ЗАДНЯЯ БОКОВАЯ ПАНЕЛЬ ЗАМЕНА УЗЛОВ
-
Обрежьте часть колесной дуги.
-
Прогрейте участок наружной задней боковой панели, предназначенный для нанесения герметика, и снимите наружную заднюю боковую панель.
Tech Tips
С помощью промышленного теплового пистолета или газовой горелки разогрейте наружную заднюю боковую панель до 110-140°C. Следите за тем, чтобы панель не деформировалась.
-
Удалите с автомобиля остатки герметика.
Tech Tips
-
С помощью промышленного теплового пистолета или газовой горелки разогрейте герметик-фиксатор до 110-140°C.
-
С помощью скребка снимите герметик.
-
Если удалить герметик не полностью, адгезия герметика, нанесенного впоследствии, будет слабой.
-
-
С помощью дисковой или ленточной шлифовальной машины сошлифуйте с автомобиля остатки герметика.
Tech Tips
Очищенный участок должен быть примерно на 10 мм (0,39 дюйма) шире ранее нанесенного покрытия.
-
Нанесите герметик на очищенную металлическую поверхность кузова. Разровняйте герметик с помощью шпателя.
-
Повторно нанесите герметик на кузов.
-
Наждачной бумагой № 60-120 обработайте поверхность нанесения герметика на новой наружной задней боковой панели.
-
Нанесите герметик на новую наружную заднюю боковую панель. Разровняйте герметик с помощью шпателя.
-
С помощью зажимного приспособления или ладонями рук прижмите наружную заднюю боковую панель, чтобы выровнять толщину слоя герметика.
-
Окончательно установите наружную заднюю боковую панель.
-
Высушите слой герметика, нанесенный на наружную заднюю боковую панель.
Tech Tips
-
При использовании осушителя или аналогичного устройства (60°C): 60 мин (полное отверждение: 90 мин)
-
При температуре окружающего воздуха (25°C): 12 часов (полное отверждение: 24 часа)
-
Замена наружной задней боковой панели с использованием герметика
-
СНЯТИЕ
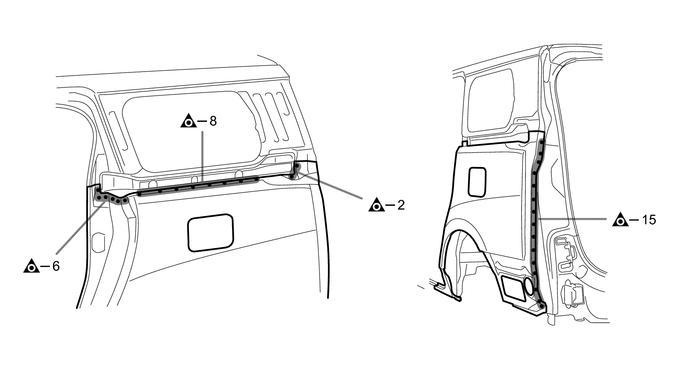
Значения символов 
Точки сварки при снятии 
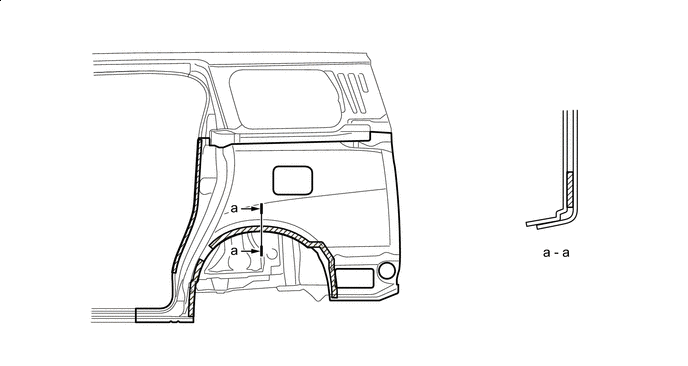
Место разрезания на запасные части
-
Разрежьте панель приблизительно таким образом, чтобы можно было добраться до герметика. Разрежьте герметик с помощью зубила таким образом, чтобы можно было снять панель.
Tech Tips
В случае, если герметик не удается снять с помощью зубила, прогрейте герметик с помощью промышленного теплового пистолета или газовой горелки, следя за тем, чтобы не деформировать панель в результате перегрева.

Герметик - - 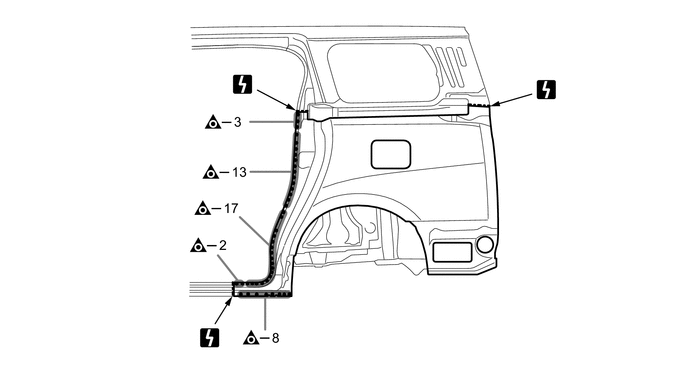
-
-
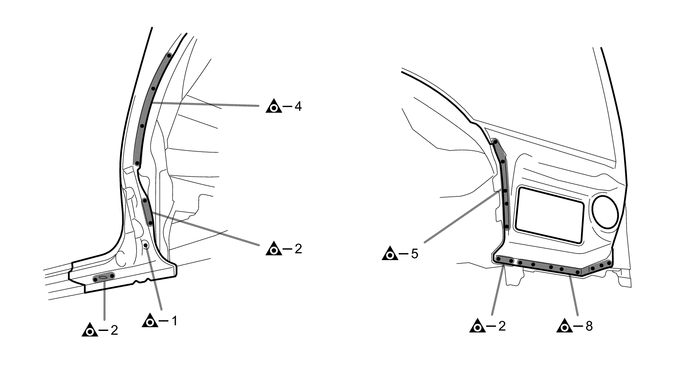
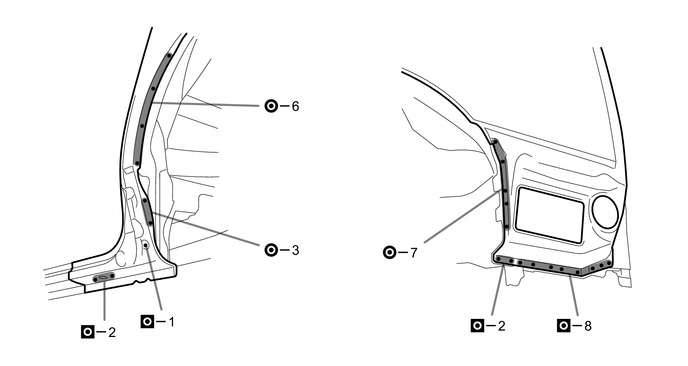
УСТАНОВКА
Значения символов 
Точечная сварка 
Сварка электрозаклепкой 
Стыковой сварной шов
-
Проверьте сопряжение новых деталей с прилегающими деталями кузова перед сваркой. От того, насколько правильно сопрягаются детали друг с другом, будет зависеть после сборки внешний вид узла и всего автомобиля.
-
Установите не закрепляя новые детали и измерьте необходимые размеры в соответствии со схемой измерений (См. размеры кузова.)
-
Нанесите герметик-фиксатор (3MTMAutomixTMPanel Bonding Adhesive #8115).
Tech Tips
-
Нанесите тонкий слой герметика вокруг мест сварки электрозаклепок.
-
Нанесите на панели достаточное количество герметика.
Герметик - - -
-
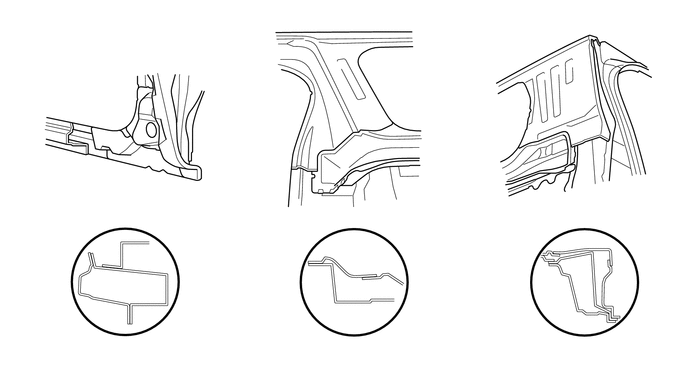
Участки, обозначенные буквой А на рисунке, сочетают сварку с герметиком (сложно достичь устойчивости одним способом). Видоизмените электрод для точечной сварки, как показано на рисунке В, с тем, чтобы его можно было использовать для узкого фланца.
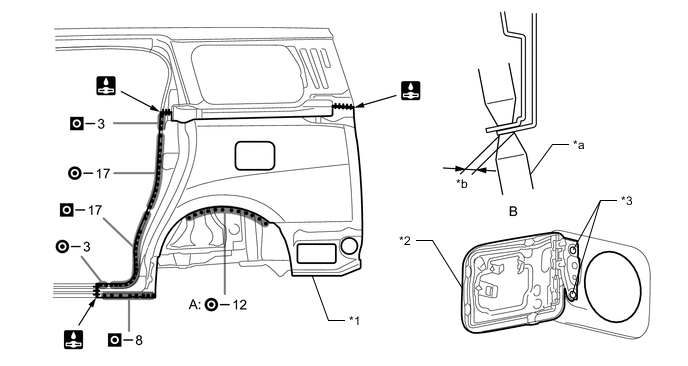
*1 ЗАДНЯЯ БОКОВАЯ ПАНЕЛЬ *2 КРЫШКА НАЛИВНОЙ ГОРЛОВИНЫ ТОПЛИВНОГО БАКА В СБОРЕ *3 ЗАКЛЕПКИ - - *a Электрод для точечной сварки *b 3 мм (0,12 дюйма) 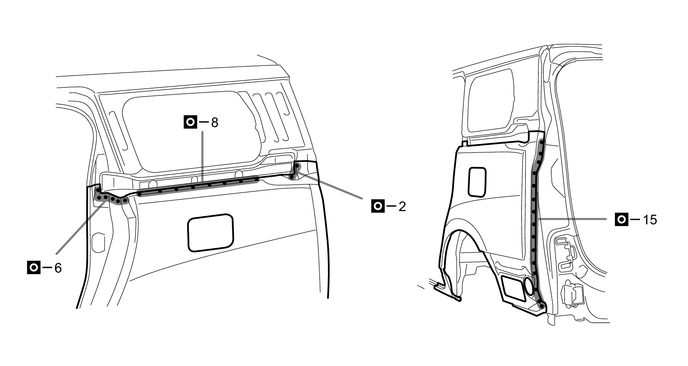
-
После сварки нанесите вспененный уплотнительный материал на соответствующие детали (См. раздел "Лакокрасочное покрытие".)
-
После сварки нанесите герметик для кузова на соответствующие детали (См. раздел "Лакокрасочное покрытие".)
-
После нанесения верхнего слоя покрытия нанесите антикоррозийное средство на сварные точки несущих рабочую нагрузку швов замкнутого профиля с внутренней стороны панели.
-