БЛОК ЦИЛИНДРОВ РАЗБОРКА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
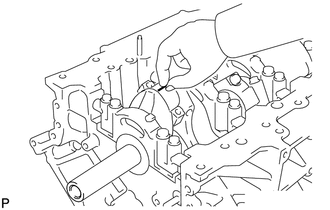
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР ШАТУНА
-
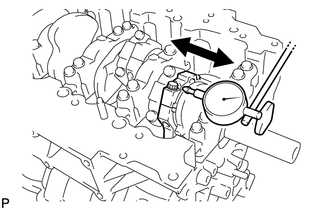
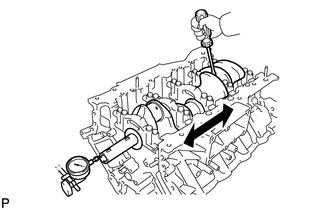
С помощью индикатора часового типа измерьте осевой зазор шатуна при движении шатуна назад и вперед.
Номинальный осевой зазор 0,15 - 0,55 мм (0,00591 - 0,0217 дюйма) Максимально допустимый осевой зазор 0,70 мм (0,0276 дюйма) Tech Tips
Если осевой зазор превышает максимально допустимую величину, замените шатун. При необходимости замените коленчатый вал.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ШАТУНА
-
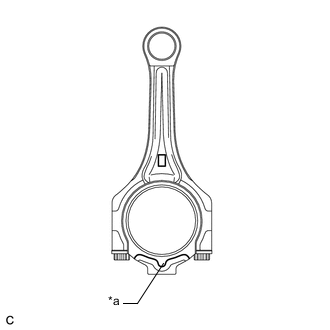
*a Метка передней стороны Убедитесь, что передние метки на шатуне и крышке шатуна совмещены.
Tech Tips
При установке крышек шатунов отметьте на цилиндрах ряда 1 (1, 3, 5, 7) поверхность в направлении передней части двигателя, а на цилиндрах ряда 2 (2, 4, 6, 8) – поверхность в направлении задней части двигателя.
-
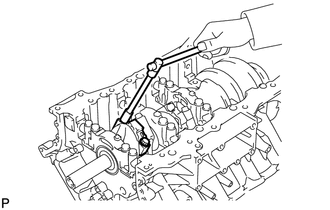
Выверните 2 болта шатуна.
-
С помощью 2 снятых болтов шатуна снимите крышку шатуна и подшипник шатуна, покачивая крышку шатуна вправо и влево.
Tech Tips
Не извлекайте подшипник шатуна из крышки шатуна.
-
Очистите шатунную шейку и подшипник шатуна.
Note
Убедитесь в отсутствии на штифте коленчатого вала и подшипнике шатуна следов точечной коррозии и царапин.
-
Поместите на шатунную шейку полоску сминаемого пластичного калибра (Plastigage).
-
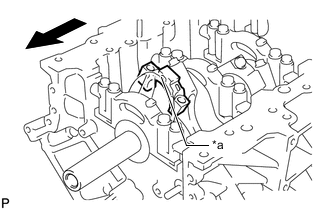
*a Метка передней стороны 
Передняя сторона двигателя Убедитесь, что метка внешней стороны на крышке шатуна обращена к передней части двигателя.
-
Нанесите тонкий слой моторного масла на резьбы и под головки болтов шатунов.
-
Вверните болты шатунов.
Note
Не вращайте коленчатый вал во время выполнения процедуры.
Tech Tips
Болты шатуна следует затягивать за 2 последовательных шага.
-
Шаг 1:
-
Установите и поочередно в несколько этапов затяните болты каждой крышки шатуна.
- Torque:
- 40 Н*м { 408 кгс*см, 30 фунт-сила-футов }
-
-
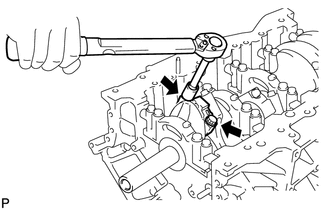
Шаг 2:
-
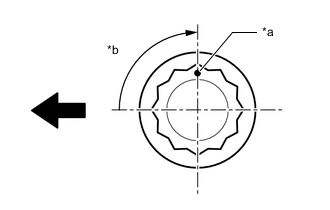
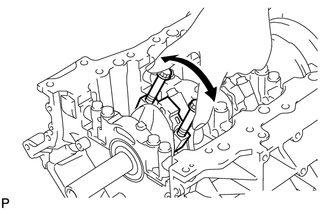
*a Метка, нанесенная краской *b 90° Передняя сторона двигателя Пометьте краской переднюю сторону каждого болта шатуна.
-
Подтяните болты шатуна дополнительно на 90°, как показано на рисунке.
-
-
Убедитесь, что метки развернуты на 90° относительно исходного положения.
Note
Не поворачивайте коленчатый вал.
-
Выверните 2 болта шатуна и снимите крышку шатуна.
-
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,037-0,062 мм (0,00146-0,00244 дюйма) Максимальный допустимый масляный зазор 0,080 мм (0,00315 дюйма) 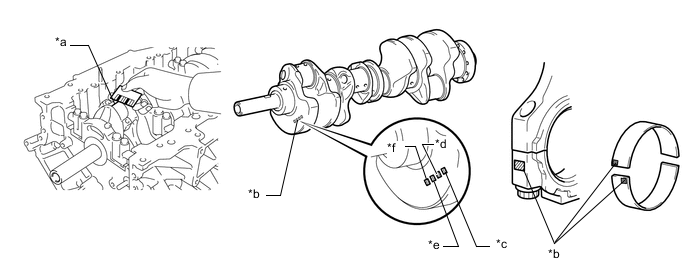
*a Сминаемый пластичный калибр Plastigage *b Метка с номером *c № 1 *d № 2 *e № 3 *f № 4 Если масляный зазор превышает максимально допустимую величину, замените подшипники шатуна. При необходимости проверьте коленчатый вал.
Tech Tips
-
В случае замены подшипника шатуна подберите новый подшипник с таким же номером, который указан на крышке шатуна. Существует 4 размера стандартных подшипников шатуна, имеющих маркировку, соответственно, "1", "2", "3" или "4".
-
Выберите нужный подшипник шатуна, сложив номера, указанные на большом конце шатуна и шатунной шейке коленчатого вала.
Шатун "1" + шатунная шейка коленчатого вала "2" = 3 (используйте подшипник "3")
Номинальная толщина центральной стенки шатунного подшипника Метка Номинальное значение 2 1,483 - 1,486 мм (0,0584 - 0,0585 дюйма) 3 1,486 - 1,489 мм (0,0585 - 0,0586 дюйма) 4 1,489 - 1,492 мм (0,0586 - 0,0587 дюйма) 5 1,492 - 1,495 мм (0,0587 - 0,0589 дюйма) 6 1,495 - 1,498 мм (0,0589 - 0,0590 дюйма) 7 1,498 - 1,501 мм (0,0590 - 0,0591 дюйма) Номинальный диаметр шатуна Метка Номинальное значение 1 56,000 - 56,006 мм (2,20472 - 2,20496 дюйма) 2 56,007 - 56,012 мм (2,20500 - 2,20519 дюйма) 3 56,013 - 56,018 мм (2,20523 - 2,20543 дюйма) 4 56,019 - 56,024 мм (2,20547 - 2,20566 дюйма) Номинальный диаметр шатунной шейки коленчатого вала Метка Номинальное значение 1 52,995 - 53,000 мм (2,0864 - 2,0866 дюйма) 2 52,989 - 52,994 мм (2,0862 - 2,0864 дюйма) 3 52,982 - 52,988 мм (2,0859 - 2,0861 дюйма) -
-
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
Выполните проверку для каждого цилиндра.
-
-
СНИМИТЕ ПОРШЕНЬ С ШАТУНОМ В СБОРЕ
-
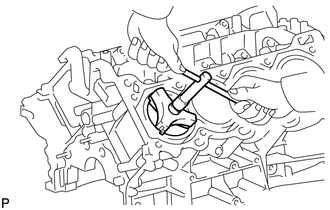
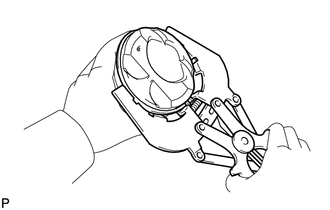
С помощью развертки для снятия уступа полностью удалите нагар с верхней части цилиндра.
-
Вставьте поршень, шатун в сборе и подшипник шатуна в верхнюю часть блока цилиндров.
Tech Tips
-
Храните подшипник шатуна, шатун и крышку шатуна вместе.
-
Разложите снятые детали таким образом, чтобы их можно было установить в первоначальные положения.
-
-
-
СНИМИТЕ ПОДШИПНИК ШАТУНА
-
Снимите подшипники шатуна с крышки шатуна и шатуна.
Tech Tips
Разложите снятые детали таким образом, чтобы их можно было установить в первоначальные положения.
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
С помощью индикатора часового типа измерьте осевой зазор коленчатого вала, двигая коленчатый вал вперед и назад с помощью отвертки.
Номинальный осевой зазор 0,020 - 0,220 мм (0,000787 - 0,00866 дюйма) Максимально допустимый осевой зазор 0,30 мм (0,0118 дюйма) Если осевой зазор коленчатого вала превышает максимально допустимое значение, замените комплект упорных шайб. При необходимости замените коленчатый вал.
Номинальная толщина упорной шайбы 2,44 - 2,49 мм (0,0961 - 0,0980 дюйма)
-
-
СНИМИТЕ КОЛЕНЧАТЫЙ ВАЛ
-
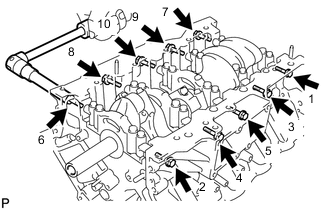
В несколько приемов равномерно ослабьте и выверните 10 болтов и снимите 10 уплотнительных шайб в последовательности, показанной на рисунке.
-
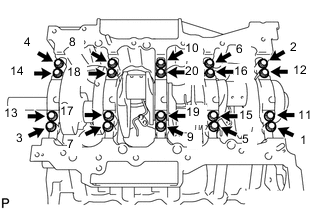
В несколько этапов равномерно ослабьте 20 установочных болтов крышек подшипников коленчатого вала в порядке, показанном на рисунке.
-
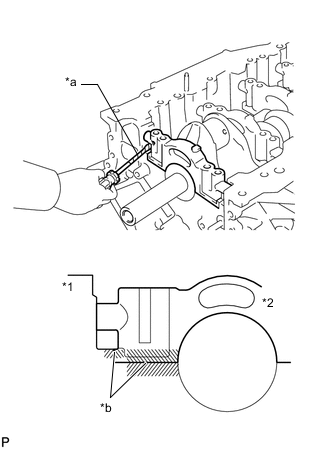
*1 Блок цилиндров в сборе *2 Крышка подшипника коленчатого вала *a Защитная клейкая лента *b Поверхность контакта С помощью отвертки снимите крышки подшипников коленчатого вала. Снимите 5 крышки подшипников коленчатого вала и нижние подшипники коленчатого вала.
Note
-
Постепенно и по очереди подденьте и снимите крышки подшипников коленчатого вала.
-
Соблюдайте осторожность, чтобы не повредить контактные поверхности между блоком цилиндров и крышками подшипников коленчатого вала.
Tech Tips
Конец отвертки перед использованием следует изолировать защитной клейкой лентой.
-
-
Снимите коленчатый вал.
-
-
СНИМИТЕ НАБОР УПОРНЫХ ШАЙБ КОЛЕНЧАТОГО ВАЛА
-
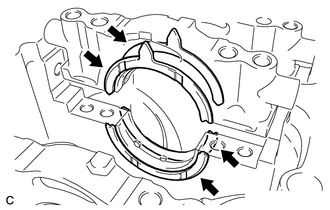
Снимите комплект упорных шайб коленчатого вала с блока цилиндров по месту шейки № 2.
-
-
СНИМИТЕ ПОДШИПНИК КОЛЕНЧАТОГО ВАЛА
-
Снимите верхние и нижние подшипники коленчатого вала.
Tech Tips
Разложите снятые детали таким образом, чтобы их можно было установить в первоначальные положения.
-
-
СНИМИТЕ ШТУЦЕР ПОДАЧИ МАСЛА № 1
-
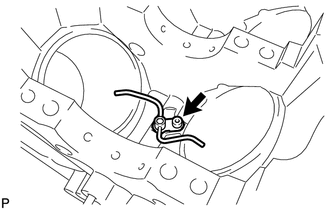
С помощью торцевого шестигранного ключа на 5 мм выверните 4 болта и снимите 4 масляные форсунки № 1 в сборе.
-
-
СНИМИТЕ НАБОР ПОРШНЕВЫХ КОЛЕЦ
-
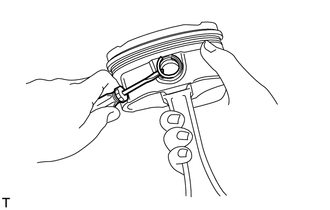
С помощью съемника поршневых колец снимите компрессионные кольца № 1 и № 2.
Tech Tips
Разложите снятые детали таким образом, чтобы их можно было установить в первоначальные положения.
-
С помощью съемника поршневых колец снимите маслосъемное кольцо.
-
Снимите рукой расширитель маслосъемного кольца.
-
-
СНИМИТЕ ПОРШЕНЬ С ПАЛЬЦЕМ В СБОРЕ
-
Снимите шатун в сборе с поршня.
-
С помощью отвертки снимите пружинное стопорное кольцо отверстия под поршневой палец с поршня.
-
Медленно нагрейте поршень до температуры примерно 80°C (176°F).
CAUTION:
Обязательно надевайте защитные перчатки.
-
С помощью пластмассового молотка и латунного стержня осторожно выбейте поршневой палец и снимите шатун.
Tech Tips
-
Поршень и поршневой палец представляют собой подобранный комплект.
-
Разложите снятые детали таким образом, чтобы их можно было установить в первоначальные положения.
-
-
-
Почистите поршень.
-
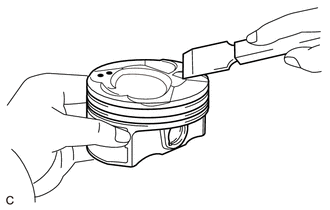
Скребком для удаления остатков прокладок снимите весь нагар с верхней части поршня.
-
С помощью инструмента для очистки канавок или сломанного кольца очистите канавки поршневых колец.
-
Используя растворитель и щетку, тщательно очистите поршень.
Note
Не используйте проволочную щетку.
-
-
-
СНИМИТЕ МАЛУЮ ОКОНЕЧНУЮ ВТУЛКУ ШАТУНА
-
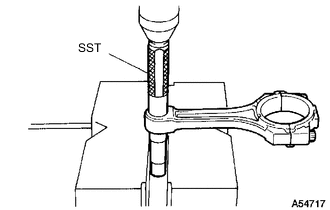
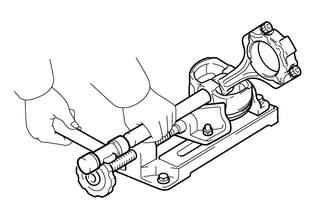
С помощью специального инструмента и пресса выпрессуйте малую оконечную втулку шатуна.
- SST
- 09222-30010
-