CYLINDER BLOCK REASSEMBLY

-
INSTALL CAMSHAFT BEARING
-
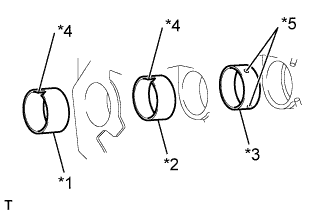
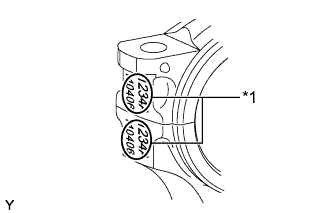
Text in Illustration *1 No. 1 Camshaft Bearing *2 No. 2 Camshaft Bearing *3 No. 3 Camshaft Bearing *4 Notch *5 Oil Hole Position the notches of the No. 1 camshaft bearing and No. 2 camshaft bearing and the oil holes of the No. 3 camshaft bearing in the correct direction.
-
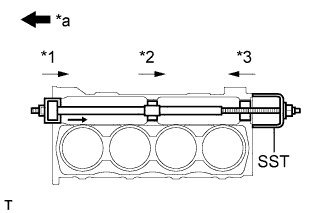
Text in Illustration *1 No. 1 Journal *2 No. 2 Journal *3 No. 3 Journal *a Front Using SST, install new camshaft bearings in the directions indicated by the arrows in the illustration.
- SST
- 09215-00013 ( 09215-00021, 09215-00461 )
- 09215-00101 ( 09215-00130, 09215-00141, 09215-00150, 09215-00161 )
Journal Bearing Diameter Item Inside Diameter Outside Diameter No. 1 Journal 57.0 mm (2.2441 in.) 60.0 mm (2.3622 in.) No. 2 Journal 56.8 mm (2.2362 in.) 59.8 mm (2.3543 in.) No. 3 Journal 56.6 mm (2.2283 in.) 59.6 mm (2.3465 in.) Note
Install the No. 2 camshaft bearing, No. 1 camshaft bearing and No. 3 camshaft bearing, in that order.
-
-
INSTALL CONNECTING ROD SMALL END BUSH
-
Uniformly chamfer one edge of the bush hole at the small end of the connecting rod sub-assembly.
Tech Tips
-
Incorrect chamfering can cause the bush to become out-of-round, which may result in jamming during insertion.
-
Remove dust from the inner surface of the connecting rod hole.
-
-
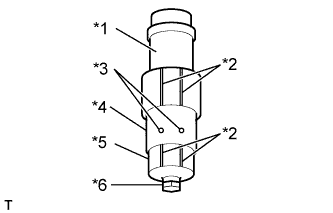
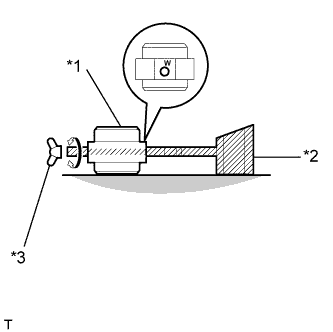
Text in Illustration *1 SST (Spindle) *2 Groove *3 Oil Hole *4 Bush *5 SST (Guide) *6 SST (Bolt) Mount a new bush on SST.
- SST
- S0940-21470
- S0948-11140
- S9191-08252
- Torque:
- 6.0 N*m { 61 kgf*cm, 53 in.*lbf }
Tech Tips
Align the oil holes in the bush with both grooves of SST, and make sure that the oil holes will be aligned with the oil path in the connecting rod sub-assembly that leads to the big end bore of the connecting rod sub-assembly.
-
Apply fresh engine oil to the bush and SST (Guide).
-
Prepare SST.
-
Text in Illustration *1 SST (Guide) *2 SST (Press Sub-assembly) *3 SST (Wing Nut) Install SST (press sub-assembly) to SST (guide) by inserting the pin of SST (press sub-assembly) into SST (guide), and then secure them together by installing SST (wing nut).
- SST
- S0940-21450
- S0948-11130
- S9233-10360
Tech Tips
Orient SST (guide) so that the letter W, which is stamped on SST (guide), is above the pin.
-
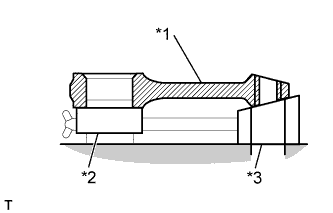
Text in Illustration *1 Connecting Rod Sub-assembly *2 SST (Guide) *3 SST (Press Sub-assembly) Set SST (Guide) and SST (Press Sub-assembly) on a level surface.
-
-
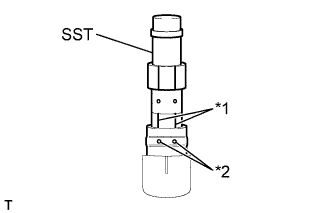
Text in Illustration *1 Groove *2 Oil Hole Install the bush to the connecting rod sub-assembly. Position SST and the bush so that the oil holes align with the oil path which passes through the connecting rod sub-assembly.
Tech Tips
Before installing the bush, fully coat the bore of the connecting rod sub-assembly with fresh engine oil.
-
Inspect the bush position after installation.
-
Make sure that the oil hole of the bush and the oil path of the connecting rod sub-assembly are properly aligned.
Tech Tips
Misalignment can lead to insufficient lubrication, which may result in piston seizure.
-
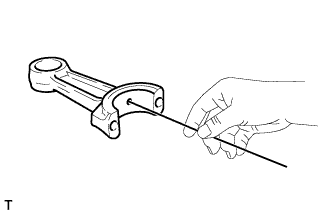
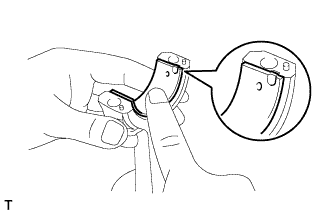
With a new piston pin inserted in the piston, make sure that the pin can be rotated by hand and is not loose
-
-
-
INSTALL PISTON PIN HOLE SNAP RING
-
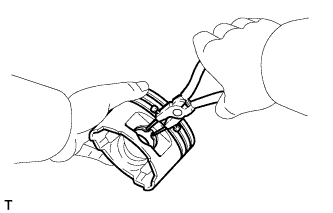
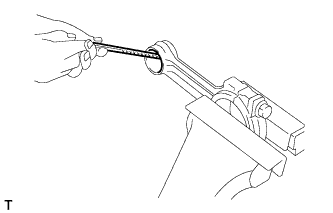
Using snap ring pliers, install a new snap ring to one side of the piston pin hole.
-
-
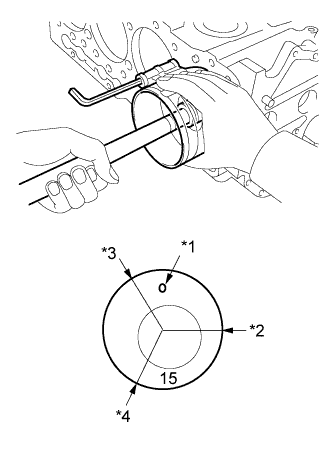
INSTALL PISTON
Tech Tips
Before installing the piston to the connecting rod sub-assembly, check whether the piston is specified for this engine.
The check should be performed by using the engine compatible identification code on the top of the piston.
Engine compatible identification code 15
-
Assemble the piston and connecting rod sub-assembly.
-
Gradually heat the piston to approximately 50°C (122°F).
CAUTION:
Never touch the piston with your hand while it is hot.
-
Coat the piston pin with engine oil.
-
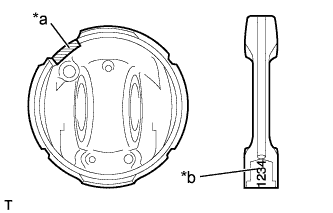
Text in Illustration *a Notch *b Matchmark Install the piston to the connecting rod sub-assembly with the notch of the piston facing in the same direction as the matchmark of the connecting rod. Then, insert the piston pin.
-

Check that the piston and piston pin fit securely.
Tech Tips
Try to move the piston back and forth.
-
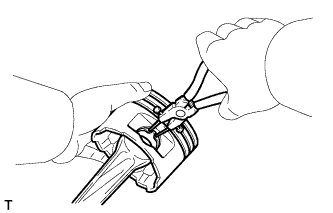
Using snap ring pliers, install a new snap ring to the other side of the piston pin hole.
-
-
-
INSTALL PISTON RING SET
-
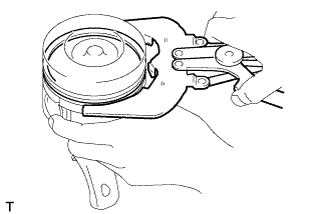
Orient the piston rings so that the identification marks are facing up. Then, using a piston ring expander, install the oil ring, 2nd ring and 1st ring, in that order.
Tech Tips
-
Never change the combination of the coil and oil ring.
-
Connect the joint of the coil expander for the oil ring and install it inside the oil ring. Position the expander joint 180° from the gap of the ring.
-
-
-
INSTALL NO. 1 OIL NOZZLE SUB-ASSEMBLY
-
Install the No. 1 oil nozzle sub-assembly with the oil nozzle union bolt.
- Torque:
- 29 N*m { 290 kgf*cm, 21 ft.*lbf }
Note
-
If the No. 1 nozzle sub-assembly has been dropped or subjected to an impact, replace the No. 1 nozzle sub-assembly.
-
Replace any deformed No. 1 nozzle sub-assembly.
-
-
INSTALL REAR CYLINDER BLOCK COVER
-
Install a new O-ring and the rear cylinder block cover with the 2 bolts.
- Torque:
- 29 N*m { 290 kgf*cm, 21 ft.*lbf }
-
-
INSTALL CRANKSHAFT BEARING SET
-
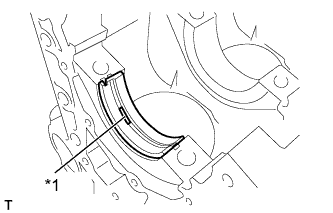
Text in Illustration *1 Oil Hole Align the oil groove of the crankshaft bearing with the oil hole of the cylinder block, and push in the 5 upper crankshaft bearings.
Note
Keep the back side of the crankshaft bearing and the crankshaft bearing surface free of foreign matter.
-
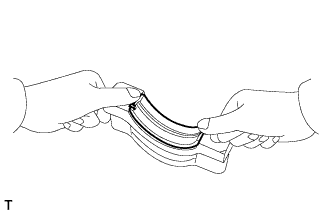
Align the crankshaft bearing with the crankshaft bearing cap, and push in the 5 lower crankshaft bearings.
Note
Keep the back side of the crankshaft bearing and the crankshaft bearing surface free of foreign matter.
-
-
INSTALL CRANKSHAFT
-
Install the crankshaft.
-
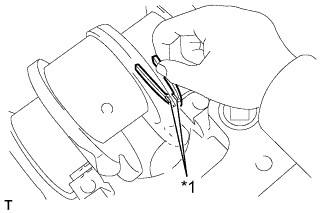
Text in Illustration *1 Groove Insert the crankshaft thrust washers into the clearance between the cylinder block and crankshaft with the oil groove facing outward.
-
Install the crankshaft bearing caps to the cylinder block.
Note
Be sure to install the removed crankshaft thrust washers to their original positions.
-
Apply a light coat of engine oil to the threads and under the crankshaft bearing cap bolt.
-
Step 1:
-
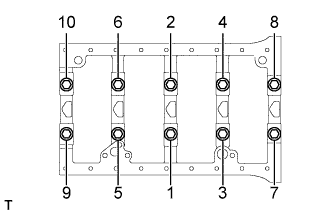
Temporarily install the bolts and tighten them in several steps in the sequence shown in the illustration.
-
Tighten the bolts to the specified torque.
- Torque:
- 60 N*m { 610 kgf*cm, 44 ft.*lbf }
-
-
Step 2:
-
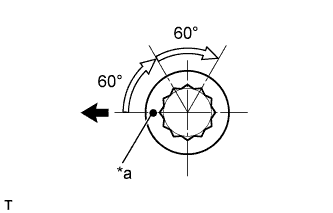
Text in Illustration *a Paint Mark 
Front Mark the front of the bearing cap bolts with paint.
-
Tighten the bolts 60°.
-
-
Step 3:
-
Check that each paint mark is now at a 120° angle to the front.
-
-
-
INSTALL CYLINDER LINER
-
Apply engine oil to the cylinder block inside bore.
Tech Tips
-
When inserting the cylinder liner into the cylinder block, the clearance can be adjusted to 3 levels.
-
The upper surface and side surface of the cylinder block are stamped A, B or C. When using a new cylinder liner, insert a matching cylinder liner which has the same symbol.
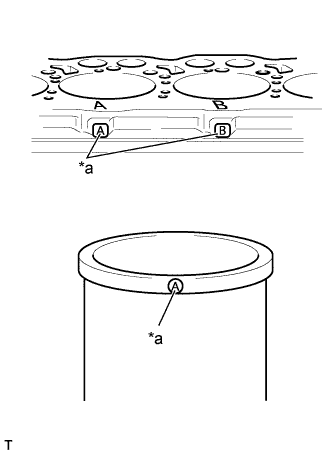
Text in Illustration *a Position of Mark A, B or C -
-
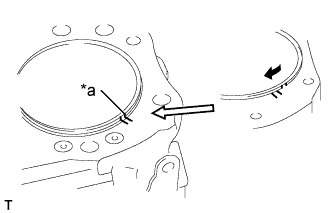
Text in Illustration *a Mark Align the marks of the cylinder liner and cylinder block.
Tech Tips
When reusing the cylinder liner, install it according to the marks made during the removal. Misalignment with the cylinder block may concentrate stress on the thin part of the cylinder liner and the cylinder liner may break.
-
Install the cylinder liner.
Note
Make sure to install the cylinder liner to its original location.
-
-
INSPECT PROTRUSION OF CYLINDER LINER
-
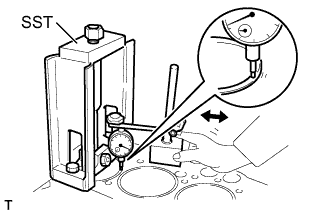
Install SST to the cylinder block.
- SST
- S0942-01460
-
Tighten the center bolt to the specified torque below to set SST in the proper installation position.
- Torque:
- 9.8 N*m { 100 kgf*cm, 87 in.*lbf }
-
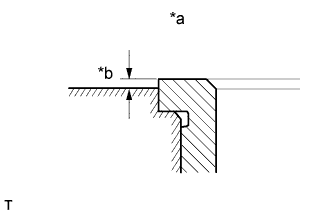
Text in Illustration *a Pressure: 4903 N (500 kgf, 1102.5 lbf) *b Protrusion Using a dial indicator, measure the protrusion of the cylinder liner.
Standard protrusion 0.01 to 0.08 mm (0.000394 to 0.00315 in.) Maximum protrusion 0.08 mm (0.00315 in.) If the protrusion is more than the maximum, replace the cylinder liner.
-
-
INSTALL CONNECTING ROD BEARING SET
Note
-
When reusing the connecting rod bearing, make sure to reinstall the removed connecting rod bearing in the same way it was originally installed.
-
Install the connecting rod bearing with the oil hole to the connecting rod and install the connecting rod bearing without the oil hole to the connecting rod bearing cap.
-
Match the connecting rod bearing protrusion with the notch on the connecting rod or connecting rod bearing cap.
-
Keep the back side of the connecting rod bearing and the connecting rod bearing surface of the connecting rod bearing cap free of foreign matter.
-
-
INSTALL PISTON SUB-ASSEMBLY WITH CONNECTING ROD
-
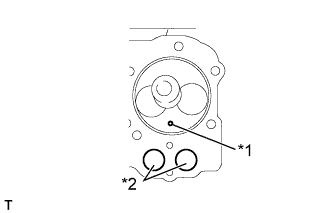
Text in Illustration *1 Mark *2 Top Ring *3 2nd Ring *4 Oil Ring Using a piston ring compressor and a hammer handle, insert the piston sub-assembly with connecting rod into the cylinder block.
Note
-
Position the piston ring end gaps an even distance apart from each other as shown in the illustration. Do not align the ring end gaps.
-
Before installation, apply engine oil to the piston pin, piston ring, cylinder liner and connecting rod bearing.
-
Do not damage the inside of the liner.
-
Text in Illustration *1 Mark *2 Tappet Chamber Make sure that the mark on the piston is facing the tappet chamber.
-
-
Text in Illustration *1 Aliment Mark Install the connecting rod bearing cap to the connecting rod with the aliment mark facing in the correct direction.
-
Step 1:
-
Install and uniformly tighten the connecting rod cap bolts to the specified torque in several steps.
- Torque:
- 30 N*m { 300 kgf*cm, 22 ft.*lbf }
-
-
Step 2:
-
Mark the front side of each connecting rod cap bolt with paint.
-
Tighten the connecting rod cap bolts 60°.
-
-
Step 3:
-
Tighten the connecting rod cap bolts an additional 60°.
-
Check that the paint marks are now at a 120° angle to the front.
-
-