CYLINDER HEAD (w/ DPF) REPLACEMENT

-
REPLACE INTAKE VALVE GUIDE BUSH
-
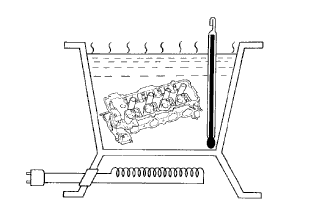
Gradually heat the cylinder head to approximately 80 to 100°C (176 to 212°F).
-
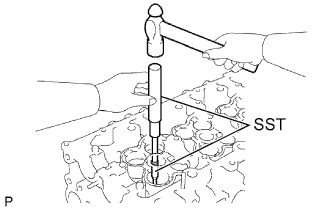
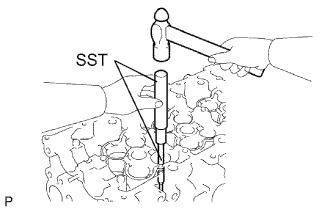
Using SST and a hammer, tap out the valve guide bush.
- SST
- 09201-10000 ( 09201-01060 )
- 09950-70010 ( 09951-07100 )
-
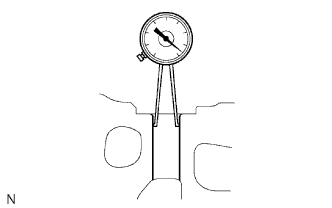
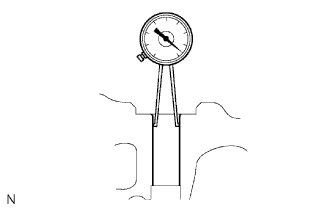
Using a caliper gauge, measure the bush bore diameter of the cylinder head.
Select new guide bush (STD or O/S 0.05) Bush Size Bush Bore Diameter Use STD 10.985 to 11.006 mm
(0.4325 to 0.4333 in.)
Use O/S 0.05 11.035 to 11.056 mm
(0.4344 to 0.4353 in.)
If the bush bore diameter of the cylinder head is greater than 11.006 mm (0.4333 in.), machine the bush bore diameter to between 11.035 to 11.056 mm (0.4344 to 0.4353 in.).
If the bush bore diameter of the cylinder head is greater than 11.056 mm (0.4353 in.), replace the cylinder head.
-
Gradually heat the cylinder head to approximately 80 to 100°C (176 to 212°F).
-
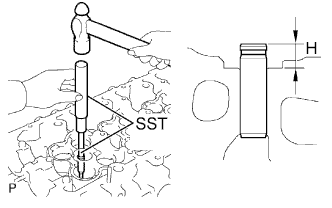
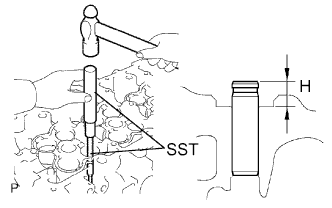
Using SST and a hammer, tap in a new guide bush to the specified protrusion height.
- SST
- 09201-10000 ( 09201-01060 )
- 09950-70010 ( 09951-07100 )
Standard protrusion height (H) 10.3 to 10.7 mm (0.406 to 0.421 in.) -
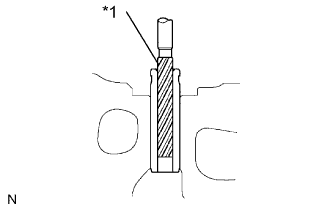
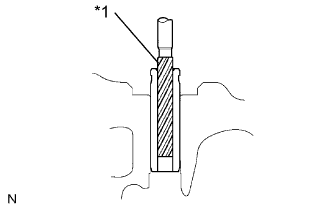
Text in Illustration *1 Sharp 6.0 mm Reamer Using a sharp 6.0 mm reamer, ream the guide bush to obtain the standard specified clearance between the guide bush and valve stem.
-
-
REPLACE EXHAUST VALVE GUIDE BUSH
-
Gradually heat the cylinder head to approximately 80 to 100°C (176 to 212°F).
-
Using SST and a hammer, tap out the valve guide bush.
- SST
- 09201-10000 ( 09201-01060 )
- 09950-70010 ( 09951-07100 )
-
Using a caliper gauge, measure the bush bore diameter of the cylinder head.
Select new guide bush (STD or O/S 0.05) Bush Size Bush Bore Diameter Use STD 10.985 to 11.006 mm
(0.4325 to 0.4333 in.)
Use O/S 0.05 11.035 to 11.056 mm
(0.4344 to 0.4353 in.)
If the bush bore diameter of the cylinder head is greater than 11.006 mm (0.4333 in.), machine the bush bore diameter to between 11.035 to 11.056 mm (0.4344 to 0.4353 in.).
If the bush bore diameter of the cylinder head is greater than 11.056 mm (0.4353 in.), replace the cylinder head.
-
Gradually heat the cylinder head to approximately 80 to 100°C (176 to 212°F).
-
Using SST and a hammer, tap in a new guide bush to the specified protrusion height.
- SST
- 09201-10000 ( 09201-01060 )
- 09950-70010 ( 09951-07100 )
Standard protrusion height (H) 10.3 to 10.7 mm (0.406 to 0.421 in.) -
Text in Illustration *1 Sharp 6.0 mm Reamer Using a sharp 6.0 mm reamer, ream the guide bush to obtain the standard specified clearance between the guide bush and valve stem.
-