ПЕРЕДНИЙ БОКОВОЙ ЗАЩИТНЫЙ БРУС (для типа A) ЗАМЕНА УЗЛОВ
Со снятым брызговиком переднего крыла в сборе.
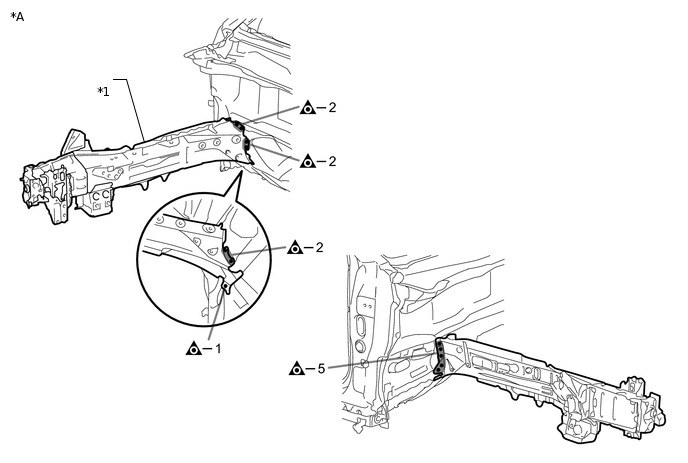
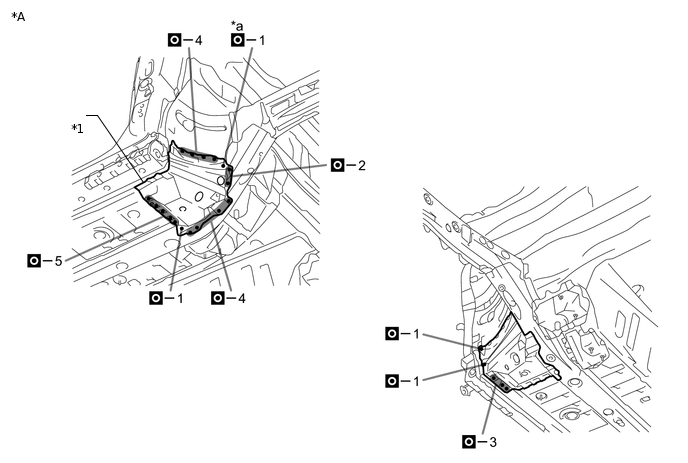
СНЯТИЕ
Значения символов

Точки сварки при снятии
Никогда не сваривайте встык и не производите ремонт с применением нагрева, поскольку тепло снижает прочность участков, где используется сверхвысокопрочная сталь (см. введение).
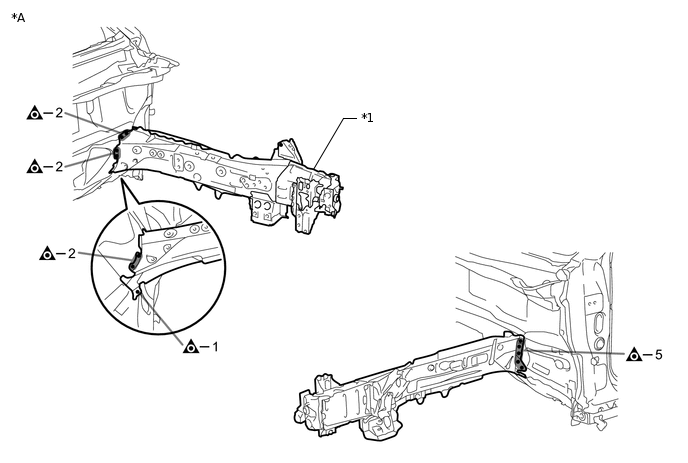
Снимите передний буксировочный крюк.
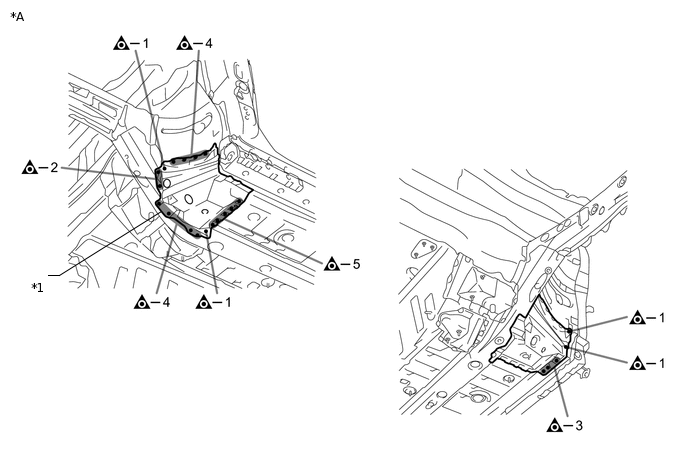
*A
Левая сторона
-
-
*1
ПЕРЕДНИЙ БУКСИРОВОЧНЫЙ КРЮК
-
-
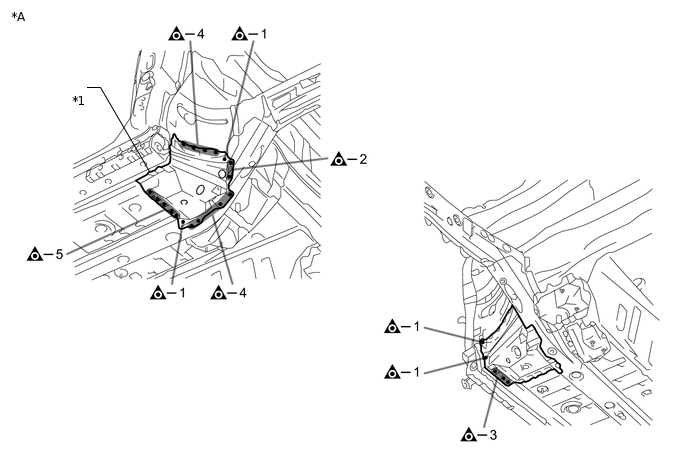
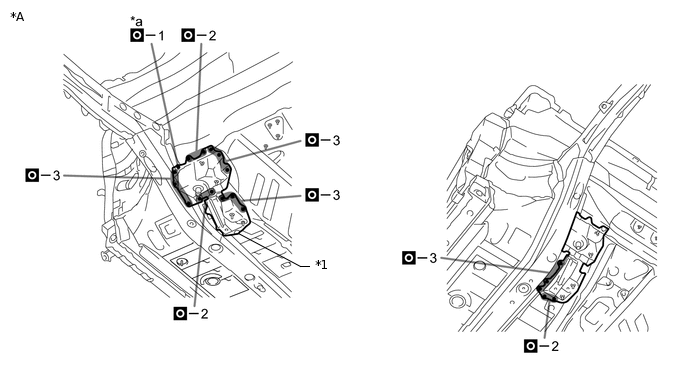
Снимите усиление переднего бокового защитного бруса № 2.
*A
Левая сторона
-
-
*1
УСИЛЕНИЕ ПЕРЕДНЕГО БОКОВОГО ЗАЩИТНОГО БРУСА № 2
-
-
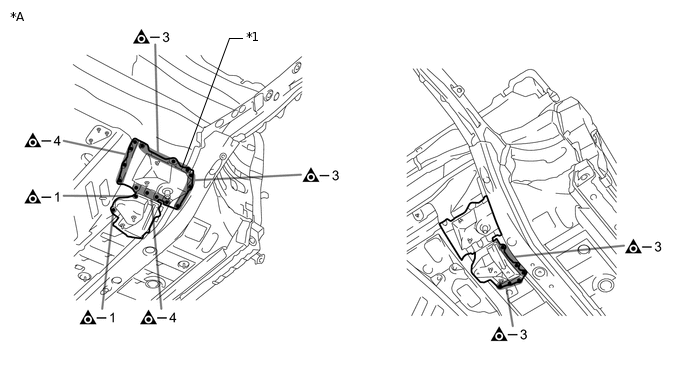
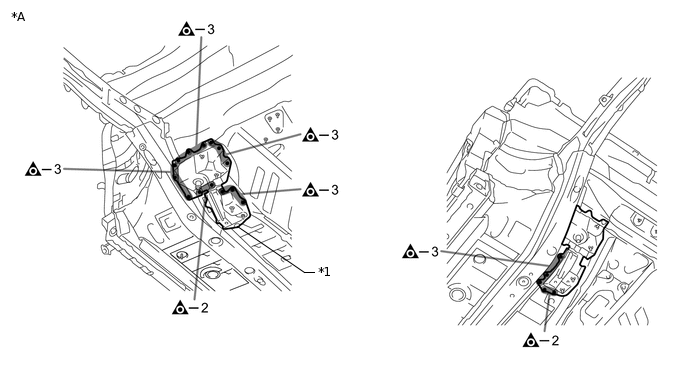
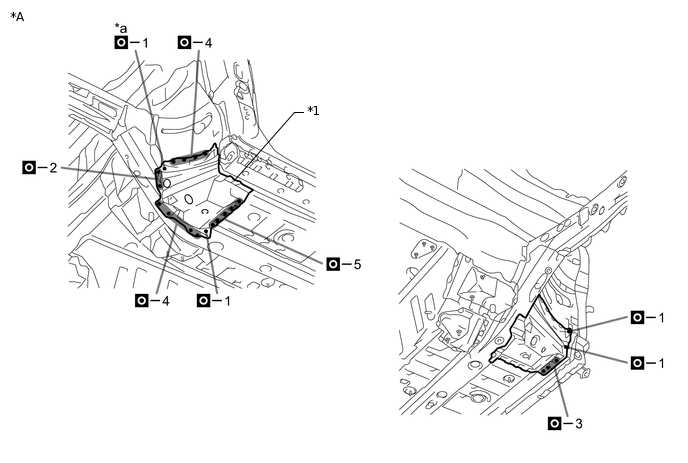
Снимите заднюю часть переднего внутреннего бокового защитного бруса.
*A
Левая сторона
-
-
*1
ЗАДНЯЯ ЧАСТЬ ПЕРЕДНЕГО ВНУТРЕННЕГО БОКОВОГО ЗАЩИТНОГО БРУСА
-
-
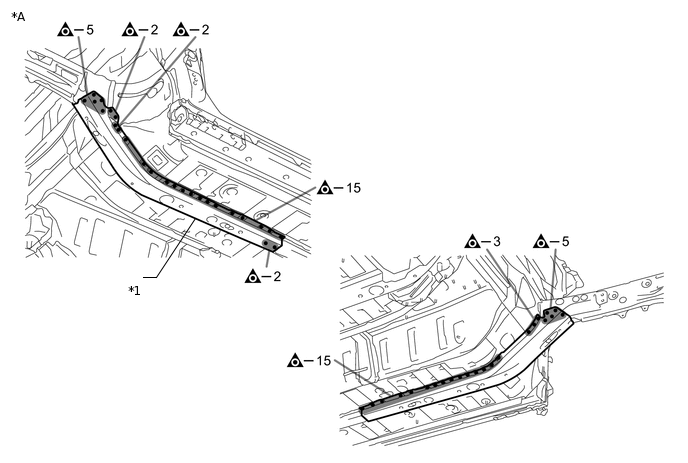
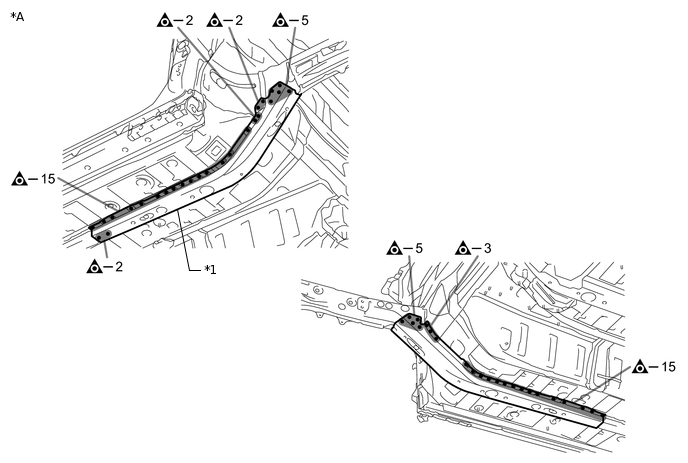
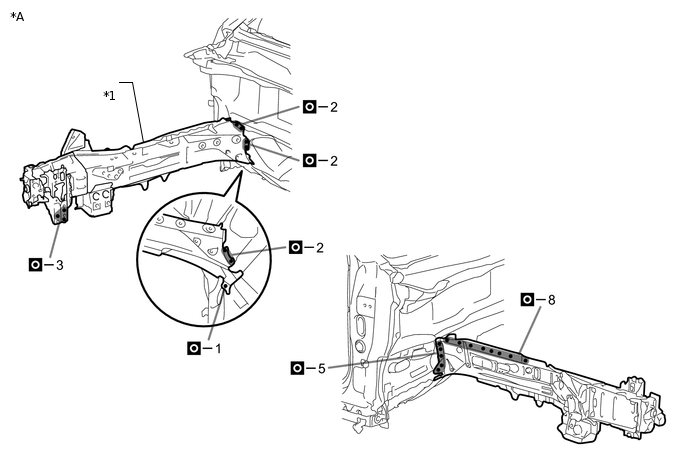
Снимите передний боковой защитный брус в сборе.
*A
Левая сторона
-
-
*1
ПЕРЕДНИЙ БОКОВОЙ ЗАЩИТНЫЙ БРУС В СБОРЕ
-
-
Снимите передний буксировочный крюк.
*A
Правая сторона
-
-
*1
ПЕРЕДНИЙ БУКСИРОВОЧНЫЙ КРЮК
-
-
Снимите усиление переднего бокового защитного бруса № 2.
*A
Правая сторона
-
-
*1
УСИЛЕНИЕ ПЕРЕДНЕГО БОКОВОГО ЗАЩИТНОГО БРУСА № 2
-
-
Снимите заднюю часть переднего внутреннего бокового защитного бруса.
*A
Правая сторона
-
-
*1
ЗАДНЯЯ ЧАСТЬ ПЕРЕДНЕГО ВНУТРЕННЕГО БОКОВОГО ЗАЩИТНОГО БРУСА
-
-
Снимите передний боковой защитный брус в сборе.
*A
Правая сторона
-
-
*1
ПЕРЕДНИЙ БОКОВОЙ ЗАЩИТНЫЙ БРУС В СБОРЕ
-
-
УСТАНОВКА
Значения символов

Сварка электрозаклепкой
Установите не закрепляя новые детали и измерьте необходимые размеры в соответствии со схемой измерений (См. размеры кузова.)
Проверьте, чтобы установка была выполнена правильно в соответствии со схемой измерений кузова, поскольку эта деталь влияет на регулировку передних колес.
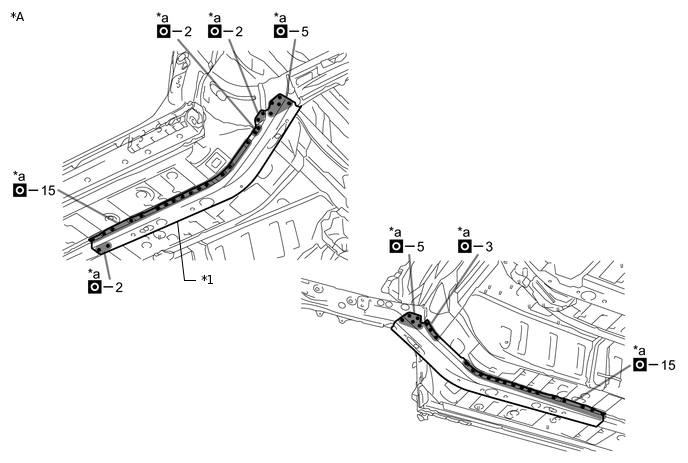
Приварите передний боковой защитный брус к боковой стороне автомобиля.
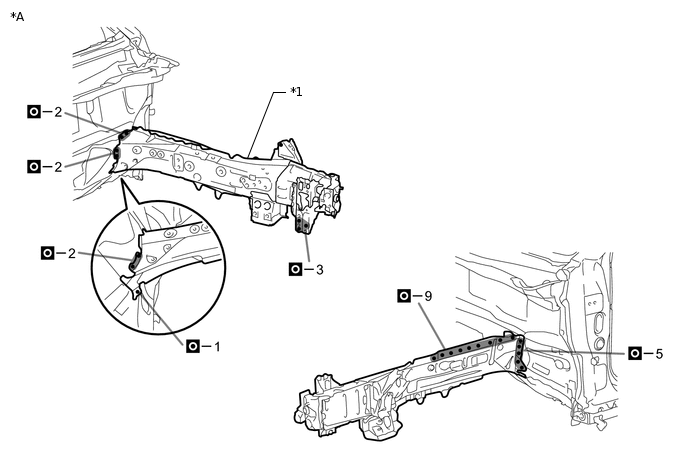
*A
Левая сторона
-
-
*1
ПЕРЕДНИЙ БОКОВОЙ ЗАЩИТНЫЙ БРУС В СБОРЕ
-
-
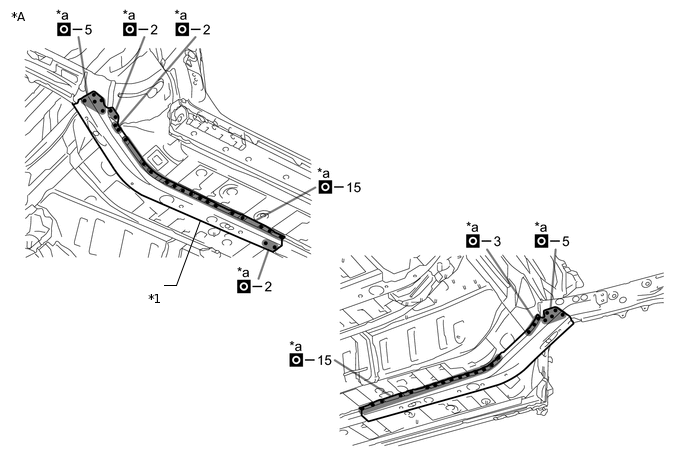
Приварите заднюю часть переднего внутреннего бокового защитного бруса к боковой стороне автомобиля.
*A
Левая сторона
-
-
*1
ЗАДНЯЯ ЧАСТЬ ПЕРЕДНЕГО ВНУТРЕННЕГО БОКОВОГО ЗАЩИТНОГО БРУСА
-
-
*a
Точка сварки стали сверхвысокой прочности
-
-
При сварке сверхвысокопрочной стали соблюдайте условия сварки, чтобы гарантировать достаточную прочность сварного шва (при ремонте данной модели).
При сваривании 2 панелей, в том числе из сверхвысокопрочной стали 980 МПа.
*a: Сварка электрозаклепками
Диаметр электрозаклепки
10 мм (0,39 дюйма)
Тип проволоки
AWS A5,18 ER70S-3
Защитный газ
Активный газ для сварки металлическим электродом
Note:Обязательно используйте активный газ для сварки металлическим электродом (Ar 80% +CO2 20%) в качестве защитного газа при прочность сварного шва Пробка welding.Sufficient невозможно обеспечить При использовании защитного газа100% CO2.
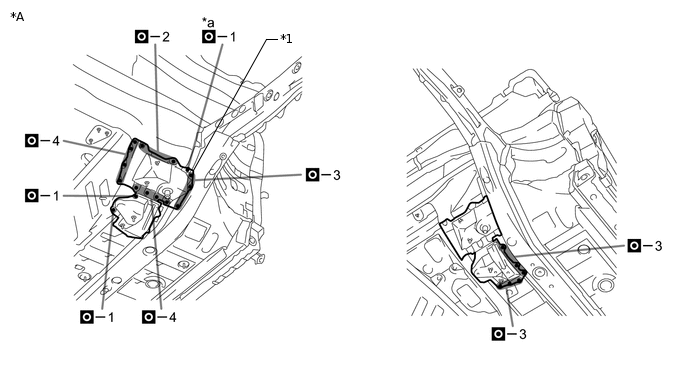
Приварите усиление переднего бокового защитного бруса № 2 к боковой стороне автомобиля.
*A
Левая сторона
-
-
*1
УСИЛЕНИЕ ПЕРЕДНЕГО БОКОВОГО ЗАЩИТНОГО БРУСА № 2
-
-
*a
Точка сварки стали сверхвысокой прочности
-
-
При сварке сверхвысокопрочной стали соблюдайте условия сварки, чтобы гарантировать достаточную прочность сварного шва (при ремонте данной модели)
При сваривании 3 и более панелей, в том числе из сверхвысокопрочной стали 980 МПа. (При приваривании электрозаклепками третьей панели к 2 панелям, которые сварены с соблюдением вышеприведенных условий.)
*a: Сварка электрозаклепками
Диаметр электрозаклепки
Такой же, как в стандартном способе (см. введение)
Тип проволоки
AWS A5,18 ER70S-3
Защитный газ
Активный газ для сварки металлическим электродом
Note:Обязательно используйте активный газ для сварки металлическим электродом (Ar 80% +CO2 20%) в качестве защитного газа при прочность сварного шва Пробка welding.Sufficient невозможно обеспечить При использовании защитного газа100% CO2.
Приварите передний буксировочный крюк к боковой стороне автомобиля.
*A
Левая сторона
-
-
*1
ПЕРЕДНИЙ БУКСИРОВОЧНЫЙ КРЮК
-
-
*a
Точка сварки стали сверхвысокой прочности
-
-
При сварке сверхвысокопрочной стали соблюдайте условия сварки, чтобы гарантировать достаточную прочность сварного шва (при ремонте данной модели)
При сваривании 3 и более панелей, в том числе из сверхвысокопрочной стали 980 МПа. (При приваривании электрозаклепками третьей панели к 2 панелям, которые сварены с соблюдением вышеприведенных условий.)
*a: Сварка электрозаклепками
Диаметр электрозаклепки
Такой же, как в стандартном способе (см. введение)
Тип проволоки
AWS A5,18 ER70S-3
Защитный газ
Активный газ для сварки металлическим электродом
Note:Обязательно используйте активный газ для сварки металлическим электродом (Ar 80% +CO2 20%) в качестве защитного газа при прочность сварного шва Пробка welding.Sufficient невозможно обеспечить При использовании защитного газа100% CO2.
Приварите передний боковой защитный брус к боковой стороне автомобиля.
*A
Правая сторона
-
-
*1
ПЕРЕДНИЙ БОКОВОЙ ЗАЩИТНЫЙ БРУС В СБОРЕ
-
-
Приварите заднюю часть переднего внутреннего бокового защитного бруса к боковой стороне автомобиля.
*A
Правая сторона
-
-
*1
ЗАДНЯЯ ЧАСТЬ ПЕРЕДНЕГО ВНУТРЕННЕГО БОКОВОГО ЗАЩИТНОГО БРУСА
-
-
*a
Точка сварки стали сверхвысокой прочности
-
-
При сварке сверхвысокопрочной стали соблюдайте условия сварки, чтобы гарантировать достаточную прочность сварного шва (при ремонте данной модели).
При сваривании 2 панелей, в том числе из сверхвысокопрочной стали 980 МПа.
*a: Сварка электрозаклепками
Диаметр электрозаклепки
10 мм (0,39 дюйма)
Тип проволоки
AWS A5,18 ER70S-3
Защитный газ
Активный газ для сварки металлическим электродом
Note:Обязательно используйте активный газ для сварки металлическим электродом (Ar 80% +CO2 20%) в качестве защитного газа при прочность сварного шва Пробка welding.Sufficient невозможно обеспечить При использовании защитного газа100% CO2.
Приварите усиление переднего бокового защитного бруса № 2 к боковой стороне автомобиля.
*A
Правая сторона
-
-
*1
УСИЛЕНИЕ ПЕРЕДНЕГО БОКОВОГО ЗАЩИТНОГО БРУСА № 2
-
-
*a
Точка сварки стали сверхвысокой прочности
-
-
При сварке сверхвысокопрочной стали соблюдайте условия сварки, чтобы гарантировать достаточную прочность сварного шва (при ремонте данной модели)
При сваривании 3 и более панелей, в том числе из сверхвысокопрочной стали 980 МПа. (При приваривании электрозаклепками третьей панели к 2 панелям, которые сварены с соблюдением вышеприведенных условий.)
*a: Сварка электрозаклепками
Диаметр электрозаклепки
Такой же, как в стандартном способе (см. введение)
Тип проволоки
AWS A5,18 ER70S-3
Защитный газ
Активный газ для сварки металлическим электродом
Note:Обязательно используйте активный газ для сварки металлическим электродом (Ar 80% +CO2 20%) в качестве защитного газа при прочность сварного шва Пробка welding.Sufficient невозможно обеспечить При использовании защитного газа100% CO2.
Приварите передний буксировочный крюк к боковой стороне автомобиля.
*A
Правая сторона
-
-
*1
ПЕРЕДНИЙ БУКСИРОВОЧНЫЙ КРЮК
-
-
*a
Точка сварки стали сверхвысокой прочности
-
-
При сварке сверхвысокопрочной стали соблюдайте условия сварки, чтобы гарантировать достаточную прочность сварного шва (при ремонте данной модели)
При сваривании 3 и более панелей, в том числе из сверхвысокопрочной стали 980 МПа. (При приваривании электрозаклепками третьей панели к 2 панелям, которые сварены с соблюдением вышеприведенных условий.)
*a: Сварка электрозаклепками
Диаметр электрозаклепки
Такой же, как в стандартном способе (см. введение)
Тип проволоки
AWS A5,18 ER70S-3
Защитный газ
Активный газ для сварки металлическим электродом
Note:Обязательно используйте активный газ для сварки металлическим электродом (Ar 80% +CO2 20%) в качестве защитного газа при прочность сварного шва Пробка welding.Sufficient невозможно обеспечить При использовании защитного газа100% CO2.
После сварки нанесите герметик для кузова и грунтовочное покрытие на соответствующие детали (См. раздел "Лакокрасочное покрытие".)
После нанесения верхнего слоя покрытия нанесите антикоррозийное средство на сварные точки несущих рабочую нагрузку швов замкнутого профиля с внутренней стороны панели.