CYLINDER HEAD REPLACEMENT

PROCEDURE
-
REPLACE INTAKE VALVE GUIDE BUSH
-
Heat the cylinder head sub-assembly to approximately 80 to 100°C (176 to 212°F).
CAUTION:
Make sure not to burn yourself.
-
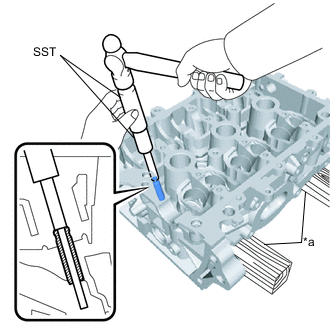
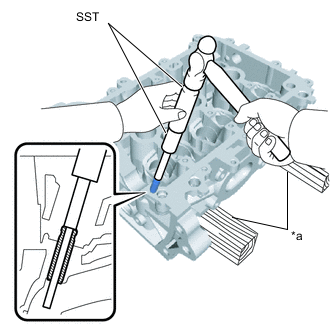
Text in Illustration *a Wooden Block Place the cylinder head sub-assembly on wooden blocks.
-
Using SST and a hammer, tap out the intake valve guide bush.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
-
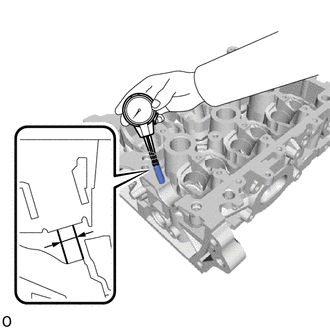
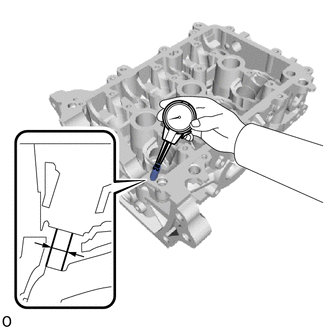
Using a caliper gauge, measure the intake valve guide bush bore diameter of the cylinder head sub-assembly.
Standard bush bore diameter 9.685 to 9.706 mm (0.3813 to 0.3821 in.) New guide bush selection chart (STD or O/S 0.05) Bush Size Bush Bore Diameter STD 9.727 to 9.738 mm (0.3830 to 0.3834 in.) O/S 0.05 9.777 to 9.788 mm (0.3849 to 0.3854 in.) If the intake valve guide bush bore diameter of the cylinder head sub-assembly is greater than 9.706 mm (0.3821 in.), machine the bush bore to the diameter of 9.735 to 9.756 mm (0.3833 to 0.3841 in.) to install an O/S 0.05 valve guide bush. If the intake valve guide bush bore diameter of the cylinder head sub-assembly is greater than 9.756 mm (0.3841 in.), replace the cylinder head sub-assembly.
-
Heat the cylinder head sub-assembly to approximately 80 to 100°C (176 to 212°F).
CAUTION:
Make sure not to burn yourself.
-
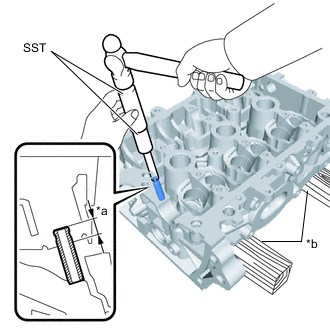
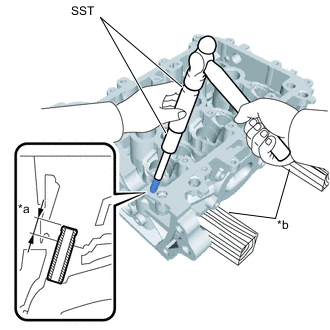
Text in Illustration *a Protrusion Height *b Wooden Block Place the cylinder head sub-assembly on wooden blocks.
-
Using SST and a hammer, tap in a new intake valve guide bush to the specified protrusion height.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Standard protrusion height 9.8 to 10.4 mm (0.3858 to 0.4094 in.) -
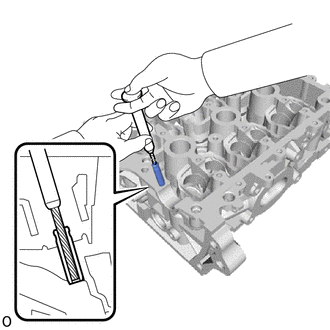
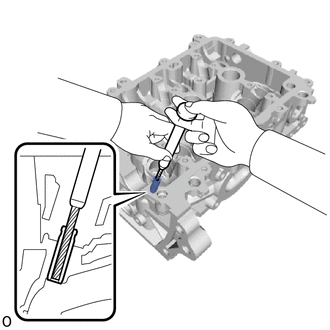
Using a sharp 5.5 mm reamer, ream the intake valve guide bush to obtain the standard oil clearance between the intake valve guide bush and intake valve stem.
Standard oil clearance 0.025 to 0.060 mm (0.000984 to 0.00236 in.)
-
-
REPLACE EXHAUST VALVE GUIDE BUSH
-
Heat the cylinder head sub-assembly to approximately 80 to 100°C (176 to 212°F).
CAUTION:
Make sure not to burn yourself.
-
Text in Illustration *a Wooden Block Place the cylinder head sub-assembly on wooden blocks.
-
Using SST and a hammer, tap out the exhaust valve guide bush.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
-
Using a caliper gauge, measure the exhaust valve guide bush bore diameter of the cylinder head sub-assembly.
Standard bush bore diameter 9.685 to 9.706 mm (0.3813 to 0.3821 in.) New guide bush selection chart (STD or O/S 0.05) Bush Size Bush Bore Diameter STD 9.727 to 9.738 mm (0.3830 to 0.3834 in.) O/S 0.05 9.777 to 9.788 mm (0.3849 to 0.3854 in.) If the exhaust valve guide bush bore diameter of the cylinder head sub-assembly is greater than 9.706 mm (0.3821 in.), machine the bush bore to the diameter of 9.735 to 9.756 mm (0.3833 to 0.3841 in.) to install an O/S 0.05 valve guide bush. If the exhaust valve guide bush bore diameter of the cylinder head sub-assembly is greater than 9.756 mm (0.3841 in.), replace the cylinder head sub-assembly.
-
Heat the cylinder head sub-assembly to approximately 80 to 100°C (176 to 212°F).
CAUTION:
Make sure not to burn yourself.
-
Text in Illustration *a Protrusion Height *b Wooden Block Place the cylinder head sub-assembly on wooden blocks.
-
Using SST and a hammer, tap in a new exhaust valve guide bush to the specified protrusion height.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Standard protrusion height 9.4 to 10.0 mm (0.3701 to 0.3937 in.) -
Using a sharp 5.5 mm reamer, ream the exhaust valve guide bush to obtain the standard oil clearance between the exhaust valve guide bush and exhaust valve stem.
Standard oil clearance 0.025 to 0.060 mm (0.000984 to 0.00236 in.)
-
-
REPLACE RING PIN
Note
It is not necessary to remove the ring pins unless they are being replaced.
-
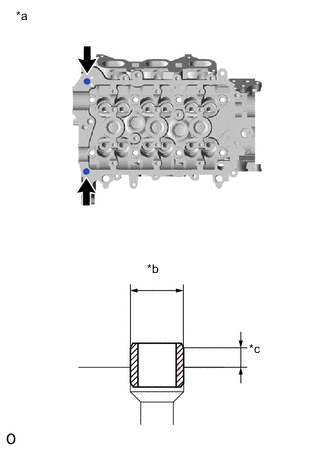
Text in Illustration *a Upper Side *b Width *c Protrusion Height Remove the 2 ring pins from the cylinder head sub-assembly.
-
Using a plastic hammer, tap in 2 new ring pins to the specified protrusion height.
Standard Ring Pin Item Width Protrusion Height Ring pin 11.0 mm (0.433 in.) 4.5 to 5.5 mm (0.177 to 0.217 in.)
-