ГОЛОВКА БЛОКА ЦИЛИНДРОВ ПРОВЕРКА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ПРОВЕРЬТЕ ГОЛОВКУ БЛОКА ЦИЛИНДРОВ В СБОРЕ
-
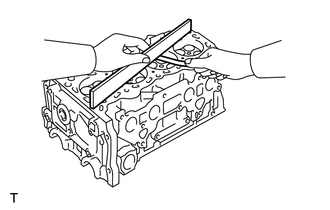
С помощью прецизионной поверочной линейки и щупа измерьте величину коробления плоскостей сопряжения на блоках цилиндров и коллекторах.
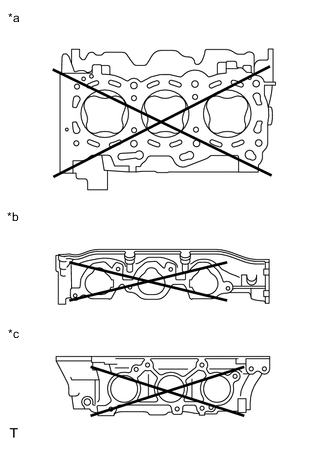
Обозначения на рисунке *a С нижний стороны головки блока цилиндров *b Со стороны впуска *c Со стороны выпуска Номинальное коробление Параметр / Устройство Коробление Нижняя головка блока цилиндров 0,05 мм (0,00197 дюйма) Впуск 0,08 мм (0,00315 дюйма) Выпуск 0,08 мм (0,00315 дюйма) Максимальное коробление Параметр / Устройство Коробление Нижняя головка блока цилиндров 0,10 мм (0,00394 дюйма) Впуск 0,10 мм (0,00394 дюйма) Выпуск 0,10 мм (0,00394 дюйма) Если коробление превышает максимально допустимую величину, замените головку блока цилиндров в сборе.
-
-
УБЕДИТЕСЬ В ОТСУТСТВИИ ТРЕЩИН НА ГОЛОВКЕ БЛОКА ЦИЛИНДРОВ
-
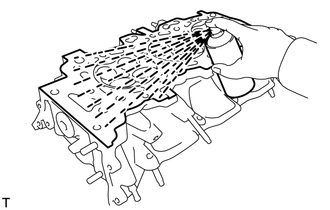
Методом цветной дефектоскопии проверьте впускные каналы, выпускные каналы и поверхность блока цилиндров на наличие трещин.
При обнаружении трещин замените головку блока цилиндров в сборе.
-
-
ПРОВЕРЬТЕ ВПУСКНОЙ КЛАПАН
-
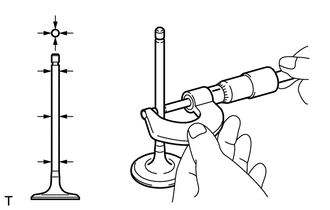
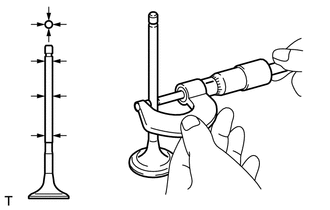
Микрометром измерьте диаметр штока клапана.
Диаметр штока клапана 5,470 – 5,485 мм (0,2154 – 0,2159 дюйма) Если диаметр штока клапана не соответствует требованиям, проверьте масляный зазор.
-
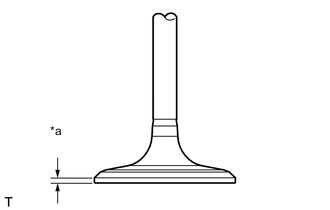
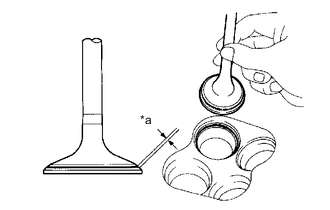
Обозначения на рисунке *a Расстояние от рабочей фаски до края тарелки Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки клапана.
Номинальная толщина кромки 1,0 мм (0,0394 дюйма) Минимальное расстояние от рабочей фаски до края тарелки клапана 0,5 мм (0,0197 дюйма) Если расстояние от рабочей фаски до края тарелки клапана меньше минимально допустимой величины, замените впускной клапан.
-
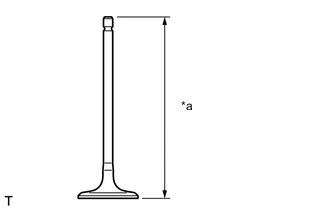
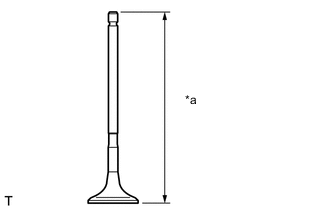
Обозначения на рисунке *a Полная длина С помощью штангенциркуля измерьте общую длину клапана.
Номинальная общая длина 105,85 мм (4,1673 дюйма) Минимально допустимая общая длина 105,35 мм (4,1476 дюйма) Если общая длина меньше минимально допустимой величины, замените впускной клапан.
-
-
ПРОВЕРЬТЕ ВЫПУСКНОЙ КЛАПАН
-
Микрометром измерьте диаметр штока клапана.
Диаметр штока клапана 5,465 – 5,480 мм (0,2152 – 0,2157 дюйма) Если диаметр штока клапана не соответствует требованиям, проверьте масляный зазор.
-
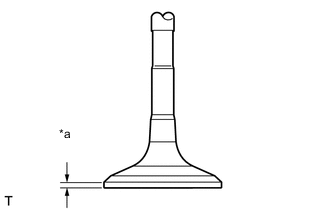
Обозначения на рисунке *a Расстояние от рабочей фаски до края тарелки Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки клапана.
Номинальная толщина кромки 1,0 мм (0,0394 дюйма) Минимальное расстояние от рабочей фаски до края тарелки клапана 0,5 мм (0,0197 дюйма) Если расстояние от рабочей фаски до края тарелки клапана меньше минимально допустимой величины, замените выпускной клапан.
-
Обозначения на рисунке *a Полная длина С помощью штангенциркуля измерьте общую длину клапана.
Номинальная общая длина 110,40 мм (4,3464 дюйма) Минимально допустимая общая длина 109,90 мм (4,3268 дюйма) Если общая длина клапана меньше минимально допустимой величины, замените выпускной клапан.
-
-
ПРОВЕРЬТЕ СЕДЛО ВПУСКНОГО КЛАПАНА
-
Нанесите тонкий слой берлинской лазури на торец клапана.
-
Слегка прижмите рабочую поверхность впускного клапана к его седлу.
-
Обозначения на рисунке *a Ширина Проверьте тарелку впускного клапана и седло клапана в порядке, описанном ниже.
-
Если берлинская лазурь распределена по всему торцу клапана, клапан концентричен. В противном случае замените впускной клапан.
-
Если берлинская лазурь распределена по всему седлу впускного клапана, направляющая и седло впускного клапана концентричны. В противном следует повторно прошлифовать поверхность седла впускного клапана.
-
Убедитесь, что седло впускного клапана сопрягается со средней частью торца клапана, а ширина зоны контакта равна 1,1–1,5 мм (0,0433–0,0591 дюйма).
-
-
-
ПРОВЕРЬТЕ СЕДЛО ВЫПУСКНОГО КЛАПАНА
-
Нанесите тонкий слой берлинской лазури на торец клапана.
-
Слегка прижмите рабочую поверхность выпускного клапана к его седлу.
-
Обозначения на рисунке *a Ширина Проверьте тарелку выпускного клапана и седло клапана в порядке, описанном ниже.
-
Если берлинская лазурь распределена по всему торцу клапана, клапан концентричен. В противном случае замените выпускной клапан.
-
Если берлинская лазурь распределена по всему седлу выпускного клапана, направляющая и седло выпускного клапана концентричны. В противном следует повторно прошлифовать поверхность седла выпускного клапана.
-
Убедитесь, что седло выпускного клапана сопрягается со средней частью торца клапана, а ширина зоны контакта равна 1,1–1,5 мм (0,0433–0,0591 дюйма).
-
-
-
ПРОВЕРЬТЕ ВНУТРЕННЮЮ ПРУЖИНУ СЖАТИЯ
-
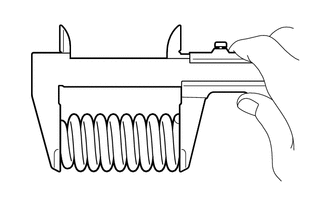
Штангенциркулем измерьте общую длину внутренней компрессионной пружины в свободном состоянии.
Длина в свободном состоянии 50,55 мм (1,9902 дюйма) Если длина в свободном состоянии не соответствует номинальной величине, внутреннюю пружину сжатия следует заменить.
-
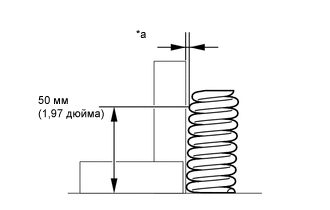
Обозначения на рисунке *a Отклонение С помощью стального уголка измерьте отклонение от перпендикулярности внутренней пружины сжатия.
Максимально допустимое отклонение 1,75 мм (0,0689 дюйма) Максимальный угол (для справки) 2° Если отклонение превышает максимально допустимую величину, замените внутреннюю пружину сжатия.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
-
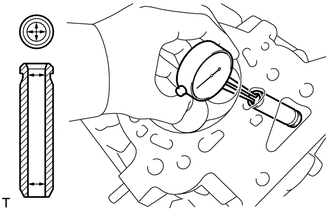
Нутромером измерьте внутренний диаметр направляющей втулки клапана.
Внутренний диаметр втулки 5,510 - 5,530 мм (0,2169 - 0,2177 дюйма) -
Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки клапана.
Номинальный масляный зазор Параметр Зазор На впуске 0,025-0,060 мм (0,000984-0,00236 дюйма) На выпуске 0,030–0,065 мм (0,00118–0,00256 дюйма) Максимальный допустимый масляный зазор Параметр Зазор На впуске 0,08 мм (0,00315 дюйма) На выпуске 0,10 мм (0,00394 дюйма) Если зазор превышает максимально допустимую величину, замените клапан и направляющую втулку клапана.
-