CYLINDER HEAD REPAIR

CAUTION / NOTICE / HINT
Tech Tips
-
Use the same procedure for the Bank 2 side and Bank 1 side.
-
The following procedure is for the Bank 1 side.
PROCEDURE
-
REPAIR NO. 2 INTAKE VALVE SEAT
Note
-
Repair the No. 2 intake valve seat while checking the seating position.
-
Release the cutter gradually to make the No. 2 intake valve seat smooth.
-
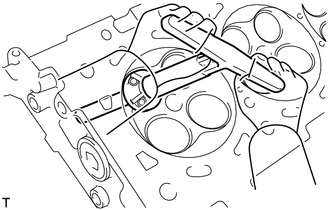
Using a 45° cutter, resurface the No. 2 intake valve seat so that the No. 2 intake valve seat width is more than the standard.
-
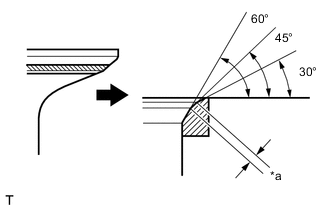
*a Standard Width Using 30° and 60° cutters, correct the No. 2 intake valve seat so that the intake valve contacts the entire circumference of the No. 2 intake valve seat.
The contact should be in the center of the No. 2 intake valve seat, and the No. 2 intake valve seat width should be as specified around the entire circumference of the No. 2 intake valve seat.
Standard Width 1.1 to 1.5 mm (0.0433 to 0.0591 in.) -
Hand lap the intake valve and No. 2 intake valve seat with an abrasive compound.
-
Check the intake valve seating position.
-
-
REPAIR NO. 2 EXHAUST VALUE SEAT
Note
-
Repair the exhaust valve seat while checking the seating position.
-
Release the cutter gradually to make the exhaust valve seat smooth.
-
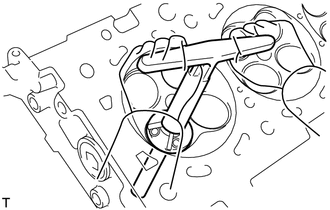
Using a 45° cutter, resurface the No. 2 exhaust valve seat so that the No. 2 exhaust valve seat width is more than the standard.
-
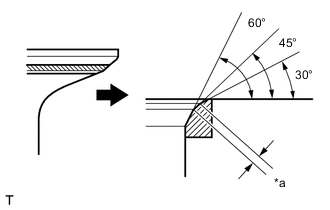
*a Standard Width Using 30° and 75° cutters, correct the No. 2 exhaust valve seat so that the exhaust valve contacts the entire circumference of the No. 2 exhaust valve seat.
The contact should be in the center of the No. 2 exhaust valve seat, and the No. 2 exhaust valve seat width should be as specified around the entire circumference of the No. 2 exhaust valve seat.
Standard Width 1.3 to 1.7 mm (0.0512 to 0.0669 in.) -
Hand lap the exhaust valve and No. 2 exhaust valve seat with an abrasive compound.
-
Check the exhaust valve seating position.
-