уголка измерьте отклонение от перпендикулярности внутренней пружины сжатия.
Максимально допустимое отклонение 2,0 мм (0,079 дюйма) Если отклонение превышает максимально допустимую величину, замените внутреннюю пружину сжатия.
-
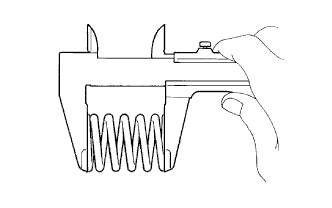
С помощью штангенциркуля измерьте длину пружины в свободном состоянии.
Номинальная длина в свободном состоянии 46,5 мм (1,831 дюйма) Если длина в свободном состоянии не соответствует указанному значению, замените пружину.
-
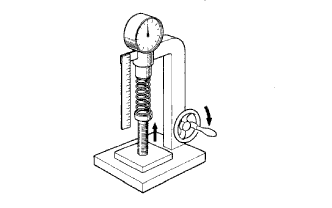
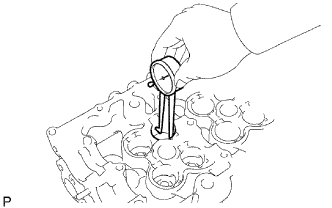
На специальном стенде измерьте усилие сжатия клапанной пружины при номинальной длине после ее установки.
Номинальное натяжение при установке (при 33,1 мм (1,303 дюйма)) 150,2 - 165,8 Н (15,3 - 16,9 кгс, 33,7 - 37,3 фунт-сил) Если натяжение не соответствует заданному, замените пружину.
-
-
ПРОВЕРЬТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВПУСКНОГО КЛАПАНА
-
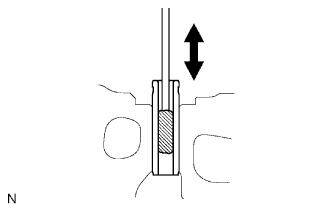
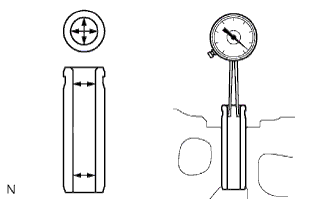
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр направляющей втулки.
Номинальный внутренний диаметр втулки 6,01 - 6,03 мм (0,2366 - 0,2374 дюйма) Если диаметр шейки не соответствует указанному, проверьте масляный зазор.
-
Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки.
Номинальный масляный зазор 0,025 - 0,060 мм (0,0010 - 0,0024 дюйма) Максимальный допустимый масляный зазор 0,08 мм (0,0032 дюйма) Если зазор превышает максимально допустимую величину, замените клапан и направляющую втулку впускного клапана.
-
-
ПРОВЕРЬТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВЫПУСКНОГО КЛАПАНА
-
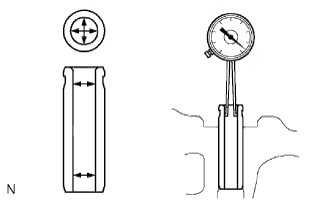
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр направляющей втулки.
Номинальный внутренний диаметр втулки 6,01 - 6,03 мм (0,2366 - 0,2374 дюйма) Если диаметр шейки не соответствует указанному, проверьте масляный зазор.
-
Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки.
Номинальный масляный зазор 0,035 - 0,070 мм (0,0014 - 0,0028 дюйма) Максимально допустимый масляный зазор 0,10 мм (0,0039 дюйма) Если зазор превышает максимально допустимую величину, замените клапан и направляющую втулку выпускного клапана.
-
-
ПРОВЕРЬТЕ СЕДЛО ВПУСКНОГО КЛАПАНА
-
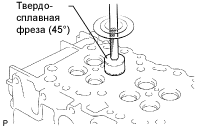
Твердосплавной фрезой с углом заточки 45° обработайте поверхности седел клапанов. Толщина снимаемого металла должна быть такой, чтобы лишь очистить седла.
-
Проверьте положение притирки клапана.
-
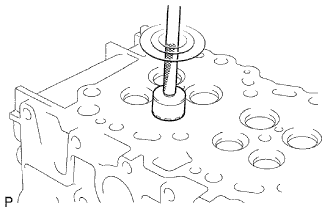
Нанесите тонкий слой берлинской лазури на торец клапана.
-
Слегка вдавите клапан в седло клапана. Не вращайте клапан.
-
-
У конуса и гнезда клапана проверьте следующее:
-
Если непрерывный след пасты имеется по всей окружности фаски клапана, тарелка клапана не имеет перекоса. В противном случае замените клапан.
-
Если непрерывный след пасты распределен по всей окружности седла клапана, оси направляющей втулки, тарелки клапана и седла совпадают. В противном случае повторно отшлифуйте поверхность седла клапана.
-
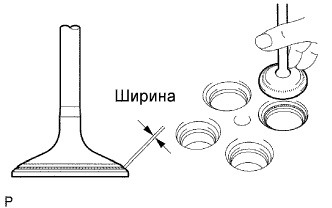
Убедитесь, что седло клапана касается середины рабочей поверхности клапана в пределах зоны, ширина которой указана ниже.
Номинальная ширина 1,2 - 1,6 мм (0,047 - 0,063 дюйма)
-
-
-
ПРОВЕРЬТЕ СЕДЛО ВЫПУСКНОГО КЛАПАНА
-
Твердосплавной фрезой с углом заточки 45° обработайте поверхности седел клапанов. Толщина снимаемого металла должна быть такой, чтобы лишь очистить седла.
-
Проверьте положение притирки клапана.
-
Нанесите тонкий слой берлинской лазури на торец клапана.
-
Слегка вдавите клапан в седло клапана. Не поворачивайте клапан.
-
-
У конуса и гнезда клапана проверьте следующее:
-
Если непрерывный след пасты имеется по всей окружности фаски клапана, тарелка клапана не имеет перекоса. В противном случае замените клапан.
-
Если непрерывный след пасты распределен по всей окружности седла клапана, оси направляющей втулки, тарелки клапана и седла совпадают. В противном случае повторно отшлифуйте поверхность седла клапана.
-
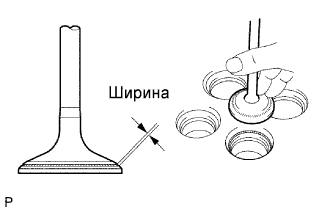
Убедитесь, что седло клапана касается середины рабочей поверхности клапана в пределах зоны, ширина которой указана ниже.
Номинальная ширина 1,6 - 2,0 мм (0,063 - 0,079 дюйма)
-
-
-
ПРОВЕРЬТЕ ТОЛКАТЕЛЬ КЛАПАНА
-
С помощью микрометра измерьте диаметр толкателя.
Номинальный диаметр толкателя 30,966 - 30,976 мм (1,2191 - 1,2195 дюйма) -
С помощью индикатора часового типа для отверстий измерьте диаметр отверстия под толкатель клапана в головке блока цилиндров.
Номинальный внутренний диаметр толкателя клапана 31,000 - 31,021 мм (1,2205 - 1,2213 дюйма) Если диаметр толкателя клапана не соответствует требуемому, проверьте масляный зазор.
-
Рассчитайте масляный зазор, вычтя измеренный диаметр толкателя из измеренного диаметра отверстия под толкатель.
Номинальный масляный зазор 0,024 - 0,055 мм (0,0009 - 0,0022 дюйма) Максимально допустимый масляный зазор 0,095 мм (0,0037 дюйма) Если масляный зазор превышает максимально допустимую величину, замените толкатель клапана. При необходимости замените головку блока цилиндров.
-
-
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
-
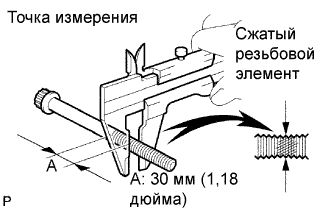
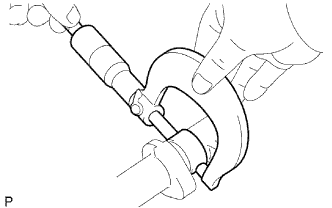
С помощью штангенциркуля измерьте минимальный наружный диаметр сжатого резьбового элемента в точке измерения А.
Номинальный наружный диаметр 11,76 - 11,97 мм (0,463 - 0,471 дюйма) Минимально допустимый наружный диаметр 11,6 мм (0,457 дюйма) Если наружный диаметр меньше минимально допустимого, замените болт.
-
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ
-
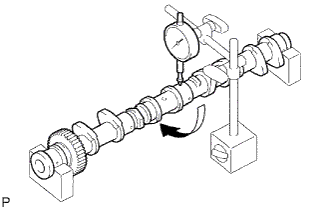
Проверьте радиальное биение.
-
Установите распредвал на V-образные призмы.
-
Измерьте радиальное биение индикатором часового типа.
Максимальное радиальное биение 0,03 мм (0,0012 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
-
Проверьте рабочую высоту кулачков.
-
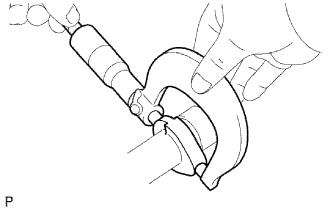
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота кулачка 47,180 - 47,280 мм (1,8575 - 1,8614 дюйма) Минимально допустимая высота рабочей части кулачка 46,760 мм (1,8409 дюйма) Если высота рабочей части кулачка меньше минимально допустимой, замените распредвал.
-
-
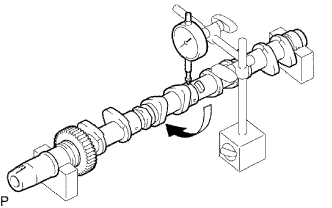
Проверьте диаметр шейки распредвала.
-
С помощью микрометра измерьте диаметр шейки под подшипник распредвала.
Номинальный диаметр шейки 27,969 - 27,985 мм (1,1011 - 1,1018 дюйма) Если диаметр шейки не соответствует указанному, проверьте масляный зазор.
-
-
Проверьте масляный зазор.
-
Очистите крышки подшипников и шейки.
-
Проверьте, нет ли следов растрескивания или зарубок на подшипниках.
Если подшипники повреждены, замените крышки подшипников и головку блока цилиндров в сборе.
-
Установите подшипники в крышки подшипников и головку блока цилиндров.
-
Установите распредвал в головку блока цилиндров.
-
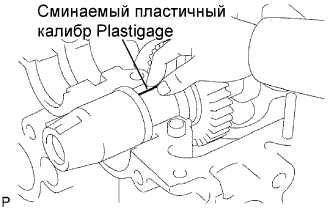
Положите полоски сминаемого пластичного калибра Plastigage на все шейки распредвала.
-
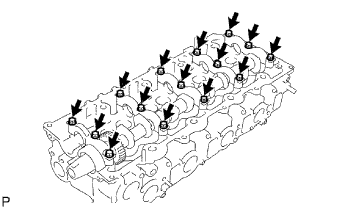
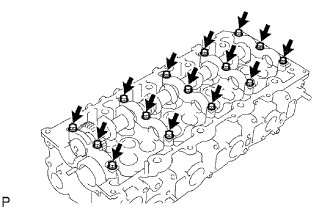
Установите крышки подшипников.
Note
Не поворачивайте распредвал.
-
Снимите крышки подшипников.
-
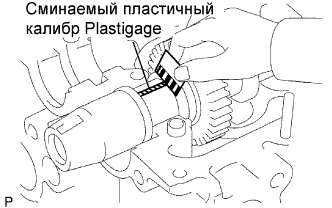
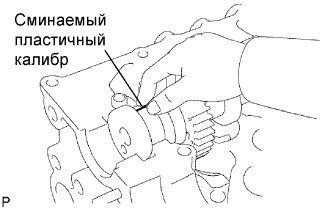
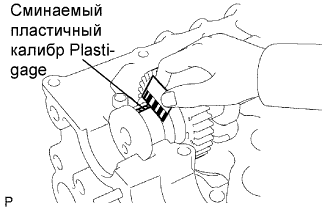
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,025-0,062 мм (0,0010-0,0024 дюйма) Максимальный допустимый масляный зазор 0,10 мм (0,0039 дюйма) Если масляный зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените крышки подшипников и головку блока цилиндров в сборе.
-
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
Снимите распредвал. (см. стр. Click here)
-
-
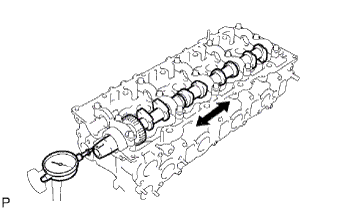
Измерьте осевой зазор.
-
Установите распредвал. (см. стр. Click here)
-
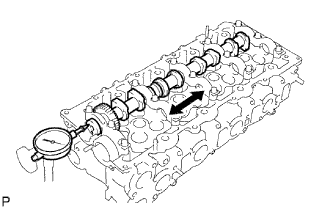
Смещая распредвал вперед и назад, измерьте осевой зазор с помощью индикатора часового типа.
Номинальный осевой зазор 0,035 - 0,185 мм (0,0014 - 0,0073 дюйма) Максимально допустимый осевой зазор 0,25 мм (0,0098 дюйма) Если осевой зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените крышки подшипников и головку блока цилиндров в сборе.
-
-
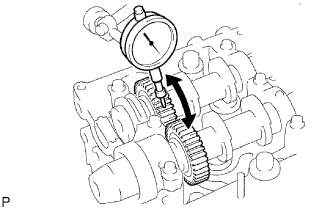
Индикатором часового типа измерьте боковой зазор.
-
Установите 2 распредвала.
-
Индикатором часового типа измерьте боковой зазор.
Номинальный боковой зазор 0,035 - 0,089 мм (0,0014 - 0,0035 дюйма) Максимальный зазор 0,189 мм (0,0074 дюйма) Если зазор превышает максимально допустимый, замените распредвал.
-
Снимите 2 распредвала. (см. стр. Click here)
-
-
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ № 2
-
Проверьте радиальное биение.
-
Установите распредвал на V-образные призмы.
-
Измерьте радиальное биение индикатором часового типа.
Максимальное радиальное биение 0,03 мм (0,0012 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
-
Проверьте рабочую высоту кулачков.
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота кулачка 48,071 - 48,171 мм (1,8925 - 1,8965 дюйма) Максимальная допустимая высота кулачка 47,920 мм (1,8866 дюйма) Если высота выступа кулачка меньше минимально допустимой величины, замените распредвал.
-
-
Проверьте диаметр шейки распредвала.
-
С помощью микрометра измерьте диаметр шейки под подшипник распредвала.
Номинальный диаметр шейки 27,969 - 27,985 мм (1,1011 - 1,1018 дюйма) Если диаметр шейки не соответствует указанному, проверьте масляный зазор.
-
-
Проверьте масляный зазор.
-
Очистите крышки подшипников и шейки.
-
Проверьте, нет ли следов растрескивания или зарубок на подшипниках.
Если подшипники повреждены, замените крышки подшипников и головку блока цилиндров в сборе.
-
Установите подшипники в крышки подшипников и головку блока цилиндров.
-
Установите распредвал в головку блока цилиндров.
-
Положите полоски сминаемого пластичного калибра Plastigage на все шейки распредвала.
-
Установите крышки подшипников.
Note
Не поворачивайте распредвал.
-
Снимите крышки подшипников.
-
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,025-0,062 мм (0,0010-0,0024 дюйма) Максимально допустимый масляный зазор 0,10 мм (0,0039 дюйма) Если масляный зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените крышки подшипников и головку блока цилиндров в сборе.
-
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
Снимите распредвал. (см. стр. Click here)
-
-
Измерьте осевой зазор.
-
Установите распредвал. (см. стр. Click here)
-
Смещая распредвал вперед и назад, индикатором часового типа измерьте осевой зазор.
Номинальный осевой зазор 0,035 - 0,185 мм (0,0014 - 0,0073 дюйма) Максимально допустимый осевой зазор 0,25 мм (0,0098 дюйма) Если осевой зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените крышки подшипников и головку блока цилиндров в сборе.
-
Снимите распредвал. (см. стр. Click here)
-
-