CYLINDER HEAD REPLACEMENT

PROCEDURE
-
REPLACE INTAKE VALVE GUIDE BUSH
-
Heat the cylinder head sub-assembly to 80 to 100°C (176 to 212°F).
-
Place the cylinder head sub-assembly on wooden blocks.
-
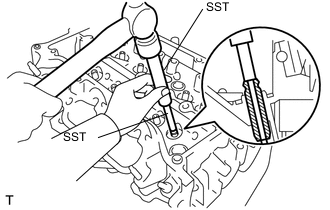
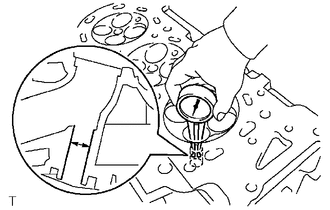
Using SST and a hammer, tap out the intake valve guide bushes.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
-
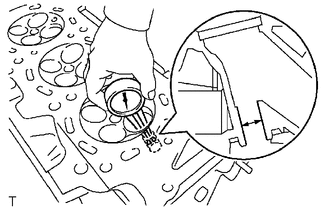
Using a caliper gauge, measure the bush bore diameter of the cylinder head sub-assembly.
Cylinder bore diameter 10.285 to 10.306 mm (0.4049 to 0.4057 in.) Select a new guide bush (STD or O/S 0.05) Bush Size Bush Bore Diameter STD 10.333 to 10.344 mm (0.4068 to 0.4072 in.) O/S 0.05 10.383 to 10.394 mm (0.4088 to 0.4092 in.) If the bush bore diameter of the cylinder head sub-assembly is greater than 10.306 mm (0.4057 in.), machine the bush bore to the dimension of 10.335 to 10.356 mm (0.4069 to 0.4077 in.) to install an O/S 0.05 valve guide bush.
If the bush bore diameter of the cylinder head sub-assembly is greater than 10.356 mm (0.4077 in.), replace the cylinder head sub-assembly.
-
Heat the cylinder head sub-assembly to 80 to 100°C (176 to 212°F).
-
Place the cylinder head sub-assembly on wooden blocks.
-
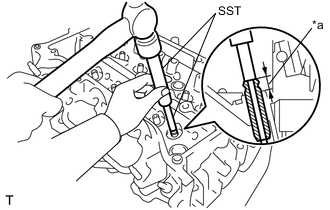
Text in Illustration *a Protrusion Height Using SST, tap in new intake valve guide bushes to the specified protrusion height.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Protrusion height 9.30 to 9.70 mm (0.3661 to 0.3819 in.) -
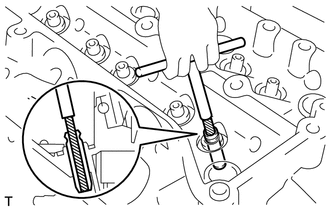
Using a sharp 5.5 mm reamer, ream the intake valve guide bushings to obtain the specified clearance.
Standard oil clearance 0.025 to 0.060 mm (0.000984 to 0.00236 in.)
-
-
REPLACE EXHAUST VALVE GUIDE BUSH
-
Heat the cylinder head sub-assembly to 80 to 100°C (176 to 212°F).
-
Place the cylinder head sub-assembly on wooden blocks.
-
Using SST and a hammer, tap out the exhaust valve guide bushes.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
-
Using a caliper gauge, measure the bush bore diameter of the cylinder head sub-assembly.
Cylinder bore diameter 10.285 to 10.306 mm (0.4049 to 0.4057 in.) Select a new guide bush (STD or O/S 0.05) Bush Size Bush Bore Diameter STD 10.333 to 10.344 mm (0.4068 to 0.4072 in.) O/S 0.05 10.383 to 10.394 mm (0.4088 to 0.4092 in.) If the bush bore diameter of the cylinder head sub-assembly is greater than 10.306 mm (0.4057 in.), machine the bush bore to the dimension of 10.335 to 10.356 mm (0.4069 to 0.4077 in.) to install an O/S 0.05 valve guide bush.
If the bush bore diameter of the cylinder head sub-assembly is greater than 10.356 mm (0.4077 in.), replace the cylinder head sub-assembly.
-
Heat the cylinder head sub-assembly to 80 to 100°C (176 to 212°F).
-
Place the cylinder head sub-assembly on wooden blocks.
-
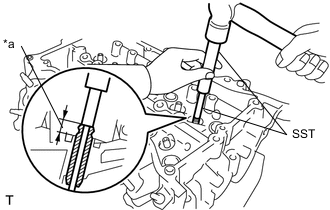
Text in Illustration *a Protrusion Height Using SST, tap in new exhaust valve guide bushes to the specified protrusion height.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Protrusion height 9.30 to 9.70 mm (0.3661 to 0.3819 in.) -
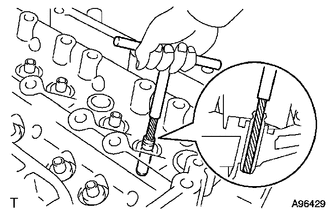
Using a sharp 5.5 mm reamer, ream the exhaust valve guide bushings to obtain the specified clearance.
Standard oil clearance 0.030 to 0.065 mm (0.00118 to 0.00256 in.)
-
-
REPLACE RING PIN
Note
It is not necessary to remove the ring pin unless it is being replaced.
-
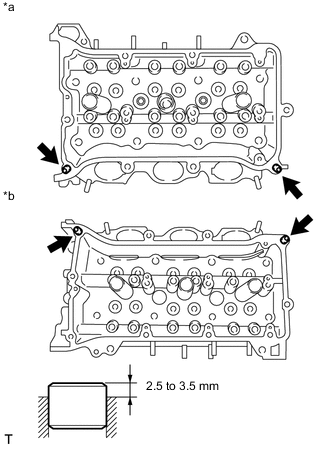
Text in Illustration *a for Bank 1 *b for Bank 2 Using a plastic hammer, tap in new ring pins to the specified protrusion height.
Specified protrusion height 2.5 to 3.5 mm (0.0984 to 0.138 in.)
-
-
REPLACE STUD BOLT
Note
If a stud bolt is deformed or the threads are damaged, replace it.
-
Using an E6 and E8 "TORX" socket wrench, install the stud bolts.
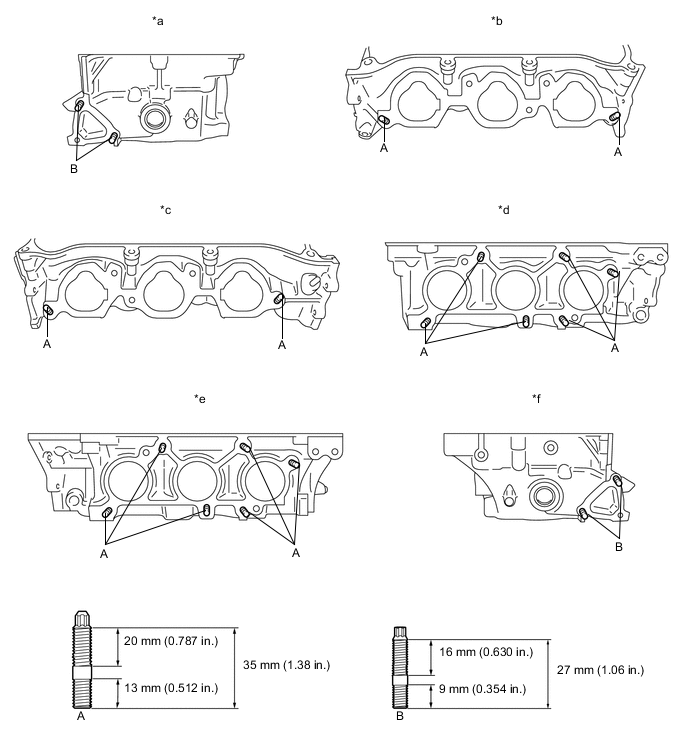
Text in Illustration *a Bank 1 Rear Side *b Bank 1 Intake Side *c Bank 2 Intake Side *d Bank 1 Exhaust Side *e Bank 2 Exhaust Side *f Bank 2 Rear Side - Torque:
- Bolt A
- 10 N*m { 102 kgf*cm, 7 ft.*lbf }
- Bolt B
- 4.0 N*m { 41 kgf*cm, 35 in.*lbf }
-
-
REPLACE STRAIGHT PIN
Note
If a straight pin is deformed, replace it.
-
Using a plastic hammer, tap in new straight pins as shown in the illustration.
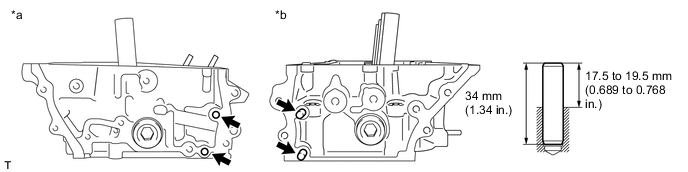
Text in Illustration *a for Bank 1 *b for Bank 2 Protrusion height 17.5 to 19.5 mm (0.689 to 0.768 in.)
-