CYLINDER HEAD REPLACEMENT

-
REPLACE INTAKE VALVE SEAT
-
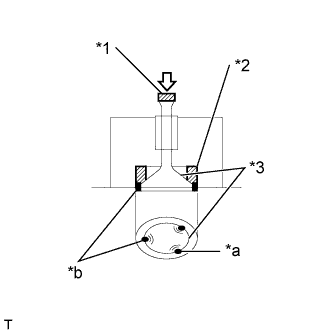
Text in Illustration *1 Brass Block *2 Intake Valve Seat *3 Intake Valve *a Grind These Points with a Grinder *b Weld Application Point As shown in the illustration, grind the 3 points on the circumference of an unneeded intake valve and weld it to the intake valve seat.
Note
To protect the lower surface of the cylinder head sub-assembly from welding spatter, be sure to apply grease to the cylinder head sub-assembly before welding.
-
Place a brass block on the top of the intake valve stem and strike it with a hammer to remove the intake valve seat.
CAUTION:
When striking the brass block, metal shards may fly off on impact. Wear safety glasses to protect your eyes.
-
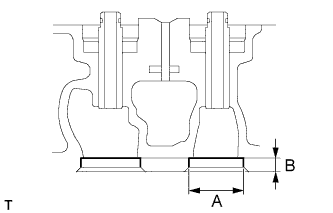
Using a caliper gauge and vernier caliper, measure the dimensions of the valve seat installation holes.
Standard Intake Valve Seat Dimensions Item Specified Condition A 36.000 to 36.015 mm (1.4173 to 1.4179 in.) B 8.4 to 8.6 mm (0.3307 to 0.3386 in.) If the result is not as specified, replace the cylinder head sub-assembly.
-
Heat the cylinder head sub-assembly up to 80 to 100°C (176 to 212°F).
-
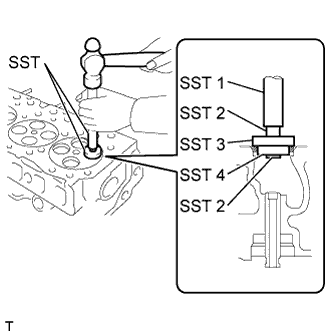
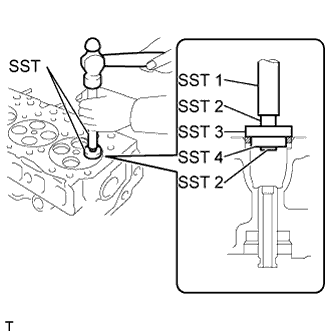
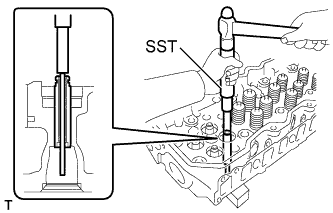
Using SST and a hammer, lightly tap new intake valve seats into the cylinder head sub-assembly.
- SST
- 09950-60010 ( 09951-00300, 09951-00360, 09952-06010 )
- 09950-70010 ( 09951-07100 )
SST 1 09951-07100 SST 2 09952-06010 SST 3 09951-00360 SST 4 09951-00300 -
Using SST and a hammer, completely tap in the intake valve seats.
- SST
- 09950-60010 ( 09951-00300, 09951-00360, 09952-06010 )
- 09950-70010 ( 09951-07100 )
-
-
REPLACE EXHAUST VALVE SEAT
-

Text in Illustration *1 Brass Block *2 Exhaust Valve Seat *3 Exhaust Valve *a Grind These Points with a Grinder *b Weld Application Point As shown in the illustration, grind the 3 points on the circumference of an unneeded exhaust valve and weld it to the exhaust valve seat.
Note
To protect the lower surface of the cylinder head sub-assembly from welding spatter, be sure to apply grease to the cylinder head sub-assembly before welding.
-
Place a brass block on the top of the exhaust valve stem and strike it with a hammer to remove the exhaust valve seat.
CAUTION:
When striking the brass block, metal shards may fly off on impact. Wear safety glasses to protect your eyes.
-
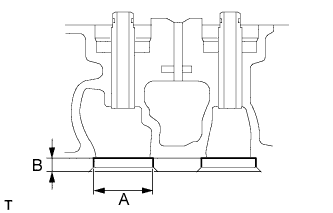
Using a caliper gauge and vernier caliper, measure the dimensions of the valve seat installation holes.
Standard Exhaust Valve Seat Dimensions Item Specified Condition A 32.000 to 32.016 mm (1.2598 to 1.2605 in.) B 7.6 to 7.8 mm (0.2992 to 0.3071 in.) If the result is not as specified, replace the cylinder head sub-assembly.
-
Heat the cylinder head sub-assembly up to 80 to 100°C (176 to 212°F).
-
Using SST and a hammer, lightly tap new exhaust valve seats into the cylinder head sub-assembly.
- SST
- 09950-60010 ( 09951-00250, 09951-00320, 09952-06010 )
- 09950-70010 ( 09951-07100 )
SST 1 09951-07100 SST 2 09952-06010 SST 3 09951-00320 SST 4 09951-00250 -
Using SST and a hammer, completely tap in the exhaust valve seats.
- SST
- 09950-60010 ( 09951-00250, 09951-00320, 09952-06010 )
- 09950-70010 ( 09951-07100 )
-
-
REPLACE INTAKE VALVE GUIDE BUSH
-
Heat the cylinder head sub-assembly up to 80 to 100°C (176 to 212°F).
-
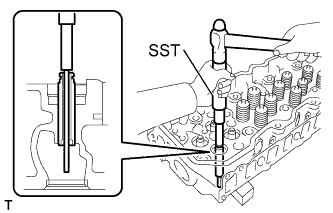
Using SST and a hammer, tap out the intake valve guide bush.
- SST
- 09201-10000 ( 09201-01070 )
- 09950-70010 ( 09951-07100 )
-
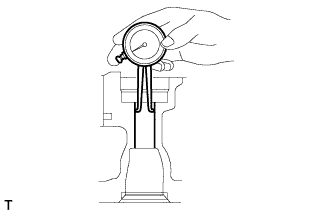
Using a caliper gauge, measure the inside diameter of the guide bush.
Standard bush inside diameter 13.000 to 13.018 mm (0.5118 to 0.5125 in.) Tech Tips
If the bush bore diameter of the cylinder head sub-assembly is more than 13.02 mm (0.5126 in.), replace the cylinder head sub-assembly.
-
Heat the cylinder head sub-assembly up to 80 to 100°C (176 to 212°F).
-
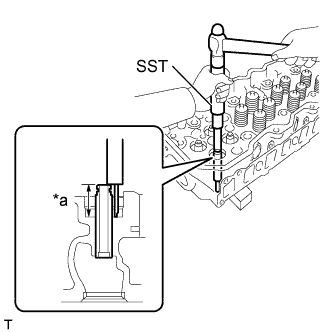
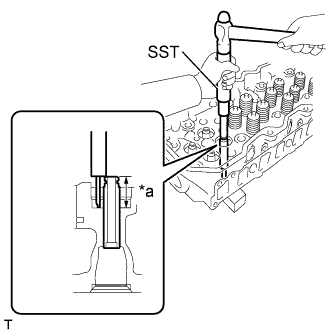
Text in Illustration *a Protrusion height Using SST, tap in a new intake valve guide bush to the specified protrusion height.
- SST
- 09201-10000 ( 09201-01070 )
- 09950-70010 ( 09951-07100 )
Standard protrusion height 26.4 to 26.8 mm (1.039 to 1.055 in.) Note
Do not tap in the intake valve guide bush excessively.
-
Using a reamer, ream the inside of the intake valve guide bush to the specified oil clearance between the valve guide bush and valve stem.
Standard oil clearance 0.028 to 0.058 mm (0.00110 to 0.00228 in.) Maximum oil clearance 0.12 mm (0.00472 in.)
-
-
REPLACE EXHAUST VALVE GUIDE BUSH
-
Heat the cylinder head sub-assembly up to 80 to 100°C (176 to 212°F).
-
Using SST and a hammer, tap out the exhaust valve guide bush.
- SST
- 09201-10000 ( 09201-01070 )
- 09950-70010 ( 09951-07100 )
-
Using a caliper gauge, measure the inside diameter of the guide bush.
Standard bush inside diameter 13.000 to 13.018 mm (0.5118 to 0.5125 in.) Tech Tips
If the bush bore diameter of the cylinder head sub-assembly is more than 13.02 mm (0.5126 in.), replace the cylinder head sub-assembly.
-
Heat the cylinder head sub-assembly up to 80 to 100°C (176 to 212°F).
-
Text in Illustration *a Protrusion Height Using SST, tap in a new exhaust valve guide bush to the specified protrusion height.
- SST
- 09201-10000 ( 09201-01070 )
- 09950-70010 ( 09951-07100 )
Standard protrusion height 26.4 to 26.8 mm (1.039 to 1.055 in.) Note
Do not tap in the exhaust valve guide bush excessively.
-
Using a reamer, ream the inside of the exhaust valve guide bush to the specified oil clearance between the valve guide bush and valve stem.
Standard oil clearance 0.053 to 0.083 mm (0.00209 to 0.00327 in.) Maximum oil clearance 0.15 mm (0.00591 in.)
-
-
REPLACE INJECTION NOZZLE SEAT
-
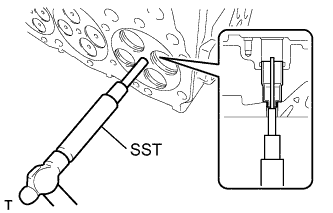
Using SST, remove the injection nozzle seat.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
-
Remove the O-ring from the cylinder head sub-assembly.
-
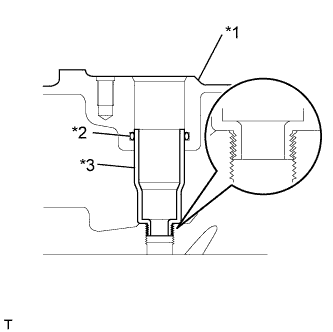
Text in Illustration *1 Cylinder Head Sub-assembly *2 O-ring *3 Injection Nozzle Seat Apply a light coat of engine oil to new O-rings, and install them to the cylinder head sub-assembly.
Note
Be sure to install new O-rings. Reusing O-rings may cause water or gas leakage and lead to overheating or a cracked cylinder head sub-assembly.
-
Text in Illustration *1 Seal Packing Apply seal packing to new injection nozzle seats shown in the illustration.
Seal packing Toyota Genuine Seal Packing Black, Three Bond 1207B or equivalent Note
-
Remove any oil from the installation surfaces of the cylinder head sub-assembly and injection nozzle seats.
-
Be sure to install new injection nozzle seats. Reusing nozzle seats may cause water or gas leakage and lead to overheating or a cracked cylinder head sub-assembly.
-
-
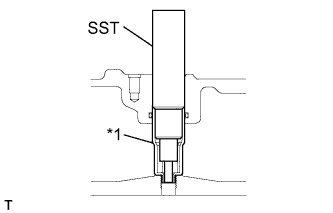
Text in Illustration *1 Injection Nozzle Seat Using SST, install the injection nozzle seat onto the cylinder head sub-assembly.
- SST
- 09260-69015
- 09268-06020
-

Text in Illustration *1 Injection Nozzle Seat Using SST, stake the injection nozzle seat.
- SST
- 09260-69015
- 09268-06010
Note
Put a container under the cylinder head sub-assembly to prevent the steel ball from being lost.
-
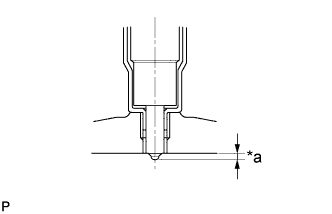
Text in Illustration *a Protrusion Install the injector assemblies onto the cylinder head sub-assembly. Using a vernier caliper, measure the protrusion of the injector assemblies from the lower surface of the cylinder head sub-assembly.
Standard protrusion 2.4 to 2.8 mm (0.0945 to 0.110 in.)
-