ГОЛОВКА БЛОКА ЦИЛИНДРОВ ЗАМЕНА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ЗАМЕНИТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВПУСКНОГО КЛАПАНА
-
Нагрейте головку блока цилиндров в сборе до температуры порядка 80–100°C (176–212°F).
-
Поместите головку блока цилиндров в сборе на деревянные бруски.
-
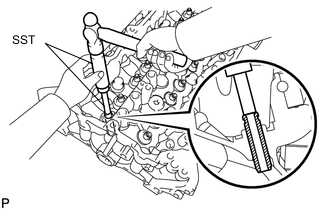
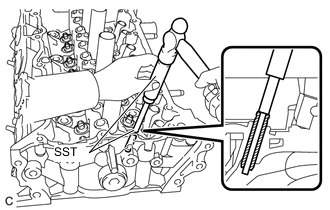
С помощью SST и молотка установите направляющую втулку впускного клапана.
- SST
- 09201-01055
- 09950-70010 ( 09951-07100 )
-
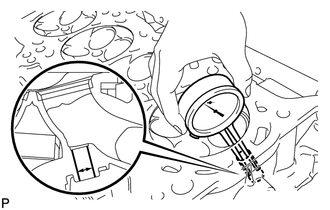
С помощью индикатора часового типа для отверстий измерьте в головке блока цилиндров диаметр отверстия под направляющую втулку впускного клапана.
Номинальный диаметр отверстия направляющей втулки впускного клапана 10,285-10,306 мм (0,405-0,406 дюйма) Выберите новую направляющую втулку впускного клапана (номинальный или ремонтный 0,05). Размер втулки Диаметр гнезда втулки Номинальный от 10,333 до 10,344 мм
(0,40681 - 0,40724 дюйма)
Ремонтный 0,05 от 10,383 до 10,394 мм
(0,40878 - 0,40921 дюйма)
Номинальная длина втулки 41,3 - 41,7 мм (1,63 - 1,64 дюйма) Если диаметр отверстия направляющей втулки впускного клапана на головке блока цилиндров в сборе превышает 10,306 мм (0,406 дюйма), проточите отверстие направляющей втулки впускного клапана в головке блока цилиндров в сборе до 10,335–10,356 мм (0,407–0,408 дюйма), чтобы установить направляющую втулку впускного клапана с ремонтным размером 0,05.
Если диаметр отверстия направляющей втулки впускного клапана в головке блока цилиндров в сборе превышает 10,356 мм (0,408 дюйма), замените головку блока цилиндров в сборе.
-
Нагрейте головку блока цилиндров в сборе до температуры порядка 80–100°C (176–212°F).
-
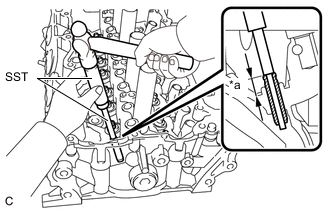
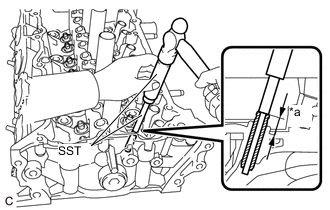
Обозначения на рисунке *a Высота выступания С помощью SST и молотка вбейте выбранную направляющую втулку впускного клапана.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Номинальная высота выступания 14,85 - 15,1 мм (0,585 - 0,594 дюйма) -
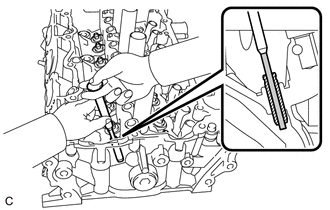
Разверткой 5,5 мм разверните отверстие в направляющей втулке впускного клапана, чтобы обеспечить номинальный масляный зазор.
Номинальный масляный зазор 0,025 – 0,060 мм (0,000984 – 0,00236 дюйма)
-
-
ЗАМЕНИТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВЫПУСКНОГО КЛАПАНА
-
Нагрейте головку блока цилиндров в сборе до температуры порядка 80–100°C (176–212°F).
-
Поместите головку блока цилиндров в сборе на деревянные бруски.
-
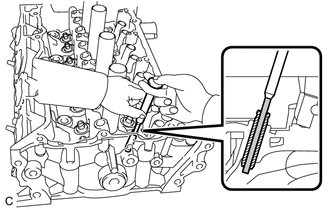
С помощью SST и молотка установите направляющую втулку выпускного клапана.
- SST
- 09201-01055
- 09950-70010 ( 09951-07100 )
-
С помощью индикатора часового типа для отверстий измерьте в головке блока цилиндров диаметр отверстия под направляющую втулку выпускного клапана.
Номинальный диаметр отверстия направляющей втулки выпускного клапана 10,285-10,306 мм (0,405-0,406 дюйма) Выберите новую направляющую втулку выпускного клапана (номинальный или ремонтный 0,05). Размер втулки Диаметр гнезда втулки Номинальный от 10,333 до 10,344 мм
(0,40681 - 0,40724 дюйма)
Ремонтный 0,05 от 10,383 до 10,394 мм
(0,40878 - 0,40921 дюйма)
Номинальная длина втулки 46,8 - 47,2 мм (1,84 - 1,86 дюйма) Если диаметр отверстия направляющей втулки выпускного клапана на головке блока цилиндров в сборе превышает 10,306 мм (0,406 дюйма), проточите отверстие направляющей втулки выпускного клапана в головке блока цилиндров в сборе до 10,335–10,356 мм (0,407–0,408 дюйма), чтобы установить направляющую втулку выпускного клапана с ремонтным размером 0,05.
Если диаметр отверстия направляющей втулки выпускного клапана в головке блока цилиндров в сборе превышает 10,356 мм (0,408 дюйма), замените головку блока цилиндров в сборе.
-
Нагрейте головку блока цилиндров в сборе до температуры порядка 80–100°C (176–212°F).
-
Обозначения на рисунке *a Высота выступания С помощью SST и молотка вбейте выбранную направляющую втулку выпускного клапана.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Номинальная высота выступания 14,25 - 14,5 мм (0,561 - 0,571 дюйма) -
Разверткой 5,5 мм разверните отверстие в направляющей втулке выпускного клапана, чтобы обеспечить номинальный масляный зазор.
Номинальный масляный зазор 0,030 – 0,065 мм (0,00118 – 0,00256 дюйма)
-
-
ЗАМЕНИТЕ СОЕДИНИТЕЛЬНОЕ КОЛЬЦО
Note
Снимать соединительные кольца нужно только для их замены.
-
Снимите 2 соединительных кольца.
-
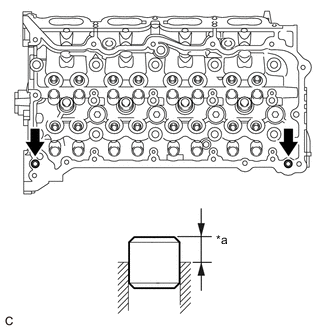
Обозначения на рисунке *a Высота выступания Используя пластмассовый молоток, вбейте 2 новых соединительных кольца в головку блока цилиндров.
Номинальная высота выступания 6,5-7,5 мм (0,256-0,295 дюйма)
-