DIFFERENTIAL CASE REASSEMBLY
PROCEDURE
INSTALL FRONT DIFFERENTIAL RING GEAR
-
*a
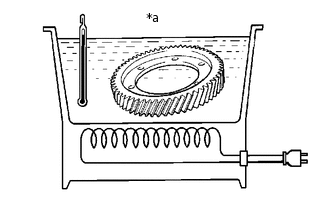
90 to 100°C (194 to 212°F)
Using a heater, heat the front differential ring gear to 90 to 100°C (194 to 212°F).
Clean the contact surface of the front No. 1 differential case sub-assembly.
-
*a
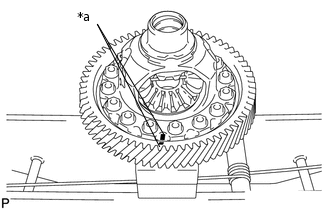
Matchmark
Aligning the matchmarks, quickly install the front differential ring gear to the front No. 1 differential case sub-assembly with the 16 bolts.
106 N*m
1081 kgf*cm
78 ft.*lbf
-
INSTALL FRONT DIFFERENTIAL CASE FRONT TAPERED ROLLER BEARING
-
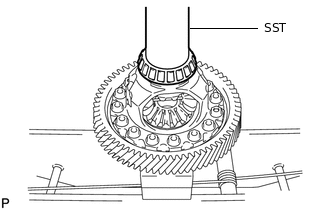
Using SST and a press, install a new front differential case front tapered roller bearing to the front No. 1 differential case sub-assembly.
09309-14010
-
INSTALL FRONT DIFFERENTIAL CASE REAR TAPERED ROLLER BEARING
-
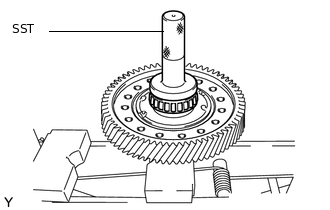
Using SST and a press, install a new front differential case rear tapered roller bearing to the front No. 1 differential case sub-assembly.
09554-22010
-