CYLINDER BLOCK INSPECTION

PROCEDURE
-
INSPECT CONNECTING ROD THRUST CLEARANCE
-
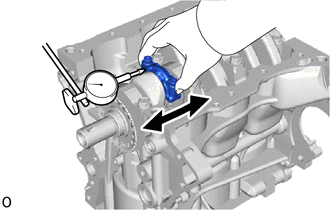
Using a dial indicator, measure the thrust clearance while moving the connecting rod bearing cap back and forth.
Standard thrust clearance 0.10 to 0.30 mm (0.00394 to 0.0118 in.) Maximum thrust clearance 0.36 mm (0.0142 in.) If the thrust clearance is greater than the maximum, replace the connecting rod sub-assembly. If necessary, replace the crankshaft.
-
-
INSPECT CONNECTING ROD OIL CLEARANCE
-
Remove the connecting rod bearing cap and connecting rod bearing from the connecting rod Click here.
-
Clean the crank pin and connecting rod bearing.
-
Check the crank pin and connecting rod bearing for pitting and scratches.
-
Text in Illustration *a Plastigage Lay a strip of Plastigage across the crank pin.
-
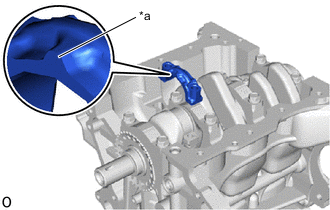
Text in Illustration *a Front Mark Check that the front mark of the connecting rod bearing cap is facing forward and install the connecting rod bearing cap to the connecting rod.
-
Apply a light coat of engine oil to the threads and under the heads of the connecting rod bolts.
-
Install the connecting rod bolts.
Note
The connecting rod bolts should be tightened in 2 progressive steps.
-
Step 1:
-
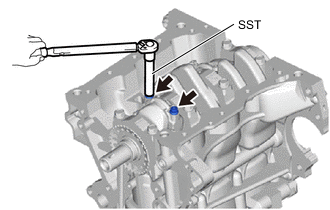
Using SST, install and alternately tighten the connecting rod bolts in several steps.
- SST
- 09205-16011
- Torque:
- 15 N*m { 153 kgf*cm, 11 ft.*lbf }
Note
Do not turn the crankshaft.
-
-
Step 2:
-
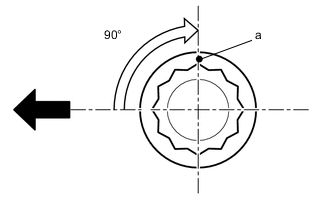
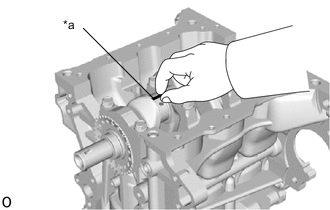
Text in Illustration *a Paint Mark 
Engine Front Mark the front of the connecting rod bolts with paint.
-
Further tighten the connecting rod bolts by 90° as shown in the illustration.
Note
Do not turn the crankshaft.
-
-
Text in Illustration *a Plastigage *b Mark Measure the Plastigage at its widest point.
Standard oil clearance 0.025 to 0.065 mm (0.000984 to 0.00255 in.) Maximum oil clearance 0.068 mm (0.00268 in.) Note
Completely remove the Plastigage after the measurement.
If the oil clearance is not as specified, replace the connecting rod bearings. If necessary, inspect the crankshaft.
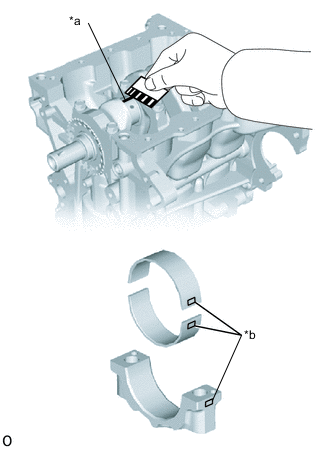
Tech Tips
If replacing a connecting rod bearing, replace it with one that has the same number as its respective connecting rod bearing cap. Each connecting rod bearing standard thickness is indicated by a 1, 2, or 3 mark on its surface.
Standard Connecting Rod Large End Bore Diameter: Mark Specified Condition 1 43.000 to 43.008 mm (1.69291 to 1.69323 in.) 2 43.009 to 43.016 mm (1.69326 to 1.69354 in.) 3 43.017 to 43.024 mm (1.69358 to 1.69385 in.) Standard Connecting Rod Bearing Thickness: Mark Specified Condition 1 1.492 to 1.495 mm (0.05874 to 0.05886 in.) 2 1.496 to 1.498 mm (0.05890 to 0.05898 in.) 3 1.499 to 1.501 mm (0.05902 to 0.05909 in.) Standard Crankshaft Pin Diameter: Mark Specified Condition 1, 2, 3 39.992 to 40.000 mm (1.57449 to 1.57480 in.) -
Perform the inspection for each cylinder.
-
-
INSPECT CRANKSHAFT THRUST CLEARANCE
-
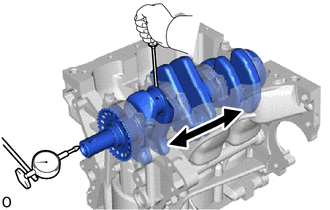
Using a dial indicator, measure the crankshaft thrust clearance while prying the crankshaft back and forth with a screwdriver.
Standard thrust clearance 0.02 to 0.22 mm (0.000787 to 0.00866 in.) Maximum thrust clearance 0.30 mm (0.0118 in.) Tech Tips
The crankshaft thrust washer upper thickness is 1.94 to 1.99 mm (0.0764 to 0.0783 in.).
If the crankshaft thrust clearance is more than the maximum, replace the crankshaft thrust washer uppers as a set. If necessary, replace the crankshaft.
-
-
INSPECT NO. 1 OIL NOZZLE SUB-ASSEMBLY
-
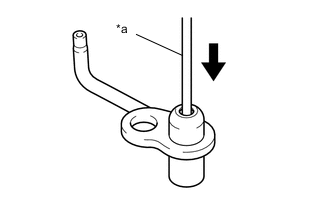
Text in Illustration *a Pin Push the check valve with a pin to check if it is stuck.
If stuck, replace the No. 1 oil nozzle subassembly.
-
Push the check valve with a pin to check if it moves smoothly.
If it does not move smoothly, clean or replace the No. 1 oil nozzle sub-assembly.
-
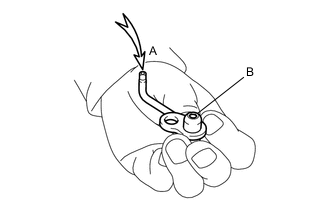
Apply air into (A). Check that air does not leak through (B).
If air leaks, clean or replace the No. 1 oil nozzle sub-assembly.
-
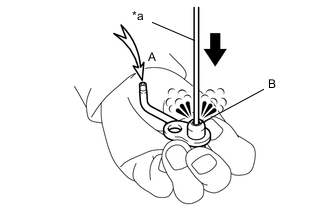
Text in Illustration *a Pin Push the check valve with a pin while applying air into (A). Check that air passes through (B).
If air does not pass through (B), clean or replace the No. 1 oil nozzle sub-assembly.
-
-
INSPECT CYLINDER BLOCK SUB-ASSEMBLY FOR WARPAGE
-
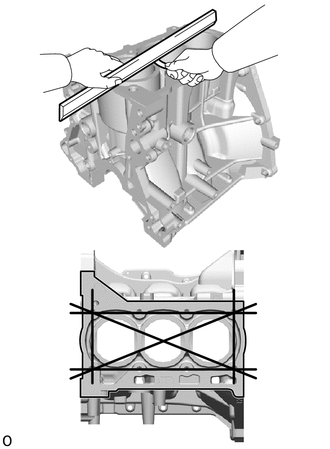
Using a precision straightedge and feeler gauge, check the surface which contacts the cylinder head gasket for warpage.
Maximum warpage 0.05 mm (0.00197 in.) If the warpage is greater than the maximum, replace the cylinder block sub-assembly.
-
-
INSPECT CYLINDER BORE
-
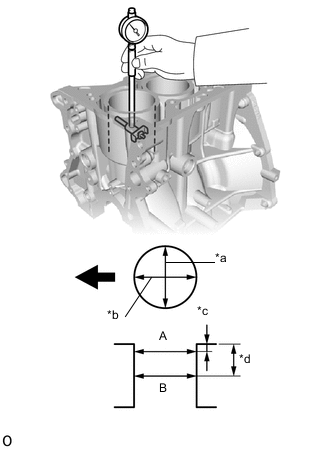
Text in Illustration *a Thrust Direction *b Axial Direction *c 15 mm (0.591 in.) *d 55 mm (2.17 in.) Front Using a cylinder gauge, measure the cylinder bore diameter at the positions (A) and (B) in both the thrust and axial directions.
Reference diameter (new parts) 71.000 to 71.013 mm (2.79527 to 2.79578 in.) Maximum diameter 71.133 mm (2.80051 in.) Measurement Position Measurement Position Cylinder Bore Position (A) 15 mm (0.591 in.) (B) 55 mm (2.17 in.) If the average diameter of the 4 positions is more than the maximum, replace the cylinder block sub-assembly.
-
-
INSPECT PISTON
-
Using a gasket scraper, scrape off any carbon on the piston top.
-
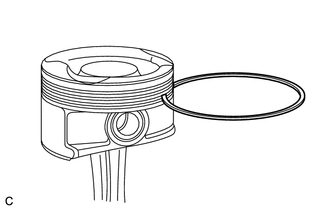
Using a groove cleaning tool or broken piston ring, clean the piston ring grooves.
CAUTION:
Wear protective goggles.
Note
Do not damage the piston.
-
Using a brush and solvent, thoroughly clean the piston.
Note
Do not use a wire brush.
-
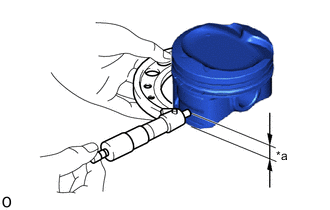
Text in Illustration *a 11.9 mm (0.469 in.) Using a micrometer, measure the piston diameter at a position 11.9 mm (0.469 in.) from the bottom of the piston (refer to the illustration).
Reference piston diameter (new parts) 70.943 to 70.953 mm (2.7930 to 2.7934 in.) If the diameter is not as specified, replace the piston and piston pin.
-
-
INSPECT PISTON OIL CLEARANCE
-
Subtract the piston diameter measurement from the cylinder bore diameter measurement.
Reference oil clearance (new parts) 0.047 to 0.070 mm (0.00185 to 0.00276 in.) Maximum oil clearance 0.100 mm (0.00394 in.) Tech Tips
-
The oil clearance between the piston and cylinder block sub-assembly can be calculated by subtracting the piston outer diameter in the thrust direction from the cylinder bore diameter.
-
Perform the measurement at the point with the most wear because there is joggling wear on the upper end of the piston ring sliding area.
If the piston oil clearance is more than the maximum, replace all the pistons and piston pins. If necessary, replace the cylinder block sub-assembly.
-
-
-
REMOVE PISTON RING GROOVE CLEARANCE
-
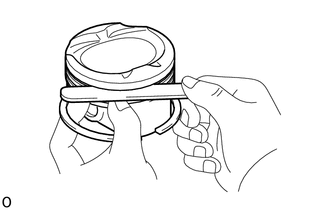
Using a feeler gauge, measure the clearance between a new piston ring and the wall of the ring groove.
Standard Ring Groove Clearance Item Specification No. 1 Compression Ring 0.02 to 0.07 mm (0.000787 to 0.00276 in.) No. 2 Compression Ring 0.02 to 0.06 mm (0.000787 to 0.00236 in.) Oil Ring 0.07 to 0.15 mm (0.00276 to 0.00591 in.) If the groove clearance is not as specified, replace the piston and piston pin.
-
-
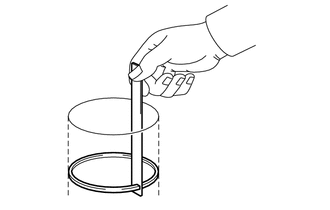
INSPECT PISTON RING END GAP
-
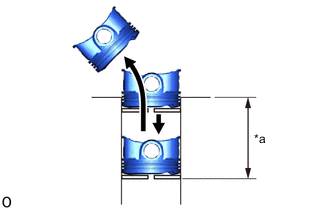
Text in Illustration *a 55 mm (2.17 in.) Using a piston, push the piston ring a little beyond the bottom of the ring travel, 55 mm (2.17 in.) from the top of the cylinder block sub-assembly.
-
Using a feeler gauge, measure the end gap.
Standard End Gap Item Specification No. 1 Compression Ring 0.15 to 0.20 mm (0.00591 to 0.00787 in.) No. 2 Compression Ring 0.40 to 0.50 mm (0.0157 to 0.0197 in.) Oil Ring 0.10 to 0.40 mm (0.00394 to 0.0157 in.) Maximum End Gap Item Specification No. 1 Compression Ring 0.40 mm (0.0157 in.) No. 2 Compression Ring 0.70 mm (0.0276 in.) Oil Ring 0.69 mm (0.0272 in.) If the end gap is more than the maximum, replace the piston ring set. If the end gap is more than the maximum even with a new piston ring set, replace the cylinder block sub-assembly.
-
-
INSPECT CONNECTING ROD SUB-ASSEMBLY
-
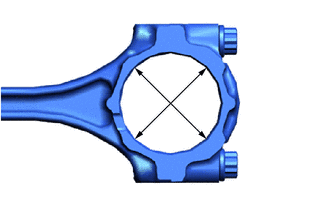
Using a cylinder gauge, measure the connecting rod sub-assembly big end diameter as shown in the illustration.
Standard Diameter Mark Specification 1 43.000 to 43.008 mm (1.69291 to 1.69323 in.) 2 43.009 to 43.016 mm (1.69326 to 1.69354 in.) 3 43.017 to 43.024 mm (1.69358 to 1.69386 in.) If the diameter is not as specified, replace the connecting rod sub-assembly.
-
-
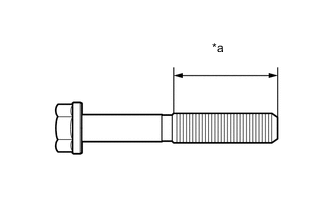
INSPECT CONNECTING ROD BOLT
-
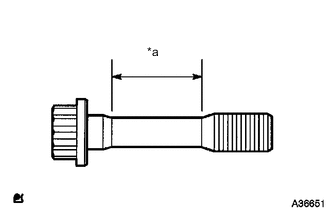
Text in Illustration *a Measurement Area Using a vernier caliper, measure the diameter of the connecting rod bolt at several points within the area shown in the illustration.
Standard diameter 6.6 to 6.7 mm (0.260 to 0.264 in.) Minimum diameter 6.4 mm (0.252 in.) Tech Tips
Diameter measurements should be done at several points.
If the diameter is less than the minimum, replace the connecting rod bolt with a new one. Failure to do so may lead to engine damage. If there is any thread deformation, replace the connecting rod bolt with a new one.
-
-
INSPECT CRANKSHAFT
-
Inspect the runout.
-
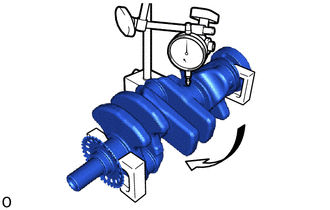
Using a dial indicator and V-blocks, measure the runout as shown in the illustration.
Maximum runout 0.04 mm (0.00157 in.) If the runout is greater than the maximum, replace the crankshaft.
-
-
Inspect the crankshaft journals.
-
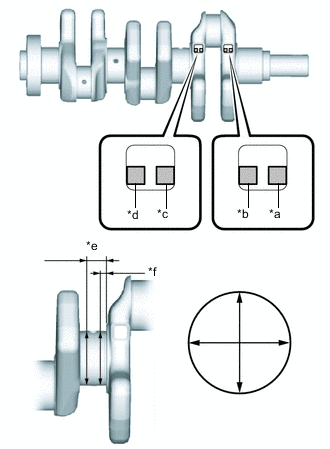
Text in Illustration *a No. 1 *b No. 2 *c No. 3 *d No. 4 *e 10.4 mm (0.409 in.) *f 5.5 mm (0.217 in.) Using a micrometer, measure the diameter of each crankshaft journal.
Standard diameter 43.988 to 44.000 mm (1.7318 to 1.7323 in.) Standard Diameter (Reference) Mark Specification Condition 1 43.995 to 44.000 mm (1.73208 to 1.73228 in.) 2 43.988 to 43.994 mm (1.73180 to 1.73204 in.) If the diameter is not as specified, check the crankshaft oil clearance.
-
Check each crankshaft journal for taper and out-of-round.
Maximum taper and out-of-round 0.003 mm (0.000118 in.) If the taper or out-of-round is greater than the maximum, replace the crankshaft.
-
-
Inspect the crank pins.
-
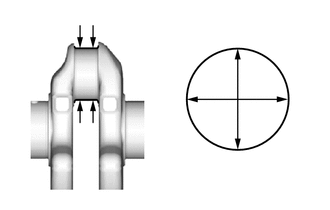
Using a micrometer, measure the diameter of each crank pin.
Standard diameter 39.992 to 40.000 mm (1.5745 to 1.5748 in.) If the diameter is not as specified, check the connecting rod oil clearance.
-
Inspect each crank pin for taper and out-of-round.
Maximum taper and out-of-round 0.003 mm (0.000118 in.) If the taper or out-of-round is greater than the maximum, replace the crankshaft.
-
-
-
INSPECT CRANKSHAFT BEARING CAP SET BOLT
-
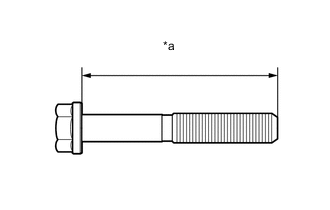
Text in Illustration *a Measurement Length Using a vernier caliper, measure the length of the crankshaft bearing cap set bolt from the seat to the end.
Standard length 67.0 to 68.0 mm (2.64 to 2.68 in.) Maximum length 68.5 mm (2.70 in.) If the length is greater than the maximum, replace the crankshaft bearing cap set bolt with a new one. Failure to do so may lead to engine damage. If there is any thread deformation, replace the crankshaft bearing cap set bolt with a new one.
-
Text in Illustration *a Measurement Area Using a vernier caliper, measure the diameter of the bolt at several points within the area shown in the illustration.
Standard diameter 9.94 to 9.96 mm (0.3913 to 0.3921 in.) Minimum diameter 9.60 mm (0.3780 in.) Tech Tips
Diameter measurements should be done at several points.
If the diameter is less than the minimum, replace the crankshaft bearing cap set bolt with a new one. Failure to do so may lead to engine damage. If there is any thread deformation, replace the crankshaft bearing cap set bolt with a new one.
-
-
INSPECT CRANKSHAFT OIL CLEARANCE
-
Check the crankshaft journals and crankshaft bearings for pitting and scratches.
-
Clean each crankshaft journals and crankshaft bearings.
-
Install the crankshaft bearings Click here.
-
Place the crankshaft on the cylinder block sub-assembly.
-
Install the crankshaft thrust washer uppers.
-
Text in Illustration *a Plastigage Lay a strip of Plastigage across each journal.
-
Confirm the front marks and numbers and place the crankshaft bearing caps on the cylinder block sub-assembly.
Tech Tips
A number mark is stamped on each crankshaft bearing cap to indicate the installation position.
-
Install the crankshaft bearing caps Click here.
Note
Do not turn the crankshaft.
-
Remove the crankshaft bearing caps Click here.
-
Measure the Plastigage at its widest point.
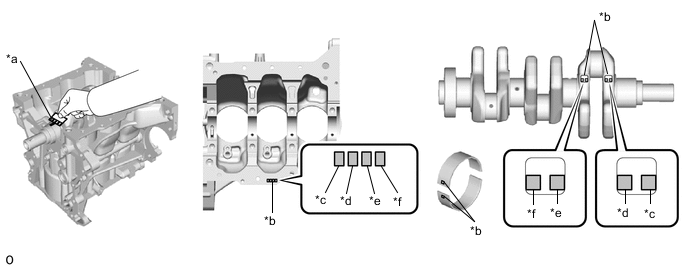
Text in Illustration *a Plastigage *b Number Mark *c No. 1 *d No. 2 *e No. 3 *f No. 4 Standard oil clearance 0.018 to 0.047 mm (0.000709 to 0.00185 in.) Maximum oil clearance 0.050 mm (0.00197 in.) Note
Remove the Plastigage completely after the measurement.
If the oil clearance is greater than the maximum, replace the crankshaft bearings. If necessary, replace the crankshaft.
Tech Tips
-
If replacing a crankshaft bearing, select a new one with the same number. If the number of the bearing cannot be determined, calculate the correct bearing number by adding together the numbers imprinted on the cylinder block sub-assembly and crankshaft. Then select a new bearing with the calculated number according to the following chart. There are 4 sizes of standard bearings, marked "2", "3", "4" or "5" accordingly.
-
EXAMPLE: Cylinder block mark "2" + Crankshaft mark "2" = Use bearing mark "4"
Standard Cylinder Block Journal Bore Diameter Mark Specified Condition 1 48.000 to 48.006 mm (1.88976 to 1.89000 in.) 2 48.007 to 48.012 mm (1.89004 to 1.89023 in.) 3 48.013 to 48.018 mm (1.89027 to 1.89047 in.) Standard Crankshaft Journal Diameter Mark Specified Condition 1 43.995 to 44.000 mm (1.73208 to 1.73228 in.) 2 43.988 to 43.994 mm (1.73181 to 1.73204 in.) Standard Bearing Center Wall Thickness Mark Specified Condition 2 1.995 to 1.997 mm (0.07854 to 0.07862 in.) 3 1.998 to 2.000 mm (0.07866 to 0.07874 in.) 4 2.001 to 2.003 mm (0.07878 to 0.07886 in.) 5 2.004 to 2.006 mm (0.07890 to 0.07898 in.) -
-